



































































































































































































































































































































































![393
BIBLIOGRAFÍA
1. AGUIRRE SANDOVAL, Jorge Luis. Salud y seguridad operacional para la
mitigación de accidentes y enfermedades laborales. Madrid: Alfaom-
ega, 2006.183 p.
2. Botiquín primeros auxilios [en línea]. [ref. 10 de julio de 2011] Disponible
en Web: < http://www.botiquin.org/>.
3. Buenas prácticas de manufactura [en línea]. [ref. de 10 octubre de 2011]
Disponible en Web: <http://es.wikipedia.org/wiki/Buenas_pr%C3%A1
cticas_de_fabricaci>.
4. Cruz Roja Salvadoreña. Apoyo psicosocial en emergencia. Manual del
participante. Año 2. Vol 3. El Salvador: Cruz Roja, 2002. 145 p.
5. __________. Rutas de evacuación. Folleto de la Federación
Internacional de Sociedades. Año 3. Vol 1. El Salvador: Cruz Roja,
2002.185 p.
6. __________. Educación, organización y prevención para la reducción del
riesgo. Folleto de la Federación Internacional de Sociedades. Año 5. Vol 2.
El Salvador: Cruz Roja, 2004. 140 p.](https://image.slidesharecdn.com/082588in-160814155036/85/08-2588-in-441-320.jpg)
![394
7. CUSTODIO GARCÍA, Sergio Giancarlo. Plan de buenas prácticas de
manufactura y control de puntos críticos para la planta de producción
de una industria de alimentos balanceados para aves. Trabajo de
graduación de Ing. Industrial. Facultad de Ingeniería, Universidad de
San Carlos de Guatemala, 2008. 145 p.
8. Estudio en 6 años en EEUU muertes por culpa de las irresponsabilidades
[en línea]. Virginia Polytechnic Institute and State University, 1989-
[ref. 15 de marzo de 1995]. Semestral. Disponible en Web:
<http://www.elmundo.es/elmundomotor/2010/09/24/conductores/1285
326288.htm >.
9. ETHEL PAZOS, Juan Carlos. Metodología para la redacción de informes
técnicos de seguridad e higiene. Vol 1. Costa Rica: Limusa, 2005
182 p.
10. GONZALES IZAGUIRRE, Juan José. Diseño e implementación de un
sistema de seguridad e higiene industrial, en la planta de producción
de la cooperativa madre y maestra, y mitigación de polvos en el área
de descarga de materia prima. Trabajo de graduación de Ing.
Industrial. Facultad de Ingeniería, Universidad de San Carlos de
Guatemala, 2008. 165 p.
11. Guatemala. Congreso de la Republica. Ley orgánica del Instituto
Guatemalteco de Seguridad Social IGSS: Decreto 295. Publicado
en el Diario Oficial, 14 de septiembre de 1944. 95 p.](https://image.slidesharecdn.com/082588in-160814155036/85/08-2588-in-442-320.jpg)
![395
12. Guatemala. Reglamento general sobre higiene y seguridad en el trabajo.
Ministerio de trabajo y previsión social. Publicado en el Diario Oficial,
24 de abril de 1954, Modificado por el Artículo 24 del Decreto del
Congreso de la República de Guatemala No. 64-92 Reforma al
Código de Trabajo, 1984. 80 p.
13. Instituto Guatemalteco de Seguridad Social. Historial, Reglamentos
Estatutos y normativos del IGSS. [en línea]. Información de texto ed.
2.1: WindSpiel, Noviembre 1994 [ref. 10 de febrero de 1995].
Disponible en la Web: <http:www.igssgt.org/sobre_nosotros/historia_
Igss.html>.
14. Instituto Nacional de Sismología, Vulcanología, Meteorología, e Hidrología
de Guatemala (INSIVUME). Medición y registros sismológicos en el
territorio guatemalteco. [en línea]. Nuevas provincias, N.J.: RR
Bowker, s.d. [ref. 16 de agosto de 2002]. Disponible en Web:
< http://www.insivumeh.gob.gt/geofisica/indice%20sismo.htm >.
15. Incendios forestales. [en línea]. [ref. 15 de marzo de 2011]. Disponible en
Web: <http://www.alertatierra.com/TierIncendiosguat.htm>.
16. Los terremotos - que es epicentro. [en línea]. [ref. 15 de octubre de 2011].
Disponible en Web:<http://www.lahistoriaconmapas.com/012/03/el-
epicentro-y-el- hipocentro-de-un.html>.
17. Limpieza e higiene personal: Eman. [en línea]. [ref. 20 de agosto de 2011].
Disponible en Web: <http://es.wikipedia.orgki/Higiene>.](https://image.slidesharecdn.com/082588in-160814155036/85/08-2588-in-443-320.jpg)
![396
18. Mapa de Escuintla Google Earth. [en línea]. [ref. 20 de agosto de 2011].
Disponible en Web: <http://www.googleearth.files.wrdppress.com>.
19. RUIZ DIAZ, Edwin Vinicio. Diseño de un plan de mantenimiento
preventivo para las líneas de producción de alimentos para animales
y diseño de un plan de seguridad e higiene industrial, para la planta
de alimentos del prado. Trabajo de graduación de Ing. Industrial.
Facultad de Ingeniería, Universidad de San Carlos de Guatemala,
2007. 172 p.
20. Tectónica de placas ondas sísmicas [en línea]. Universidad del Valle de
Guatemala, [ref. 6 de octubre de 2011]. Disponible en Web:
<http://www.recursos- tic.org/proyecto/index.php?option=com_conten
t&view=category$layout=blog%id=89&itemid=124&limitstart=6>.
21. Vivir en la Historia, el peligroso trabajo en la Escorial [en línea] [ref. 31 de
marzo de 2011].18:45 NRT. Disponible en Web: < http://www.viviren
lahistoria.com/el-peligroso-trabajo/el-escorial>.](https://image.slidesharecdn.com/082588in-160814155036/85/08-2588-in-444-320.jpg)












08 2588 in
- 1. PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Y PLAN DE CONTINGENCIA PARA UNA PLANTA DE PRODUCCIÓN DE ALIMENTOS BALANCEADOS PARA ANIMALES Edwin Manolo Cortéz Rodríguez Asesorado por el Ing. Moisés Jeremías Silvestre Quiñónez Guatemala, agosto de 2012 Universidad de San Carlos de Guatemala Facultad de Ingeniería Escuela de Ingeniería Mecánica Industrial
- 3. UNIVERSIDAD DE SAN CARLOS DE GUATEMALA FACULTAD DE INGENIERÍA PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Y PLAN DE CONTINGENCIA PARA UNA PLANTA DE PRODUCCIÓN DE ALIMENTOS BALANCEADOS PARA ANIMALES TRABAJO DE GRADUACIÓN PRESENTADO A JUNTA DIRECTIVA DE LA FACULTAD DE INGENIERÍA POR EDWIN MANOLO CORTÉZ RODRÍGUEZ ASESORADO POR EL ING. MOISÉS JEREMÍAS SILVESTRE QUIÑÓNEZ AL CONFERÍRSELE EL TÍTULO DE INGENIERO INDUSTRIAL GUATEMALA, AGOSTO DE 2012
- 5. UNIVERSIDAD DE SAN CARLOS DE GUATEMALA FACULTAD DE INGENIERÍA NÓMINA DE JUNTA DIRECTIVA DECANO Ing. Murphy Olympo Paiz Recinos VOCAL I Ing. Alfredo Enrique Beber Aceituno VOCAL II Ing. Pedro Antonio Aguilar Polanco VOCAL III Ing. Miguel Ángel Dávila Calderón VOCAL IV Br. Juan Carlos Molina Jiménez VOCAL V Br. Mario Maldonado Muralles SECRETARIO Ing. Hugo Humberto Rivera Pérez TRIBUNAL QUE PRACTICÓ EL EXAMEN GENERAL PRIVADO DECANO Ing. Murphy Olympo Paiz Recinos EXAMINADORA Inga. Nora Leonor García Tobar EXAMINADORA Inga. Marcia Ivónne Véliz Vargas EXAMINADOR Ing. Ismael Homero Jerez González SECRETARIO Ing. Hugo Humberto Rivera Pérez
- 7. HONORABLE TRIBUNAL EXAMINADOR En cumplimiento con los preceptos que establece la ley de la Universidad de San Carlos de Guatemala, presento a su consideraci6n mi trabajo de graduaci6n titulado: PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Y PLAN DE CON1"INGENCIA PARA UNA PLANTA DE PRODUCCION DE ALiMENTOS BALANCEADOS PARA ANIMALES Tema que me fuera asignado por la Direcci6n de la Escuela de Ingenieria Mecanica Industrial, con fecha octubre de 2010.
- 9. Guatemala, Septiembre de 2011 Director lng. Cesar Ernesto Urquizu Rodas Escuela Mecanica Industrial Facultad de Ingenieria. Universidad de San Carlos de Guatemala. Por este medio Ie manifiesto mi aceptaci6n y visto bueno en el trabajo asesorado al estudiante Edwin Manolo Cortez Rodrfguez, quien se identifica con carne No. 2002 12721, que actualmente cursa la carrera de Ingenieria Industrial, con el tema "PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Y PLAN DE CONTINGENCIA PARA UNA PLANTA DE PRODUCCION DEALIMENTOS BALANCEADOS PARA ANIMALES". Brindando al estudiante el apoyo que necesito para la asesorfa del mismo. Sin otro particular me despido de usted, atentamente. (F)_=-~ ~!i:::=.::::::"""""":' Ing. Moises Jer r Silvestre Quit'i6nez Colegiado ctivo No.9,190
- 11. UNIVERSIDAD DE SAN CARLOS DE GUATEMALA FACULTAD DE lNGENIERIA REF.REV.EMI.219.011 Como Catednitico Revisor del Trabajo de Graduaci6n titulado PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Y PLAN DE CONTINGENCIA PARA UNA PLANTA DE PRODUCCION DE ALIMENTOS BALANCEADOS PARA ANIMALES, presentado por el estudiante universitario Edwin Manolo Cortez Rodriguez, apruebo el presente trabajo y recomiendo la autorizaci6n del mismo. Ana BeatnzPineda Quinonez INGENIERA INDUSTRIAL COlEGIADA No. 10,725 Guatemala, noviembre de 2011. Irngp 1:_ _, Ingenieria eM!. Irlg8I'IHH!a Mec'nica Induetrllll. Inganlerla Oulmica. lng«I;,na Me4r1k:a Ekk:trlc.a. &cueIa cI$ Clenciu. Regional cI$ Ingenlerla Sriaria y ""~ HIdnkIIIoaI (ERIS). Poagrado Maestrla en Sial_ Menci6n ConeWcci6n y Menc:I6n ingsnilofla VIal. c.a.-: Ingenierla Maerlnkla. Ingenleria EIectt6nIca. IngerWria en CillnCiIIII Y ~. Licencialura en Matematica. Llcenclatura en FltIlcII. c.mro.: de Eetudiol SuperIor... do Enervfa YMinlll8 (CESEM). Guatemala. Cludlld Unn..n.IWia. Z- 12. Guelemllla. Centraam6rtca.
- 13. UNIVERSIDAD DE SAN CARLOS DE (;UATEMALA FACULTAD DE INGENIERIA REF.DIR.EML153.012 EI Director de la Escuela de Ingenieria Mecanica Industrial de la Facultad de Ingenieria de la Universidad de San Carlos de Guatemala, luego de conocer el dictamen del Asesor, el Visto Bueno del Revisor y la aprobacion del Area de LingiiistiCadel trabajo de graduacion titulado PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Y PLAN DE CONTINGENCIA PARA UNA PLANTA DE PRODUCCION DE ALIMENTOS BALANCEADOS PARA ANlMALES, presentado por el estudiante universitario Edwin Manolo Cortez Rodriguez, aprueba el presente trabajo y solicita la autorizacion del mismo. Ing. Escuela Guatemala, agosto de 2012. Imgp Eecu.IU; Ing",,,,,rla eMI. Inga",erl~ ",,,came.- Indusl.lal. Ingonle.la Qulmica.lnganierfa Mecaruca E*'rica. Escuela de Ciancias. Regional de Inganle.ra SanItaria y RaculSOS H:::'-=; (ERIS). Poagraclo "'..esIlIa en Sislenlas Menc;i6n ConeIrucc:I6n y MencI6n Inganlarla Vial. earrwM: Inlienia.la M~. Ingenlerla ElaClrOnlCll, Ingenle.ls an CI8n<aS Y erica' Loe_c,alura an l~a'e",4Iica. Llc8nCII""''' .,,, Fiaica c-oe: de Eetudioe SuparIorea de Energla y Minau (CESEM). Guatamala. Ciuded Universitaria, Zona '2, Guatemala. r..,m.oam -'.,
- 15. Universidad de San Carlos de Guatemala Facultad de Ingenierfa Decanato DTG.405.2012 EI Decano de la Facultad de Ingenierfa de la Universidad de San Carlos de Guatemala, luego de conocer la aprobacion por parte del Director de la Escuela de Ingenierfa Medinica Industrial, al trabajo de graduacion titulado: PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Y PLAN DE CONTINGENCIA PARA UNA· PLANTADE PRODUCCION DE ALiMENTOS BALANCEADOS PARA ANIMALES, presentado por el estudiante universitario Edwin Manolo Cortez Rodriguez, autoriza la impresion del mismo. IMPRfMASE: Guatemala, 28 de agosto de 2012. jgdech Escuelas: Ingenieria Civil, Ingenieria Mecanica Industrial, Ingenieria Quimica. Ingenieria Mecanica Ehlctrica, . Escuela de Ciencias, Regional de Ingenieria Sanitaria y Recursos Hidraulicos (ERIS). Post Grado Maestria en Sistemas Menc16n Ingenierfa Vial. Carreras: Ingenierfa Mecanica, Ingenierfa Electr6nic3, Ingenierfa en Ciencias VSistemas. Ucenciatura en Matematica. Ucenciatura en Ffsica. Centre
- 17. ACTO QUE DEDICO A: Dios Por sobre todas las cosas. Mis padres Francisco Cortéz Lesbia de Cortéz Sabiendo que no existirá una forma de agradecer una vida de sacrificio y esfuerzo, quiero que sientan que el objetivo logrado también es suyo y que la fuerza que me ayudo a conseguirlo fue su apoyo. Mi esposa Marlesa de Cortéz Por el tiempo, amor y comprensión que me has dado todos estos años. Mis hermanos Luis Arnoldo, Francisco Javier y Lisbeth Michelle Por todo su cariño. Espero que este logro personal sea motivo de orgullo y ejemplo para alcanzar las metas y aspiraciones que se propongan. Mis amigos íntimos Ellos saben quiénes son, por sus preciados consejos y gratos momentos.
- 19. AGRADECIMENTOS A: La Universidad de San Carlos de Guatemala Por innovar en opciones y oportunidades profesionales para mí, especialmente a mis compañeros y buenos catedráticos de la Escuela de Ingeniería Mecánica Industrial, por sus enseñanzas, consejos y las experiencias vividas que me permitieron lograr una educación superior y la oportunidad de ser un profesional que trabaje por el desarrollo de la industria para beneficio de la sociedad guatemalteca. La Cooperativa Madre y Maestra R.L Por haber confiado en mi persona para la realización de este proyecto tan importante para la empresa y permitirme utilizarlo para el desarrollo de mi trabajo de graduación. Espero que el proyecto sobrepase sus expectativas y ayude a la mejora de la empresa.
- 21. I ÍNDICE GENERAL ÍNDICE DE ILUSTRACIONES.......................................................................... XI GLOSARIO ..................................................................................................... XIX RESUMEN...................................................................................................... XXI OBJETIVOS...................................................................................................XXV INTRODUCCIÓN.........................................................................................XXVII 1. ASPECTOS GENERALES Y DEFINICIONES.........................................1 1.1. Breve descripción de la empresa...............................................1 1.2. Breve descripción de la planta de producción............................2 1.2.1. Productos producidos en la planta ............................2 1.2.2. Materia prima empleada............................................4 1.2.3. Proceso de producción..............................................5 1.3. Instalaciones físicas e infraestructura... .....................................7 1.4. Vehículos maquinaria y equipos ................................................8 1.4.1. Maquinaria y equipo ..................................................8 1.4.1.1. Ventilador centrífugo..............................8 1.4.1.2. Molino de martillo...................................9 1.4.1.3. Desmoronadora...................................10 1.4.1.4. Peletizadora.........................................11 1.4.1.5. Mezcladora ..........................................13 1.4.1.6. Extruder ...............................................14 1.4.1.7. Máquina de coser ................................16 1.4.1.8. Estibado de producto terminado y materias primas ...................................18 1.4.2. Vehículos.................................................................19
- 22. II 1.4.2.1. Transportador horizontal ..................... 21 1.4.2.2. Elevador de cangilones vertical........... 22 1.5. Estructura organizacional ........................................................ 23 1.5.1. Asamblea General .................................................. 23 1.5.2. Junta de Directores ................................................. 24 1.5.3. Comisión de Vigilancia............................................ 24 1.5.4. Comisión de Educación y Asuntos Sociales ........... 25 1.5.5. Gerencias y departamentos .................................... 25 1.5.6. Organigrama ........................................................... 25 1.6. Misión y visión ......................................................................... 32 1.7. Valores .................................................................................... 32 1.8. Conceptos y definiciones......................................................... 33 1.8.1. Generalidades de seguridad e higiene industrial .... 33 1.8.1.1. Conceptos de seguridad e higiene...... 38 1.8.1.2. Evolución de la seguridad e higiene industrial.............................................. 43 1.8.1.3. Seguridad e higiene industrial en Guatemala........................................... 52 1.8.1.4. Legislación de higiene y seguridad en el trabajo......................................... 56 1.8.1.5. Razones para instalar programas de seguridad............................................. 58 1.8.1.6. Primeros auxilios................................. 59 1.8.1.7. Identificación de tipos de conatos de incendios ............................................. 64 1.8.1.8. Protecciones contra incendios............. 67 1.8.1.9. Equipo de protección personal............ 70 1.8.1.10. Código de colores ............................... 71
- 23. III 1.8.1.11. Costo por accidente.............................78 1.8.1.12. Involucrados ........................................80 1.8.2. Generalidades de las contingencias........................82 1.8.2.1. Concepto de plan de contingencia.......82 1.8.2.2. Ciclo de vida plan de contingencia ......83 1.8.2.3. Subplanes del plan de contingencia ....85 1.8.2.4. Medidas técnicas humanas y organizativas........................................86 1.8.2.5. Ámbito geográfico de la planta ............87 1.8.2.6. Fenómenos geodinámicos...................93 1.8.2.7. La sismología.......................................95 1.8.2.8. Forma de medición de los sismos .....104 1.8.2.8.1. Richter ........................104 1.8.2.8.2. Mercalli .......................104 1.8.2.9. Cronología de los sismos más importantes del siglo XX en Guatemala .........................................105 1.8.2.10. Tormentas y precipitaciones de lluvia ..................................................115 1.8.2.11. Desbordamientos y llenas por lluvia ..119 2. SITUACIÓN ACTUAL DE LA EMPRESA.............................................121 2.1. Historial de accidentes...........................................................121 2.2. Causas de accidentes en la planta ........................................121 2.3. Elementos que provocan accidentes .....................................122 2.4. Enfermedades más comunes en los operadores...................125 2.5. Seguridad de los operadores.................................................135 2.5.1. Riesgos mecánicos ...............................................139 2.5.2. Riesgos eléctricos .................................................142
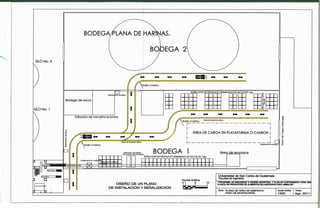
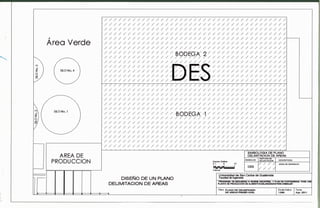
- 24. IV 2.5.3. Riesgos químicos.................................................. 145 2.5.4. Riesgo por manejo de materiales.......................... 149 2.6. Condiciones generales de las instalaciones.......................... 150 2.6.1. Alrededores y ubicación........................................ 151 2.6.2. Iluminación............................................................ 153 2.6.3. Ventilación............................................................. 154 2.6.4. Rampas y escaleras.............................................. 155 2.7. Áreas más vulnerables e inseguras....................................... 156 2.7.1. Área de despacho ................................................. 156 2.7.2. Área de extrusión .................................................. 157 2.7.3. Área de peletizado ................................................ 158 2.7.4. Área de molienda .................................................. 158 2.7.5. Área de micromezclas........................................... 159 2.8. Condiciones o factores que afectan la higiene física y mental.................................................................................... 160 2.8.1. Control del ambiente ............................................. 160 2.8.2. Ruido..................................................................... 163 2.8.3. Vibraciones ........................................................... 165 2.8.4. Polvos ................................................................... 167 2.9. Análisis de costos.................................................................. 168 2.9.1. Análisis de costos por accidentes ......................... 169 2.9.2. Costos por enfermedad......................................... 171 2.9.3. Costos indirectos por accidentes y enfermedades operacionales........................................................ 179 2.10. Plan de contingencia ............................................................. 180 2.11. Reacción actual ante emergencias........................................ 180 2.12. Rutas de evacuación ............................................................. 181 2.13. Señalización de lugares seguros........................................... 181
- 25. V 2.14. Amenazas de peligro que rodean la planta............................182 2.15. Costo al no poseer un plan de contingencia ..........................183 3. DISEÑO PROPUESTO........................................................................185 3.1. Diseño del programa de seguridad e higiene industrial a implantarse ............................................................................185 3.2. Diseño de normas y procedimientos en áreas vulnerables....187 3.2.1. Normas de limpieza y conducta dentro del área de trabajo...............................................................188 3.2.2. Normas para permanecer en áreas vulnerables....196 3.2.3. Normas para manipular microingredientes............197 3.2.4. Procedimientos para operar con seguridad los equipos..................................................................198 3.3. Diseño modelo protección personal para los operadores ......200 3.3.1. Normativo de equipo de protección personal ........203 3.3.1.1. Áreas de altura ..................................206 3.3.1.2. Áreas de polvos.................................208 3.3.1.3. Áreas de ruido y vibración .................209 3.3.1.4. Áreas de vapor ..................................211 3.3.1.5. Áreas de carga o despachos .............212 3.4. Diseño de documentos o cartas de notificación de riesgos ...213 3.5. Diseño de mejoras en instalaciones de la planta ...................216 3.5.1. En iluminación natural y artificial ...........................216 3.5.2. En ventilación positiva y negativa..........................227 3.5.3. En protecciones de equipo y maquinaria...............229 3.6. Diseño Layout de distribución de extintores...........................230 3.6.1. Por tipo de agente extintor.....................................231 3.6.2. Por área de peligro ................................................233
- 26. VI 3.7. Diseño y estructura del Comité de Salud y Seguridad Laboral................................................................................... 234 3.7.1. Pasos a seguir para conformar el comité.............. 234 3.7.2. Funciones y obligaciones...................................... 234 3.7.3. Personal que lo conformará .................................. 236 3.7.4. Organigrama del comité........................................ 237 3.8. Realización de números base ............................................... 238 3.9. Conformación de brigadas de apoyo..................................... 239 3.10. Introducción al programa de seguridad e higiene industrial... 241 3.11. Estructura del programa de seguridad e higiene industrial.... 242 3.11.1. Inducción y capacitación ....................................... 242 3.12. Evaluación del programa de seguridad e higiene industrial... 243 3.12.1. Auditorías internas ................................................ 243 3.12.2. Simulacros ............................................................ 246 3.13. Diseño del Plan de Contingencia a Implantarse .................... 246 3.14. Diseño de proceso a seguir en caso de incendio .................. 248 3.15. Diseño de proceso a seguir en caso de sismo ...................... 251 3.16. Diseño de rutas de evacuación.............................................. 252 3.17. Introducción al plan de contingencia...................................... 253 3.18. Divulgación del plan de contingencia..................................... 254 3.19. Capacitación del plan de contingencia .................................. 254 3.19.1. Manejo de situaciones de peligro.......................... 254 3.19.2. Respuestas ante emergencias.............................. 255 3.19.2.1. Conatos de incendios........................ 255 3.19.2.2. Sismos .............................................. 255 3.19.2.3. Inundaciones..................................... 256
- 27. VII 4. IMPLEMENTACIÓN DE LAS PROPUESTAS......................................259 4.1. Implementación del programa de seguridad e higiene industrial.................................................................................259 4.2. Tiempo estimado de implementación del programa de seguridad e higiene industrial ................................................260 4.3. Prácticas de higiene para la prevención de enfermedades....260 4.3.1. Normas de limpieza dentro de la planta ................261 4.3.2. Normas de limpieza y conducta dentro de los servicios sanitarios ................................................264 4.4. Estrategias para mitigación de accidentes.............................266 4.5. Seguridad operacional ...........................................................267 4.5.1. Protección personal...............................................274 4.5.1.1. Respiradores con filtro mecánico.......275 4.5.1.2. Gafas con protectores laterales.........278 4.5.1.3. Calzado con punta de acero..............280 4.5.1.4. Protectores auditivos .........................281 4.5.1.5. Arnés de cintura.................................283 4.5.1.6. Casco con accesorios........................285 4.6. Señalización industrial ...........................................................287 4.6.1. Panel de información contenido de tuberías..........290 4.6.2. Delimitaciones .......................................................293 4.6.3. Rotulación..............................................................295 4.7. Mejoras a implementarse en áreas vulnerables.....................299 4.7.1. Protección en maquinaria......................................299 4.7.1.1. Escaleras salida de emergencia........299 4.7.1.2. Guardas protectoras..........................300 4.7.1.3. Barandas de protección.....................302 4.7.1.4. Ventiladores de techo........................304
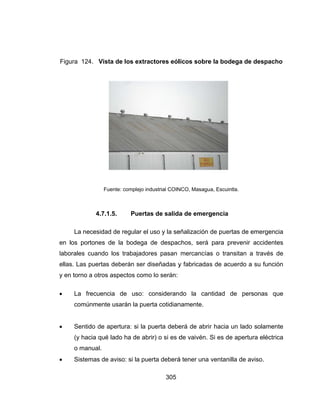
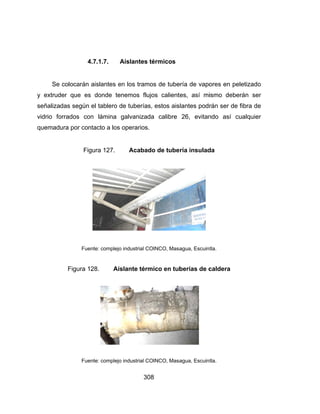
- 28. VIII 4.7.1.5. Puertas de salida de emergencia...... 305 4.7.1.6. Ventanas para ventilación ................. 307 4.7.1.7. Aislantes térmicos ............................. 308 4.7.1.8. Colocación de túmulos ...................... 309 4.8. Costos de implementación del programa .............................. 310 4.9. Costos de arranque del programa ......................................... 314 4.10. Costos de operación.............................................................. 315 4.11. Implementación del plan de contingencia.............................. 216 4.12. Tiempo estimado de implementación del plan de contingencia .......................................................................... 317 4.13. Procedimiento a seguir en caso de siniestro ......................... 317 4.14. Sistema de alerta, activación y coordinación ........................ 335 4.15. Activación del plan................................................................. 337 4.16. Responsables y prioridad de llamada.................................... 337 4.17. Acciones operativas a implantarse ........................................ 337 4.18. Coordinación de acciones ..................................................... 338 4.18.1. Lineamientos a seguir en caso de incendios......... 338 4.18.1.1. Sistemas de alarmas......................... 339 4.18.1.2. Equipo para mitigación de incendio............................................. 340 4.18.1.3. Colocación de rociadores automáticos....................................... 341 4.18.1.4. Colocación de hidrantes.................... 343 4.18.2. Lineamientos a seguir en caso de sismos............. 343 4.18.3. Lineamientos a seguir en caso de inundación ...... 344 4.19. Costos del plan de contingencia............................................ 344 4.20. Evaluación del daño……………………………………………...346
- 29. IX 5. SEGUIMIENTO Y MEJORA CONTINUA.............................................349 5.1. Actualizaciones del programa de seguridad e higiene industrial.................................................................................349 5.2. Inducción al personal de nuevo ingreso.................................349 5.3. Actualización al personal existente .......................................350 5.4. Programas de capacitación....................................................351 5.5. Control e índices de evaluación .............................................351 5.6. Auditorías internas .................................................................353 5.7. Reuniones del comité para analizar revisiones y definir estrategias .............................................................................353 5.8. Eficiencia y productividad alcanzadas al implementar el programa de seguridad e higiene industrial ...........................354 5.9. Actualizaciones del plan de contingencia por el comité de salud y seguridad laboral .......................................................354 5.10. Revisión del sistema de alerta ...............................................355 5.11. Verificación del cumplimiento de los lineamientos establecidos en caso de siniestro ..........................................355 6. MEDIO AMBIENTE..............................................................................357 6.1. Impactos negativos de la planta de producción .....................357 6.2. Impactos directos (en el proceso de producción)...................359 6.2.1. Contaminación emisiones de partículas a la atmósfera...............................................................360 6.2.1.1. Emanación de polvillos ......................361 6.2.2. Contaminación hídrica...........................................361 6.2.2.1. Derrames de grasa............................361 6.2.2.2. Derrames de melaza .........................363 6.3. Impactos indirectos (después del proceso productivo) ..........363
- 30. X 6.3.1. Eliminación de desechos sólidos por falta de almacenamiento.................................................... 363 6.3.2. Transmisión de enfermedades por eliminación inadecuada de desechos ...................................... 364 6.3.3. Ruido, congestionamiento y agravación de peligros por transporte pesado que transportan materia prima y producto terminado...................... 365 6.4. Medidas de atenuación o mitigación...................................... 365 6.5. Medidas de atenuación en impactos directos (en el proceso de producción)....................................................................... 375 6.5.1. Retención de polvillos, por filtros manga............... 375 6.5.2. Elaboración de piletas antiderrame de líquidos..... 377 6.6. En impactos indirectos (después del proceso productivo)..... 379 6.6.1. Clasificación de los desechos ............................... 379 6.6.2. Control de desechos sólidos por medio de recolección............................................................ 380 6.6.3. Ordenamiento vial interno de transporte pesado para la carga de producto terminado y descarga de materias primas, minimizando el congestionamiento y el ruido................................. 384 CONCLUSIONES........................................................................................... 389 RECOMENDACIONES................................................................................... 391 BIBLIOGRAFÍA............................................................................................... 393 ANEXOS......................................................................................................... 397
- 31. XI ÍNDICE DE ILUSTRACIONES FIGURAS 1. Gallina ponedora....................................................................................3 2. Cerdo en etapa de crecimiento..............................................................4 3. Materia prima empleada (maíz nacional)...............................................5 4. Materia prima empleada (Melaza de caña)............................................5 5. Materia prima empleada (frijol de soya y harina de soya)......................6 6. Infraestructura del área de producción...................................................8 7. Ventilador centrífugo para controlar la humedad del silo .......................9 8. Molino de martillo de la empresa .........................................................10 9. Limpiadora para molienda y producto terminado de la empresa .........11 10. Peletizadora.........................................................................................12 11. Tolvas que llevan el producto a la peletizadora ...................................12 12. Mezcladora para la combinación de materias primas vista lateral.......13 13. Perspectiva de la mezcladora para la combinación de las materias primas .................................................................................................14 14. Vista longitudinal del extruder..............................................................15 15. Extruder ...............................................................................................15 16. Trabajador empleando el extruder .......................................................16 17. Máquina de coser para el cerrado de sacos ........................................17 18. Máquina de coser para el cerrado de sacos ........................................17 19. Proceso llenado de sacos....................................................................18 20. Estibado de jumbos de materia prima..................................................19 21. Vehículo estibador de producto terminado y materia prima.................20 22. Transporte pesado en área de carga...................................................20
- 32. XII 23. Transportadores horizontales para silos de maíz ................................ 21 24. Transportadores verticales para abastecimiento de la limpiadora....... 22 25. Transportadores verticales para abastecimiento de la limpiadora con su plataforma....................................................................................... 23 26. Organigrama general de la planta ....................................................... 26 27. Organigrama área de producción ........................................................ 26 28. Organigrama área de procesos ........................................................... 27 29. Organigrama área de mantenimiento mecánico.................................. 27 30. Organigrama área de mantenimiento eléctrico.................................... 28 31. Organigrama área de logística ............................................................ 28 32. Valores humanos de la empresa COMAYMA...................................... 32 33. Trabajador con su equipo de protección personal............................... 34 34. Higiene industrial ................................................................................. 36 35. Elementos indispensables para una buena producción....................... 37 36. Desastre, terremoto 8 de octubre de 2005 Pakistán ........................... 39 37. Higiene personal.................................................................................. 40 38. Peligro, el uso de celular manejando puede ocasionar accidentes ..... 41 39. Reseña histórica de accidentes laborales en el Escorial..................... 47 40. Fotografías de la historia del IGSS...................................................... 55 41. Razones para instalar el programa de seguridad ................................ 59 42. Primeros auxilios ................................................................................. 61 43. Botiquín ............................................................................................... 62 44. Tipos de quemaduras ......................................................................... 65 45. Señal de no fumar ............................................................................... 67 46. Modelo de extintor de fuego ................................................................ 69 47. Alternativas de uso del color amarillo .................................................. 76 48. Etapas de la elaboración del plan de contingencia.............................. 84 49. Subplanes del plan de contingencia .................................................... 85 50. Mapa del departamento de Escuintla .................................................. 92
- 33. XIII 51. Fotografía aérea del departamento de Escuintla .................................93 52. Incendio forestal en Zacapa, Guatemala .............................................94 53. Epicentro y foco de un terremoto.........................................................98 54. Ondas sísmicas .................................................................................101 55. Terremoto de 1976 en Guatemala .....................................................111 56. Mapa tormenta Agatha.......................................................................118 57. Vista aérea del departamento de Escuintla inundado durante la tormenta tropical Agatha....................................................................120 58. Elementos potenciales que ocasionan trastornos psicológicos .........126 59. Tendencia principal de la fatiga y la recuperación .............................129 60. Tareas usuales que requieren esfuerzo mental.................................130 61. Representación esquemática del efecto acumulativo de las causas cotidianas de fatiga................................................................132 62. Factores que provocan la inseguridad laboral ...................................136 63. Riesgos laborales que se dan en la planta ........................................136 64. Tipos y consecuencias de las relaciones exigencias - recursos ........137 65. Componentes del proceso de tensión y consecuencias ....................138 66. Formas elementales de peligro mecánico..........................................139 67. Condiciones generales por partes o piezas de máquinas fundamentales que provocan peligro mecánico.................................140 68. Molino de martillos .............................................................................141 69. Riesgos eléctricos..............................................................................145 70. Factores de riesgo químicos..............................................................146 71. Vías de penetración de sustancias químicas.....................................147 72. Vista aérea del terreno de la planta ...................................................151 73. Vista de la planta ...............................................................................152 74. Vista del ingreso de la planta ............................................................153 75. Área de producción............................................................................154 76. Escalera en el área de extruder.........................................................155
- 34. XIV 77. Área de despacho ............................................................................. 157 78. Área de micromezclas ....................................................................... 159 79. Fisionomía del oído ........................................................................... 163 80. Pasos para oír ................................................................................... 164 81. Costos en accidentes con lesiones significativas .............................. 170 82. Áreas de bodegas ............................................................................. 181 83. Ingreso de la planta ........................................................................... 182 84. Costos al no poseer un plan de contingencia.................................... 183 85. Acciones del plan de seguridad e higiene industrial .......................... 186 86. Área de micromezclas ....................................................................... 198 87. Estructura en alturas.......................................................................... 207 88. Proceso diseño de iluminación .......................................................... 218 89. Método de cavidad zonal................................................................... 222 90. Distribución de lámparas en bodega ................................................. 226 91. Organigrama del comité de salud y seguridad laboral....................... 237 92. Utilización de los recursos en caso de emergencia........................... 248 93. Diseño de las dimensiones y sentido para las rutas de evacuación ........................................................................................ 253 94. Cómo lavarse las manos ................................................................... 263 95. Limpieza del servicio sanitario........................................................... 265 96. Funciones del diseño adecuado del puesto de trabajo...................... 267 97. Normas para reducir el riesgo derivado del almacenamiento............ 267 98. Medidas para dimensionar la unidad de carga.................................. 269 99. Unidades de carga en la planta ......................................................... 270 100. Unidad jumbo .................................................................................... 270 101. Unidad de levante Pallet.................................................................... 271 102. Forma correcta de alzar pesos .......................................................... 272 103. Reglas para el correcto sostenimiento y transporte de cargas.......... 273 104. Mascarilla con válvula de exhalación................................................. 277
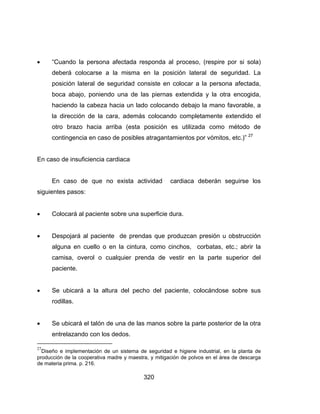
- 35. XV 105. Mascarilla con filtros...........................................................................278 106. Gafas protectoras ..............................................................................279 107. Botas con punta de acero ..................................................................281 108. Tapones para oído reutilizables.........................................................283 109. Cincho de cuero ................................................................................284 110. Cinturón de seguridad........................................................................285 111. Cascos de seguridad .........................................................................286 112. Tubería de color amarillo, conducción de grasa ................................290 113. Tubería de color azul, conducción de melaza....................................291 114. Tubería que contiene cableado eléctrico ...........................................291 115. Tubería que conduce vapor de la caldera..........................................292 116. Señal industrial para el área de micromezclas...................................294 117. Rotulación por áreas..........................................................................297 118. Rotulación peligro no tocar ................................................................298 119. Rotulación solo personal autorizado ..................................................298 120. Guarda de seguridad .........................................................................300 121. Guardas de seguridad en poleas de bombas de melaza...................301 122. Guardas de seguridad en poleas de bombas de grasa .....................302 123. Baranda protectora en circulaciones..................................................304 124. Vista de los extractores eólicos sobre la bodega de despacho..........305 125. Puertas en portones para salidas de emergencia..............................306 126. Área donde es necesaria una venta ..................................................307 127. Acabado de tubería insulada .............................................................308 128. Aislante térmico en tuberías de caldera.............................................308 129. Aislante térmico en tuberías de caldera.............................................309 130. Implementación de túmulos ...............................................................309 131. Letrero con cinta reflectiva.................................................................310 132. Diagrama de primeros auxilios en caso de insuficiencia respiratoria y cardíaca........................................................................322
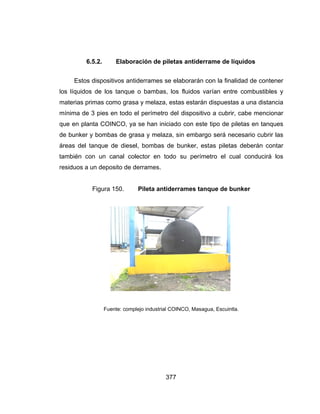
- 36. XVI 133. Diagrama de primeros auxilios en caso de fracturas......................... 326 134. Diagrama de primeros auxilios en caso de quemaduras................... 329 135. Diagrama de primeros auxilios en caso de heridas ........................... 333 136. Utilización de extintores..................................................................... 336 137. Tanque elevado de planta COINCO.................................................. 342 138. Tipos de accidentes y niveles de daño ............................................. 347 139. Proceso de la junta de directores para lograr la comunicación interna................................................................................................ 350 140. Acumulación de basura en el exterior de la bodega.......................... 357 141. Características de la contaminación.................................................. 358 142. Acumulación de chatarra................................................................... 360 143. Depósito de aceite quemado ............................................................. 362 144. Depósitos o recipientes de aceite quemado...................................... 362 145. Diseño de las dimensiones del paso peatonal................................... 373 146. Indicación paso peatonal en patio de maniobras .............................. 374 147. Indicación paso peatonal en patio de maniobras............................... 374 148. Filtros manga vistos desde abajo ...................................................... 376 149. Filtros manga del molino de martillos ................................................ 376 150. Pileta antiderrame tanque de bunker................................................. 377 151. Pileta antiderrame tanque de combustible......................................... 378 152. Pileta antiderrame de bombas........................................................... 378 153. Diferentes tipos de contenedores de basura ..................................... 381 154. Estibación de tarimas ........................................................................ 383 155. Ejemplos de delimitación paso de montacargas en bodega.............. 385 156. Diseño de las dimensiones y sentido para la circulación de montacargas ..................................................................................... 386 157. Elaboración de señalización para paso de montacargas................... 386
- 37. XVII TABLAS I. Personal de la planta de producción................................................29 II. Clases de extintores e incendios .....................................................66 III. Indicación de los colores de seguridad ............................................72 IV. Colores de contraste........................................................................73 V. Significado y aplicación del color rojo ..............................................74 VI. Significado y aplicación del color naranja .......................................75 VII. Significado y aplicación del color amarillo........................................75 VIII. Significado y aplicación del color verde ...........................................76 IX. Significado y aplicación del color azul..............................................77 X. Significado y aplicación del color purpura........................................78 XI. Significado y aplicación del color blanco y negro.............................78 XII. Fatiga y recuperación en niveles de actividad ...............................135 XIII. Áreas afectadas por ruido y vibración............................................165 XIV. Resumen de costos en que se incurrirá por falta de seguridad .....180 XV. Costos al no poseer un plan de contingencia ................................184 XVI. Horario de labores..........................................................................193 XVII. Análisis FODA para el uso del equipo de protección personal (lista plana de factores)..................................................................201 XVIII. Estrategias del análisis FODA para el uso del equipo de protección personal........................................................................202 XIX. Equipo de protección personal del área de micromezclas.............203 XX. Equipo de protección personal área de extrusión y peletizado......203 XXI. Equipo de protección personal del área de despacho ...................204 XXII. Equipo de protección personal del área de molienda ....................204 XXIII. Equipo de protección personal del área de mantenimiento industrial.........................................................................................205 XXIV. Equipo de protección en alturas.....................................................207
- 38. XVIII XXV. Equipo de protección en área de polvos........................................ 208 XXVI. Niveles de ruido en las diferentes áreas de trabajo....................... 210 XXVII. Equipo de protección en áreas de ruido y vibración ...................... 210 XXVIII. Equipo de protección en áreas de vapor ....................................... 211 XXIX. Equipo de protección en áreas de despacho................................. 212 XXX. Clasificación del trabajo – Método de cavidad zonal .................... 219 XXXI. Escoger la reflectancia – Método de cavidad zonal....................... 219 XXXII. Factores de peso – Método de cavidad zonal ............................... 220 XXXIII. Consideraciones – Método de cavidad zonal ................................ 221 XXXIV. Rango de iluminación en lux – Método de cavidad zonal.............. 221 XXXV. Mediciones realizadas área de despacho - Método de cavidad zonal.............................................................................................. 223 XXXVI. Extractores .................................................................................... 228 XXXVII. Extintores....................................................................................... 231 XXXVIII. Números base ............................................................................... 238 XXXIX. Señalización industrial a utilizar en las diferentes áreas de la planta............................................................................................. 288 XL. Costos de implementación del programa de seguridad e higiene industrial en COINCO.................................................................... 311 XLI. Costos de arranque del programa de seguridad e higiene industrial en COINCO.................................................................... 314 XLII. Costo de operación del programa de seguridad e higiene industrial en COINCO.................................................................... 315 XLIII. Tabla de costos de implementación del plan de contingencia....... 345 XLIV. Peligro por transporte pesado que transporta materia prima, producto terminado y medidas de atenuación ............................... 370 XLV. Peligros viales y sus medidas de contingencia.............................. 387
- 39. XIX GLOSARIO COINCO Complejo Industrial de la Cooperativa Agrícola y de Servicios Varios Madre y Maestra R.L. CONRED Coordinadora Nacional para la Reducción de Desastres COMAYMA Cooperativa Agrícola y de Servicios Varios Madre y Maestra R.L. EPI Equipos de Protección Individual IGSS Instituto Guatemalteco de Seguridad Social INSIVUMEH Instituto Nacional de Sismología, Vulcanología, Meteorología e Hidrología OIT Organización Internacional del Trabajo PAS Proteger, Alertar, Socorrer PDCA Ciclo de vida (plan-do-check-act, planificar-hacer-comprobar- actuar). PPE Equipo de protección Personal (Personal Protection Equipment)
- 40. XX Programa de IVS Programa de Invalidez Vejez Sobrevivencia PVC Cloruro de polivinílico RCP Reanimación cardio pulmonar SH Seguridad e higiene industrial UV Ultravioleta
- 41. XXI RESUMEN El presente trabajo de graduación será desarrollado en Planta COINCO, empresa que se dedica a la producción de alimentos para animales de granja. La planta está compuesta por las siguientes áreas de trabajo: despacho y bodegas de materia prima, oficinas administrativas, silos de almacenamiento, bodegas de producto terminado y área de producción. En el primer capítulo, se dará una breve descripción de los antecedentes históricos de la planta de producción incluyendo, objetivos, misión, visión, tipos de productos, tipo de maquinaria y mercado objetivo. También se incluirán conceptos teóricos y definiciones básicas relacionadas al tema. Se analizará la situación actual de la planta, en cuanto a condiciones de trabajo, ambiente laboral, y situaciones de riesgo. También se observará el actual sistema de emergencia que poseen. Se determinó la falta de un programa seguridad preventivo que ayude a reducir los riesgos de accidentes. Para el desarrollo del programa de seguridad industrial y del plan de contingencia se realizará un estudio basándose en observaciones a las diferentes áreas de trabajo, determinándose así los actos y condiciones inseguras que debían ser corregidos adecuadamente. Se definirán las características del sistema propuesto, así como el compromiso de adquirir una cultura de seguridad e higiene. Se establecerán las rutas de evacuación a utilizar para todas las instalaciones de la planta, la forma de operación ante una situación inesperada y el personal responsable de actuar en la contingencia.
- 42. XXII Así como las medidas de seguridad para la operación eficiente de toda la planta. Además se analizarán los factores que intervienen en las mejoras como el equipo las capacitaciones y se darán las pautas para la creación de un Comité de Salud y Seguridad Laboral que será el encargado de iniciar y mantener una constante vigilancia de las condiciones de la planta y como mejorarlas para proteger al trabajador y desarrollar los procesos productivos adecuadamente. El diseño de un programa de seguridad e higiene industrial y un plan de contingencia, se realizarán, con el fin de hacer de la planta, un lugar seguro contra accidentes y enfermedades. Se definirá la forma en que quedará el nuevo sistema incluyendo el análisis de los cálculos requeridos para establecer los componentes. También se presentará un análisis del costo total del proyecto, identificando de manera clara en qué se invertirá el capital, describiendo los beneficios que se obtendrán con la implementación. El análisis y diseño se aplicará a todas las áreas de la planta centrándose especialmente en las áreas de despacho, extruder, peletizado, molienda y micromezclas. Se implementará el uso de señalización industrial en todas las áreas de trabajo, para la prevención de riesgos, así como el uso del equipo de protección personal por parte de los trabajadores. La reubicación de extintores y la capacitación con respecto a su uso, ayudará a tener trabajadores preparados para actuar en caso de un incendio. Se crearán medidas a seguir con respecto a los problemas que se tienen con el ruido, la ventilación y la iluminación en las diferentes áreas de trabajo.
- 43. XXIII Por último, se realizará un análisis de costos para la implementación de cada uno de los programas diseñados, describiendo los beneficios que se obtendrán con la implementación de cada uno de los proyectos. Se establecerá una mejora continua, el programa de seguridad industrial y el plan de contingencia deberán de estar siendo actualizados dependiendo de los cambios que puedan existir en la planta con el objetivo de no quedar obsoletos. Se determinará el impacto que generan al ambiente las materias primas utilizadas que en su manipulación, aplicación o proceso impliquen un impacto al entorno de la planta, tanto en limpieza de equipos como en la elaboración de productos.
- 44. XXIV
- 45. XXV OBJETIVOS General Diseñar e implementar un programa de seguridad e higiene industrial así como un plan de contingencia para una planta de producción de alimentos balanceados para animales. Específicos 1. Analizar e identificar los elementos que representan riesgos para los colaboradores. 2. Formar dentro de la planta una entidad reguladora en razón de seguridad e higiene industrial, para el control y reducción de riesgos operacionales. 3. Elaborar un diseño de un programa de seguridad e higiene sencillo, claro y práctico para su aplicación en una planta de producción de alimento balaceado para animales. 4. Reducir o eliminar los costos de indemnización generados por los efectos nocivos a la salud que pudieran generarse por la exposición al riesgo de origen ocupacional. 5. Crear estrategias que contribuyan a la supervivencia de la planta, ante eventos que pongan en peligro su existencia.
- 46. XXVI 6. Entablar canales de comunicación con todo el personal de la empresa, dando lineamientos de pasos a seguir en caso de cualquier riesgo.
- 47. XXVII INTRODUCCIÓN El objetivo primordial de toda empresa es generar rentabilidad a través de la satisfacción de los clientes, desarrollando productos de calidad. Para obtener esta propiedad se deberá de observar más allá de lo que es la maquinaria, corresponderá profundizar en el análisis del recurso más importante que existe, y este es el recurso humano. Para aspirar al objetivo de un cien por ciento de eficiencia humana se deberán de proporcionar condiciones de trabajo y equipo de protección e higiene adecuadas. En el caso de una planta industrial dedicada a la elaboración de alimento balanceado para animales, es importante establecer normas y programas de seguridad con la finalidad de evitar accidentes, y brindar protección a los elementos de la producción (recurso humano, maquinaria, herramienta, equipo y materia prima) observando también rasgos del ambiente físico que facilitan el rendimiento operacional. Tomando en cuenta así las razones legales, morales, y económicas. Además se creará un plan de contingencia que contenga las medidas técnicas, humanas, y organizativas necesarias para garantizar la continuidad y operación de la planta. Finalmente el presente trabajo de graduación pretenderá aplicar dichos conceptos a través de la organización, análisis e interpretación de actividades que ayuden a desarrollar con total normalidad y eficiencia los trabajos a realizarse en todos los departamentos de la planta, optimizando así los recursos en todos los procesos.
- 48. XXVIII
- 49. 1 1. ASPECTOS GENERALES Y DEFINICIONES 1.1. Breve descripción de la empresa La fundación de la empresa se realizó en los años cuarenta con el nombre de Cooperativa Mother Magíster, tiempo durante el cual se dedicaba a la compra y venta de soya a productores nacionales. Años después fue vendida a la corporación de una familia en Guatemala, quienes por un corto período de tiempo se dedicaron a la elaboración de alimentos para aves. En 1975, el gobierno implementó la política de concesión de créditos a empresas agrícolas; por lo que un grupo de avicultores se congregó y reunieron la información necesaria en el Registro Mercantil acerca de las cooperativas que estaban en ese tiempo registradas (las que poseían poco o ningún movimiento), por lo cual fueron adquiridos los derechos de esta cooperativa, lo cual originó un cambio en el nombre de la empresa haciéndola llamar: Cooperativa Agrícola y de Servicios Varios Madre y Maestra R.L. (COMAYMA). Debido a los cambios realizados por los actuales propietarios, la Cooperativa determinó que el fin primordial era la elaboración de concentrados para aves adicionando a sus líneas de producción la elaboración de alimentos para cerdos, utilizando nuevas materias primas. Al principio de sus operaciones únicamente era adquirida materia prima de origen nacional, es decir, era adquirida por medio de proveedores locales, pero debido al incremento sufrido
- 50. 2 por la demanda de sus concentrados, fue necesario importar gran parte de las materia prima utilizada para el proceso productivo. Debido a la integración de nuevos asociados la Cooperativa ha ido expandiendo sus territorios, estos asociados son incorporados si cumplen con los requisitos mínimos estipulados dentro de los estatutos de la empresa. Con la expansión de la Cooperativa se expande su planta de producción instalando su complejo industrial COINCO, que significa Complejo Industrial COMAYMA, situada en el kilómetro 74,5 carretera a Puerto Quetzal jurisdicción de Masagua, Escuintla. 1.2. Breve descripción de la planta de producción El complejo industrial COINCO es una planta con capacidad de producción 6 000 toneladas hora, cuenta con equipos totalmente automatizados que generan mejor control de los procesos, manipulación de la maquinaria y capacidad de producción de 12 baches o mezclas por hora, para la elaboración de alimento balaceado para animales. 1.2.1. Productos producidos en la planta La planta elabora alimento para aves y cerdos en presentaciones de harinas y producto peletizado, en la gama a mencionar se encuentran los siguientes: Línea aves de engorde: broiler (engorde), inicio broiler, fin broiler. Línea aves ponedoras: levante, inicio pollita, crecimiento polla, desarrollo polla.
- 51. p m v Línea ave p Línea ave ponedora b Línea de marrana la varios facto Nivel La fas Peso ponedora e en jaula: P bajo consum Fue cerdos: cr ctancia, ma ores como p vitamínico se o la edad del animal en piso: fase PBC (poned mo 2. Figura 1 ente: Granja M recimiento arrana gest pueden ser d del anima 3 e 1, fase 2, dora bajo co . Gallin Maryland, San cerdos, d tación. Cad r: al (medida e , fase 3. onsumo), p na ponedo n Juan Sacat esarrollo c da uno de e en días o s ponedora b ora tepéquez. cerdos, fin estos produ semanas) bajo consum alizador c uctos obede mo 1, erdo, ece a
- 52. Las para ani Gra Ha pul full Min Su Líq F 1.2.2. materias p males se c anos: maíz rinas: harin limento de fat (frijol de nerales: cal plementos: quidos: mel Figura 2. Fuente: Gran Materia pr primas emp lasifican en (nacional e na de soya arroz, afre e soya proc lcio fino, ca vitaminas, aza diluida 4 Cerdo e nja Maryland, rima emple leadas par n: e importado , harina de echo, salva cesado) alcio grueso , aminoácid , grasa anim 4 en etapa de San Juan Sa eada a la elabor o), frijol de s e DDGS (gr adillo, harin o, sal dos, antibiót mal e crecimie acatepéquez. ración de a soya rano de de a de hues ticos, desp ento alimento ba stilación de o, harina d arasitantes laceado e maíz), de atún, s
- 53. m t 1. El ma molienda r transportad Figura F .2.3. P aíz en gra realizado p do a la tolva a 3. Ma F Figura 4. Fuente: Labo roceso de no es trans por un m a de maíz m ateria prim Fuente: Finca Materia oratorio Contr 5 producció sformado e olino de 1 molido. ma emplead a Buena Vista prima em rol de Calidad ón en harina p 150 caball da (maíz n a, Quezada J mpleada (m d, COINCO, M por medio los de fue acional) utiapa. melaza de c Masagua Escu del proces erza, luego caña) uintla. so de o es
- 54. La después El de un p cocimien de harin Figura 5 To de arriba fin hacia de espe porcione por med un tiemp melaza ta s es conduc grano de proceso llam nto por med a donde po 5. Mate Fuente odas las ma a de la mez a esta, de l era. Estas m es requerida dio del prog po de 10 mi ambién es cida a su ta frijol de so mado extru dio de vapo osteriormen eria prima e e: Laboratorio aterias prim zcladora, e a misma m materias p as, según f grama de P inutos. 6 procesada anque de es ya también usión, que or, y luego nte es llama empleada ( Control de C mas se encu estas son d manera se e rimas ingre formulación LC (contro 6 a por med spera. n es trasfor consiste e es enfriad ado harina d (frijol de s Calidad, COIN uentran en dosificada p encuentran esan a la m n por alime l lógico pro dio de dilu rmado en h en moler e do para tras de full fat. soya y hari NCO, Masagu tolvas de e por helicoid n los líquido mezcladora nto, u oper ogramable) ción con a harinas, po l grano, lle sportarlo a ina de soy ua Escuintla. espera, en ales o torn os en sus t a en cantid ración prog mezclánd agua, y or medio evarlo a la tolva a) la parte nillos sin tanques dades o gramada dose por
- 55. 7 Luego de este proceso el producto terminado es transportado por la maquinaria (transportadores y elevadores) a las tolvas del área de ensaque para empacarse, o carga a granel. 1.3. Instalaciones físicas e infraestructura Las instalaciones físicas de la planta comprenden: área de ingreso, áreas administrativas, área de control eléctrico, área de despacho, bodega, área de extrusión, área de peletizado, área de molienda, área de macro mezclas, área de micromezclas, área de silos, área de ensacado, áreas verdes, servicios sanitarios. El tipo de construcción de las áreas administrativas es de sistema tradicional de mampostería reforzada, con sus respectivas zapatas y cimentación, columnas de concreto reforzado, y muros de block tradicional de 0,15 metros por 0,40 metros por 0,20 metros con refuerzos horizontales tipo soleras de 20 centímetros de alto (solera hidrófuga, intermedia, y final). La losa intermedia es de sistema tradicional (fundida en sitio con sus respectivos refuerzos de acero (bastones, rieles y tensiones), así como la losa final. El tipo de construcción de las áreas de producción y de despacho es de columnas y vigas metálicas tipo I, con techo de estructura triangular, de costaneras y refuerzos metálicos, tipo fink y techo de lámina. Con iluminación natural y artificial y ventilación cruzada tipo natural.
- 56. 1.4. Los empresa manteni La ventilado tolvas, m pero tam Par de soya Figura Vehículos s vehículos a y destina miento y re 1.4.1. maquinaria ores centrí mezcladoras mbién útiles ra el secad a y maíz 6. Infr Fuente: com s maquinar s, maquinar ados al pro evisiones re Maquinar a y equipo d ífugos, mo s, extruder, s en el proce 1.4.1.1. o de las m z, se utiliz 8 raestructu mplejo industri ria y equip ria y equipo oceso de p espectivas. ria y equip de la empre olinos de m , máquinas eso de prod Ventila materias prim zan ventila 8 ra del área ial COINCO, pos os de la em producción. o esa está co martillo, de de coser y ducción. ador centr mas almace adores ce a de produ Masagua, Es mpresa, son Cada uno ompuesta p esmoronad y otras de m rífugo enadas com entrífugos cción scuintla. n adquirido o debe con principalme dora, peleti menor impo mo granos (conocidos os por la ntar con ente por: izadora, ortancia, de frijol s como
- 57. a f m p p d r a l d aireadores) figura 7. Figura 7 Para molienda s partículas p La alt por minuto desintegrac reducción agujeros de la molienda de regulac ), instalado 7. Vent Fue 1. la de red se utiliza por impacto ta velocida , produce ción. Las fu de tamaño e 7 y 8 mil a. Este mo ción o dos os en la pa ilador cent ente: complejo .4.1.2. ducción de un molino o. d de los m energía cin uerzas de o, ya que ímetros co olino consta sificadores, 9 arte inferior trífugo par o industrial CO Molino de el tamaño de martill martillos apr nética que rozamiento el grano c ntribuyen a a de una to martillos de los silo ra controla OINCO, Masa martillo del grano los, que r roximadam se disipa e o también p choca con a lograr la g olva de alim oscilantes os, según s ar la humed agua, Escuint o de maíz reduce el mente a 178 en el mate pueden form el martillo granulomet mentación c montados e observa dad del sil tla. o proceso tamaño de 80 revoluci erial causán mar parte e y la criba tría desead con mecan en un ej en la lo o de e las iones ndole en la a con da en nismo e de
- 58. rotación láminas Po metálica fotografí Pa horizonta la figura excéntric Debido a da la est y una ma perforadas r segurida as que pued ía de la figu Figu Fue ra la limpi al conocido a 9. En e co. Posee a la vibraci tratificación sa que suj s además d d tiene un dan dañar ura 8. ura 8. ente: complejo 1.4.1.3. eza del pr o en la emp este tipo d una malla ón, el mate n de las par 10 eta los 6 e e un sistem n electroim el molino. Molino de o industrial CO Desmor roducto ter presa como e tamices horizontal erial es sac rtículas. 0 ejes para lo ma de desca mán que im Esta máqu martillo d OINCO, Masa onadora rminado, s o desmoron s la vibrac que no d cudido sobr ograr un ba arga por gr mpide la e uina se pue de la empre agua, Escuin e utiliza u adora, la c ción es ca eja pasar re la superf alance, 2 c ravedad. entrada de ede aprecia esa tla. n tamiz vi ual se pres usada por cuerpos ex ficie por lo cribas o piezas ar en la ibratorio senta en un eje xtraños. cual se
- 59. u c u e a u a i g El ma un recipien con 3 aspa un motor de Figura Para especial lla acondiciona una válvula El co al helicoida impulsoras grados cen aterial que e te, donde e as raspa el e 5 caballo a. 9. L em Fue 1.4 la realizaci amado pele ador, dado a inyectora ncentrado al primario, , es aquí do ntígrados a es expulsad es desecha producto c s de fuerza impiadora mpresa ente: complej 4.1.4. P ión del prod etizadora. o excéntrico de vapor, u en present , este es d onde es iny a una pres 11 do por este ado por llev contra la m a a través d para molie o industrial C Peletizado ducto prem Este es un o con perfo una enfriado tación de h dosificado yectado el v ión de 120 e equipo es var cuerpos malla de 15 de 6 fajas t enda y pro COINCO, Mas ra mium de la n equipo c oraciones d ora, y un q harina cae d al acondici vapor a una 0 libras so s llevado a s extraños o milímetros ipo A 101. oducto term sagua, Escuin planta se u conformado de 3 milíme uebrantado directamen ionador qu a temperat obre pulgad la parte baj o grumos. E , impulsado minado de ntla. utiliza un eq o por helico etros, 2 rod or. nte de las to ue posee a ura de 80 a da cuadrad aja de El eje o por la quipo oidal, dillos, olvas aspas a 110 da, el
- 60. concentr los 2 rod formas s y despué F rado en for dillos al dad según la pr és al quebr Fu Figura 11. F rma de hari do donde po resentación rantador. Fig uente: comple Tolvas uente: compl 12 na es cocin or medio de n del produc gura 10. ejo industrial s que llevan ejo industrial 2 nado atreve e presión e cto a realiz Peletizad COINCO, Ma n el produ COINCO, Ma es de vapo es pasado p zar, es dirig dora asagua, Escu cto a la pe asagua, Escu or, y impuls por los orific gido a la en uintla. eletizadora uintla. sado por cios con nfriadora a
- 61. e u d c c d a m t Para e en la figura un plano ho Se dis de 125 cab central, en con su mov Debido de contraco acá donde mezcla hom toneladas h Figura 12 1.4 el proceso, a 12, siendo orizontal y g spone de un ballos de fue el cual van vimiento de o a que se orriente que se dosific mogénea d hora. 2. Mez vis Fue 4.1.5. M se utiliza o esta aque giratorio. na mezclad erza y 6 faj n sujetos la e rotación. trata de un e permite u can todas l de 130 qu zcladora p sta lateral ente: complej 13 Mezcladora una mezcla ella que mu dora impuls jas. Es un c s cintas o b na mezclad un mezclad as materia intales por ara la com o industrial C a adora horiz ueve los ing sada por un canal metá bandas que dora de dob do más rápi as primas y r mezcla, c mbinación d COINCO, Mas zontal, la cu gredientes na caja redu lico con un e mezclan ble banda ido de los i y líquidos, con una ca de las mat sagua, Escuin ual se mu del aliment uctora, un m eje longitu los ingredie se crea un ngrediente realizando apacidad d terias prim ntla. estra to en motor udinal entes flujo s. Es o una de 60 as
- 62. El de todo completa funciona semana Figura 1 Pa procesos debido q animal e elevador y silo en En molienda mezclado el sistema amente la p amiento, ni l a la misma 13. Pers mate F ra procesa s en el con que es má en present res de cang friador. este equip a hasta de los ing a productiv producción siquiera m a. spectiva d erias prima Fuente: comp 1.4.1.6. ar el grano njunto de m ás rentable tación liqui gilones, 1 m po se proce llevarlo a 14 redientes d vo. Si la m , debido a manual, deb e la mezc as plejo industria Extrude o de frijol maquinas d e compens da. El gru molino, un s esa el grano una consi 4 del alimento ezcladora que no exi bido a esto cladora pa l COINCO, M r de soya e de la extrus sar la gras upo de equ silo agitado o de frijol d stencia de o es el pro llegara a f ste un siste se realiza ara la com Masagua, Esc en harina s sora, este p a de esta uipos es c or, el eje ex e soya don e harina, e oceso funda fallar se de ema alterna un manten mbinación uintla. se realizan proceso se harina po conformado xtrusor, 1 he nde despué es transpo amental etendría ativo de nimiento de las n varios e realiza or grasa o por, 2 elicoidal és de su ortada y
- 63. d l r c e dosificada a la harina do razón de 1 centígrados e impulsán al eje extru onde es cos 00 libras s s, atravesa dola a 3 or Figu Fuente Fuente sor, este ej sida a base obre pulga ando tornillo ificios para ura 14. e: complejo ind Figu e: complejo ind 15 je realiza u e de vapor da cuadrad os rompedo su extrusió Vista long dustrial COIN ra 15. dustrial COIN n movimien por medio d da y una te ores para d ón. gitudinal e NCO, Masagu Extruder NCO, Masagu nto uniform de 4 válvul emperatura disipar la ha extruder ua, Escuintla. ua, Escuintla. me de rotac as inyector a de 120 gr arina ya co ción a ras, a rados osida,
- 64. Pa máquina realizar puntada Figur Fu ra el cerra a cosedora el cadene s por segun ra 16. uente: comple 1.4.1.7. ado hermé marca uni ete de las ndo, la cua 16 Trabajado ejo industrial C Máquina ético de lo ón especia puntadas, l se muestr 6 or emplean COINCO, Ma a de coser os sacos d al, con 2 co esta máq ra en la figu ndo el extru sagua, Escui de polietile onos de hilo uina realiz ura 17. uder ntla. no se utili o de algod za alrededo iza una ón para or de 6
- 65. Fi Fi gura 17. Fuen gura 18. Fuen Máquin nte: complejo Máquin nte: complejo 17 na de cose industrial CO na de cose o industrial CO r para el c OINCO, Masa r para el c OINCO, Masa errado de agua, Escuint errado de agua, Escuint sacos la. sacos tla.
- 66. En terminad traslados E dentro d traslada El cualquie horizonta masa. Fig Fue n la figura do, que pe s. El transporte de la empre n en estiba transporte er dirección al o inclin gura 19. ente: complejo 1.4.1.8. a se puede ermiten mo e de las ma esa se rea as utilizando e de materia n, es dec nado, logra 18 Proceso o industrial CO Estibad primas e apreciar over la car aterias prim aliza por me o montacar ales en gen cir, incluye ando trans 8 o llenado d OINCO, Masa do de prod s el estibad rga de for mas y produ edio de sa gas. neral implic e elevación sportar los de los saco agua, Escuin ducto term do de sac ma unitaria uctos termi acos y jumb ca el movim n o desce productos os tla. minado y m cos de p a y minim nados emp bos, los cu miento de e enso, mov embalado materias producto izar los pacados uales se estos en vimiento os o en
- 67. e p p c f s d 1. La pla entran veh prima, el tr parte baja carga se le figura 22, e ser descarg de las distin Figura 20 Fuente .4.2. Ve anta cuenta hículos pes ransporte q de báscul es deposite estos pued gado de fo ntas granja 0. Esti e: complejo ind ehículos a con vehíc sados para que recoge as de pas e en las pip en llevar u orma hidráu as. 19 bado de ju dustrial COIN culos para t a cargar p producto t o mayores pas de alum n promedio ulica en los umbos de m NCO, Masagu transporte producto te terminado s, para que minio como o de 400 q s pequeños materia pr ua, Escuintla. de materia erminado o a granel es e luego de o se puede quintales de s silos de a rima prima, tam o dejar ma s ubicado e ser pesad e apreciar e e producto almacenam mbién ateria en la da la en la para miento
- 68. Figura 21. Ve F Figura Fue ehículo est uente: compl a 22. T ente: complejo 20 tibador de ejo industrial Transporte o industrial CO 0 producto t COINCO, Ma pesado en OINCO, Masa terminado asagua, Escu n área de c agua, Escuin y materia uintla. carga tla. prima
- 69. 21 1.4.2.1. Transportador horizontal Para el movimiento de la materia prima y producto terminado a granel en forma horizontal se utilizan transportadores de cadenas paso 140 con paletas de arrastre de teflón. Es uno de los tipos de transportadores más utilizados y versátiles. Operan con el principio de un motor eléctrico acoplado por 3 fajas que acoplan a una caja reductora que minimiza la velocidad y el golpeteo del mismo, el llenado del transportador con grano se debe hacer hasta cubrir el 75 por ciento de su espacio interior, de lo contrario el producto dentro del mismo seria arrastrado en forma contraria al giro por que las paletas que retornan harían este efecto. El flujo del material se vería afectado y aumentaría el consumo de energía, hasta romper o atrancar las paletas en su interior. En la figura 23, se aprecia una fotografía de los transportadores horizontales abasteciendo uno de los silos de maíz. Figura 23. Transportadores horizontales para silos de maíz Fuente: complejo industrial COINCO, Masagua, Escuintla.
- 70. Pa se mue granular eleva el La centrífug de band presenta protejan cuando electroim terminad Fig ara el transp stran en l r, donde un grano. velocidad ga del gran das las cua ar un redu contra la h transporta manes en la do. gura 24. Fue 1.4.2.2. porte vertic a figura 2 a banda de de la band no. En la e ales deben ucido estira humedad. U an produc as entradas Transpor limpiador ente: complejo 22 Elevador cal se utiliza 3. Es el t e PVC prov da y la form levación de n ser resis amiento y Una de las ctos de s de los tra tadores v ra o industrial CO 2 r de cangil an elevado transporte vista de can ma de la cu e los grano tentes a la deben te limitacione gran tama ansportador verticales p OINCO, Masa ones verti res de cang más eficie ngilones y d ubeta ocas os se utiliza a tensión y ner recubr s es su pos año. Tam res y eleva para abast agua, Escuin cal gilones, los ente de el dentro de u sionan la de an diferente y al cizalla rimientos q sible atasca mbién se adores de p tecimiento tla. s cuales evación na caja, escarga es tipos amiento, que las amiento utilizan producto de la
- 71. r A e s j Figura 25 1.5. Es La C rigen la ley 139 1.5 El po Asamblea extraordina La A siguientes junta de dir . Tran limp Fuen tructura or Cooperativa de coopera 5.1. As der sobera General. ario. samblea G al cierre d rectores. nsportador piadora con nte: complejo rganizacio a está conf ativas, integ samblea G ano de la co Las asam eneral se c e cada eje 23 es vertica n su plataf industrial CO onal formada y grándose d eneral ooperativa mbleas pod celebra una ercicio, en e ales para forma OINCO, Masa organizada de la siguie reside en drán ser a vez al año el día, hora abasteci agua, Escuint a según los nte manera los asociad de caráct o, dentro de a y sitio qu miento d la. s estatutos a: dos reunido ter ordinar e los tres m ue determi e la s que os en rio y meses ne la
- 72. 24 1.5.2. Junta de Directores La Junta de Directores es el órgano ejecutivo responsable de la dirección y administración de la cooperativa; se integra por seis directores así: presidente, vicepresidente, tesorero, secretario y dos vocales, electos por la Asamblea General. Los directores desempeñan sus cargos por dos años, pero la Junta se renovara cada año por mitad. Para el efecto, la primera renovación anual se hace por sorteo, de manera que los salientes solo desempeñaran su cargo por un año. Ningún directivo podrá ser reelecto por más de dos períodos consecutivos. La Junta se reúne por lo menos una vez a la semana, de hecho todos los martes hay reunión de directores actualmente; sin embargo, cuando las actividades lo requieran, se reúnen tantas veces como sea necesario. 1.5.3. Comisión de Vigilancia La Comisión de Vigilancia está integrada por tres miembros, los que deben ser asociados activos, electos en la Asamblea General ordinaria, por el período de un año. Esta se reúne por lo menos una vez al mes. En su primera sesión eligen al miembro que presidirá las sesiones. Sus decisiones son tomadas por unanimidad y se hacen constar en acta.
- 73. 25 1.5.4. Comisión de Educación y Asuntos Sociales Es el órgano encargado de promover actividades sociales y de educación para los asociados y empleados. Esta comisión realiza seminarios, convivios sociales, cursos y todas las actividades afines. 1.5.5. Gerencias y departamentos Actualmente existen las siguientes áreas: Gerencias Financiera- Administrativa y de Operaciones Departamento de Recursos Humanos, de Contabilidad Departamento de Informática Departamento de Control de Calidad Departamento de Producción y de Mantenimiento Las relaciones de cadena y unidad de mando de estas áreas se describen en el organigrama general. En esta se puede apreciar la estructura organizacional de toda la empresa. 1.5.6. Organigrama La empresa se organiza de forma lineal, en la figura 26 se muestra el organigrama general, este específica puestos, jerarquías y funciones de cada uno de los integrantes de la cooperativa, con el fin de representar la organización del recurso humano y su estructura interior.
- 74. Ingen Prod A Figu Figu Fu niero de ducción Asistente de si ra 26. Fuente: comp ra 27. ente: complej Jefe Financiero stemas de pro 26 Organigra plejo industria Organigra jo industrial C Ge Ge o Inge M Jefe de ducción 6 ama genera al COINCO, M ama área d COINCO, Mas erente eneral eniero de Mantto. producción Asisten al de la pla Masagua, Esc de producc sagua, Escuin Jefe Cont Calidad nte de producc anta cuintla. ción ntla. trol d J Con ción / Recepcio Jefe de ntabilidad onista
- 75. Fig Líder de micro‐ mezclas y mezclado Operador de micro‐ mezclas y mezclado Auxiliar de micromez clas y mezclado Figura Fuente ura 29. Fuente Líder de materias primas y silos Operador de materias primas Auxiliar de materias pimas Mecan a 28. O e: complejo ind Organigra e: complejo ind Líder de extrusión peletizacion y caldera Auxiliar de extrusion peletización y caldera In nico soldador in Ayudant 27 Organigram dustrial COIN ama área d dustrial COIN Ingeniero de pro Operador en línea Ensacador c ngeniero de m mecá ndustrial te ma área de NCO, Masagu de manteni NCO, Masagu ocesos Líder de ensaque y granel Monta‐ carguista Coord despa gr Auxi desp a g antenimiento nico Alb Ayu procesos ua, Escuintla. imiento me ua, Escuintla. dinador de achos a ranel iliar de pachos granel Líde sanitiz Saniti bañil udante ecánico er de zación izador Encarg de bod de M Auxil de bode gado dega MP iar ega
- 76. Figura 30. Fue Fig Fue O de Organ ente: complejo gura 31. ente: complejo Enca perador e báscula M Des 28 nigrama áre o industrial CO Organig o industrial CO argado de man Instrument Elecricista En de Encargado de bodega de PT Monta‐carguista de PT spachador de P 8 ea de mant OINCO, Masa rama área OINCO, Masa ntenimiento el ista eléctrico a Industrial cargado logística a PT Líder área verd Jardin tenimiento agua, Escuin a de logístic agua, Escuin léctrico de as es nero Enc de res o eléctrico tla. ca tla. cargado bodega de spuestos
- 77. 29 Tabla I. Personal de la planta de producción PRODUCCIÓN PUESTO NOMBRE Jefe de Producción Daniel Roberto Morales Cuyun Asistente de Producción /Recepcionista María Andrea del Pilar Colindres Santa Cruz Asistente de Sistemas de Producción Lester Noé Gonzáles Pérez PROCESOS Ingeniero de Procesos Jorge Mario Estrada Martínez Líder de Micromezclas y Mezclado Oscar Alfredo Vásquez Sian Operador de Micromezclas y Mezclado Francisco Lastor Lares Maximiliano Jacinto Gilbert de Jesús Palacios Martínez Auxiliar de Micromezclas y Mezclado -------------------------------------------- Líder de Materias Primas y Silos Jorge Cruz Pimentel Cifuentes Operador de Materias Primas Manuel de Jesús Polanco Pernillo Auxiliar de MP Marvin Leonel Domingo López José Antonio Barahona Jerónimo Sául Sánchez Marvin Orlando Ramos Juarez Líder de Extrusión, Pelletización y Caldera Carlos Salanic Xula Auxiliar de Extrusión, Pelletización y Caldera Franklin Samuel Tiño Pacheco Líder de Ensaque y Granel Luis Manolo Mendoza Chonay Operador de Línea Rodolfo Gonzáles de la Roca José Luis Mendoza Hernández Ensacadores Nery Felipe López Ochoa Jorge Geovanni Morales Raxcaco Juviny Noel Pineda Castellanos Alvaro Leonel Ramos Jacinto Henry Adrian Morales de la Cruz Montacarguista Selvyn Orlando Rodriguez Escobar Coordinador de Despachos a Granel Alex Alfredo Carrillo Ramírez Auxiliar de Despacho a Granel Milton Otoniel Reyes Coronado Líder de Sanitización Pablo Misael Alvarado
- 78. 30 Continuación de la tabla I. PRODUCCIÓN PUESTO NOMBRE Sanitizadores Miguel Ángel Cruz Monterroso Walter Leonel Terrón Car José Adolfo Valle Somoza Andrés Gonzáles Abimael Suyen Manuel Encargado de Bodega de MP Rodolfo Gonzáles Franco Auxiliar de Bodega de MP Leonel Fernando García Juarez MANTENIMIENTO Ingeniero de Mantenimiento Mecánico Edwin Manolo Cortez Rodriguez Mecánico Industrial Jorge Luis Rivas Jolon Armando Pineda Maldonado Wilson Noé Sipaque Pineda Ayudante de Mecánico Industrial Sergio Jovanny Ochoa Arenas Esau Usiel López Miranda Elías Hernández Méndez Albañil Juan de la Cruz García Antun Encargado de Mantenimiento Eléctrico Ariel Moises Reyes Méndez Instrumentista Eléctrico Otto Anibal Secaida Gutierrez Eléctricista Industrial Juan Francisco Arriola Lucero Maynor Benjamín Illu Charuc LOGÍSTICA Encargado de Logística Coinco Edgar Aroldo López Salas Encargado de Báscula Melvin Fernando Santos Gómez Thelma del Rosario Váldez Mollinedo Encargado de Bodega de PT Mynor Ramon Ajtum Morales Montacarguista PT Tómas Pacajoj Ramírez Despachador PT Tómas Velasquez Choy Antonio Alonzo López José Armando Alvarado Carlos Antonio Peralta Chacón
- 79. 31 Continuación de la tabla I. PRODUCCIÓN PUESTO NOMBRE Líder de áreas verdes Andrés Escobar Barrios Jardinero Cruz Ronaldo Herrera Lemus Julio Vásquez José Emilio Cuellar Molina Nery Edilberto Campos Cabrera Encargado de bodega de repuestos Pedro Wilfredo Muñoz Alvarado OPERACIONES Ingeniero de Operaciones Z.11 Francisco Javier Andrino Alvarez Encargado de Bodega de PT Kessler Arnoldo Chij Ramírez Despachador en Sacos Bersoni García Cazun Martin Rancho Bajan Ruben Hernández Aníbal Salvador Coronado Pérez Edy Alexander Ortíz Gutierrez Byron Estuardo Lemus Montacarguista Genaro Coc Cosajay Evaristo Beb Guitz Encargado de Mecánica Automotriz Manfredo Rodolfo Reyes Tun Ayudante de Mecánica Automotriz William Geovanni Cifuentes Zeceña Piloto Jose Luis Rivera Mota Enrique Humberto Ramírez Escobar León Marino Rodríguez López Jorge Luis Alvarado Bautista Carlos Fernando López Gamero Encargado de Mantenimiento Industrial Manuel de Jesús López Morales Auxiliar de Bodega de Repuestos y Bodega de MP Abner Josué Colindres Aguilar Sanitizadores Diego Soso Castro Baudilio Pérez Alvarado Fuente: elaboración propia.
- 80. 1.6. Mis Ca paí Vis alim gra nue 1.7. Lo son: la i econom Misión y v sión. “Som lidad, para ís.” sión. “Coo mentos ba acias a la estros colab Valores os valores integridad, ía y el orde Figura. 32. Fue visión os una coo a animales operativa l alanceados, innovació boradores morales y la respons en. . Valo ente: complejo 32 operativa p , que cont íder en la , producto n, honestid para benef éticos son sabilidad, la res human o industrial CO R 2 roductora d tribuye a l a producc s y subpr dad, capac icio de Gua muy impo a lealtad, l nos de la e OINCO, Masa Moral Integridad Responsabilida Lealtad Seguridad Eficiencia Economía Orden de alimento la segurida ción y co roductos d cidad y p atemala.” ortantes en a segurida empresa CO agua, Escuin ad os balancea ad alimenta mercializac de origen rofesionalis la empres ad, la eficie OMAYMA tla. ados de aria del ción de animal, smo de sa estos encia, la
- 81. 33 1.8. Conceptos y definiciones Se presentarán conceptos y definiciones de higiene industrial, salud laboral, seguridad industrial y como interviene en la productividad, calidad en los productos y en el rendimiento de los operadores en cuanto a la eficiencia y eficacia de la producción. 1.8.1. Generalidades de seguridad e higiene industrial La seguridad en la industria se ocupa de dar lineamientos generales para el manejo de riesgos en la industria. La seguridad industrial es una labor de convencimiento entre patronos y trabajadores. Es obligación de la empresa brindar un ambiente de trabajo seguro y saludable para todos los trabajadores y estimular la prevención de accidentes. Las instalaciones industriales incluyen una gran variedad de operaciones de minería, transporte, generación de energía, fabricación y eliminación de desperdicios, que tienen peligros inherentes que requieren un manejo cuidadoso. La seguridad industrial anticipa, reconoce, evalúa y controla factores de riesgo que pueden ocasionar accidentes de trabajo en industrias. Es un conjunto de técnicas multidisciplinarias que se encargan de identificar el riesgo, determinar su significado, evaluar las medidas correctivas disponibles y la selección del control óptimo.
- 82. L en la pro ocurren consigo asignada La se prete evitando operado principal que no demasia Fig a seguridad otección de en las man los eleme a. seguridad ende motiva o accidente or no está les motivos se dieron ado tarde. gura 33. Fuente: h C d industrial e las extrem nos, y el 90 entos de s industrial l ar al opera es relacion plenament s, ya que e cuenta de Trabajad tipos de arne http://www.pa Consultada e 34 se enfoca midades, y 0 por ciento seguridad leva ciertos ador a valo nados princ te concentr el 94 por c l peligro de dor con su eses industria aritarios.cl/esp l 12 de octub 4 principalme ya que 25 p o de los acc pertinentes s procesos orar su vid cipalmente rado en su ciento de e sufrir el u equipo de ales. pecial_epp_tr re de 2011. ente en la p por ciento cidentes oc s para rea de segurid a, y proteg a descuid u labor. És los acciden accidente e protecció rabajos_en_a protección o de los acc curren por alizar la a dad con los gerse a sí dos, o cua ste es uno ntados me hasta que ón persona altura2.htm. ocular y cidentes no traer actividad s cuales mismo, ando el o de los ncionan ya era al
- 83. 35 Higiene industrial. Se puede definir como aquella ciencia y arte dedicada a la participación, reconocimiento, evaluación y control de aquellos factores o elementos en el ambiente de trabajo, los cuales pueden causar enfermedad, deterioro de la salud, incomodidad e ineficiencia de importancia en los trabajadores. Es de gran importancia pues muchos procesos y operaciones industriales producen y utilizan compuestos perjudiciales para la salud de los trabajadores. Es necesario que el encargado del área industrial tenga conocimientos de los compuestos tóxicos más comunes de uso en la industria, así como de los principios para su uso. Se debe ofrecer protección contra exposición a sustancias tóxicas, polvos, jumos que vayan en deterioro de la salud respiratoria de los empleados. Toda persona mientras trabaja directamente en la manipulación o elaboración de alimentos, debe adoptar practicas higiénicas y medidas de protección.
- 84. Se ind de nec inte con Fuen guridad e dustrial es p producció cesarias. P egridad de ndiciones. Figura nte: buenas pr http://es.w Consultad higiene. prevenir acc n. Una bu or lo tanto, el trabajad 36 34. H rácticas de m wikipedia.org/ da el 10 de oc El objetivo cidentes lab uena produ la segurida dor, así co 6 igiene ind manufactura. /wiki/Buenas_ ctubre de 201 o principal borales con ucción debe ad e higien omo mant ustrial _pr%C3%A1c 11. de la seg nsecuencia e satisface ne industria tener la s cticas_de_fab guridad e de las acti er las cond l busca pro salud en ó bricaci. higiene vidades diciones oteger la óptimas
- 85. d m Figura Salud con e favora puede gener menta Media social realiza permi No o de tipo ps materiales 35. Elem laboral. E l mismo las ables para en adquirir ral. En el al que rev ante el tra es con otr ar las tarea te a las per obstante el íquico, físic donde se r Higien mentos ind Fuen l trabajo pu s personas la misma. los bienes trabajo las vitaliza el abajo tamb ras persona as y el traba rsonas sen trabajo tam co o emoc realice el tra ne segur 37 dispensabl nte: elaboraci uede consi conseguim Por ejemp s necesario s personas organismo bién se de as a través ajo permite tirse útiles mbién pued cional, seg abajo. Buena producci idad les para un ión propia. iderarse un mos una ser plo con el os para la s desarrolla al mante esarrollan s de la co e el aument a la socied de causar d ún sean la a ión Productivida na buena p na fuente d rie de aspe salario que manutenc an una ac enerlo activ y activan ooperación to de la aut ad. diferentes d as condicio ad Calidad de productos producción de salud po ectos positiv e se percib ción y bien ctividad físi vo y desp las relaci necesaria toestima po daños a la s ones socia los s n orque vos y be se estar ica y ierto. iones para orque salud les y
- 86. 38 1.8.1.1. Conceptos de seguridad e higiene “Accidente. Se define como accidente a cualquier suceso que es provocado por una acción violenta y repentina ocasionada por un agente externo involuntario, da lugar a una lesión corporal. La amplitud de los términos de esta definición obliga a tener presente que los diferentes tipos de accidentes se hallan condicionados por múltiples fenómenos de carácter imprevisible e incontrolable.” 1 “Desastre. Cuando el impacto ocurrido por un fenómeno natural interrumpe el funcionamiento normal de las instituciones cercanas y origina consecuencias lamentables, tales como: personas heridas, destrucción, pérdida de vidas, y no tenemos capacidad para hacerle frente a la situación. Esto se llama desastre. Por ejemplo: los grandes huracanes, los sismos, las inundaciones que afectan a la población pueden algunas veces ocasionar desastres. En otras ocasiones, cuando situaciones específicas provocan impactos menores cuyas consecuencias también son menores y las podemos controlar, estamos ante emergencias.2 1 Wikipedia. La Enciclopedia Libre. http://es.wikipedia.org/wiki/Equipo_de_protecci%.individual. Consultada el 5 de octubre de 2011. 2 Escuela Protegida. Federación internacional de sociedades de la cruz roja y la Media Luna Roja. p.23.
- 87. p d e p y y s 3 d Figur “Emer por un tiene Se d puede prod deslave, g ejemplo: ex por el homb y otros), en y se produ sufrimiento 3 Educación, o de sociedade ra 36. D Fuente: ter http Co rgencia. Alt n evento na capacidad define eme ducir por u randes se xplosión en bre (conflic n que se ve cen muerte humano. P organización es de la cruz r esastre, te remoto 2005 p://www.ilmon onsultada el 1 teración en atural o pro de respues rgencia com n evento n equías, ent n una indu to armado, e amenazad es, lesione Por lo gene y preparació roja y la Med 39 erremoto 8 en Pakistan. ndodialberto.i 5 de agosto d n las perso vocado por sta.” 3 mo una situ natural (terr tre otras), stria, fuga ataque ter da la vida d s, destrucc eral, se sobr n para la red ia Luna Roja 8 de octubr it/book/e010_ de 2011. nas, los bie r el hombre uación cata remoto, eru por un ac de gas) o rrorista, acc de las pers ción y pérd recargan lo ducción del R . p.47. re de 2005 _10_8ottobre. enes y el m e y en el cu astrófica o d upción volc ccidente te directame cidentes po onas o su didas mater os recursos Riesgo. Feder Pakistán .php. medio amb al la comun desastre qu cánica, hura ecnológico nte provoc or error hum integridad f riales, así c s locales, qu ración interna biente nidad ue se acán, (por cadas mano, física como ue se acional
- 88. tornan in normal d “Ev com pre “Hi ind efe del 4 Educació de socieda 5 Wikipedia Consultad nsuficientes de la comun vacuación. munidad d everse la co giene. Es e dividuos pa ectos nocivo l aseo, limp ón, organizac ades de la cr a la enciclope da el 3 de sep s, y queda nidad. Medidas d e una zon olaboración el conjunto ra el contr os sobre su pieza y cuid Figura Fuente: limp http Con ión y prepara uz roja y la M edia libre. http ptiembre de 2 40 an amenaz de segurida na de pel n de la pobla de conocim rol de los f u salud. La dado de nue 37. H pieza e higien ://es.wikipedi nsultada el 20 ación para la Media Luna R p://es.wikiped 011. 0 ados la se ad para ale igro a un ación de m mientos y té factores qu higiene pe estro cuerp Higiene per e personal Eg a.org/wiki/Hig de agosto de reducción de Roja. p. 72. ia.org/wiki/Hig eguridad y ejar a los in lugar seg manera indiv écnicas que ue ejercen ersonal es e po.” 5 rsonal goman. giene. e 2011. el Riesgo. Fe giene. el funciona ntegrantes guro, dond vidual o gru e deben ap o pueden el concepto deración inte amiento de una e debe upal.” 4 plicar los ejercer o básico ernacional
- 89. Peligr ocurri la inte ubicad como estab Figura 38 Fuen Plan proce permi funcio ro. Se den r en cualqu egridad físic dos en un en un lug lecimiento 8. Pel acc nte: 16.000 m http://www Consultad de contin dimientos a tir el norm ones se vies nomina pel uier momen ca de las p a determin gar de tra comercial. igro, el u cidentes muertos al vola w.elmundo.es da el 12 de se ngencia. S alternativos mal funcion se dañada 41 ligro, a tod nto en las c personas, a nada zona, bajo o en so de cel ante por culpa s/elmundomo eptiembre de Se entiend s al orden amiento de por un acc das las ci cuales pued animales o , ya sean el interior ular mane a de los SMS otor/2010/09/2 2011. de por pl normal de e esta, aú cidente inter rcunstancia da existir al enseres qu tanto en u r de cualq ejando pu S. 24/conductore an de co una empre ún cuando rno o extern as que pu gún riesgo ue puedan una vía pú uier vivien ede ocasi es.html. ontingencia esa, cuyo f alguna de no. eden para estar ública da o ionar a los fin es e sus
- 90. 42 “Primeros auxilios. Se entiende por las técnicas y procedimientos de carácter inmediato, limitado, temporal, profesional o de personas capacitadas o con conocimiento técnico que es brindado a quien lo necesite, víctima de un accidente o enfermedad repentina.” 6 “Riesgo. Es la vulnerabilidad de bienes jurídicos protegidos, ante un posible o potencial perjuicio o daño para las personas y cosas, particularmente, para el medio ambiente. Aclaración del significado: cuanto mayor es la vulnerabilidad mayor es el riesgo (e inversamente), pero cuanto más factible es el perjuicio o daño mayor es el peligro (e inversamente).” 7 “Riesgo ambiental. En ciencias ambientales se denomina riesgo ambiental a la posibilidad de que se produzca un daño o catástrofe en el medio ambiente debido a un fenómeno natural o a una acción humana.” 8 Rutas de evacuación. Rutas seleccionadas para alejar a la población de una zona de riesgo a la zona de seguridad preseleccionada. Seguridad. El término seguridad proviene de la palabra securitas del latín. Cotidianamente se puede referir a la seguridad como la ausencia de riesgo o también a la confianza en algo o alguien. Sin embargo, el término puede tomar diversos sentidos según el área o campo a la que haga referencia. 6 Wikipedia La enciclopedia libre. http://es.wikipedia.org/wiki/Equipo_de_protecci%.individual. Consultada el 13 de septiembre de 2011. 7 Wikipedia. La enciclopedia libre. http://es.wikipedia.org/wiki/Equipo_de_protecci%.individual. Consultada el 13 de septiembre de 2011. 8 Wikipedia. La enciclopedia Libre. http://es.wikipedia.org/wiki/seguridadindustrial. Consultada el 13 de septiembre de 2011.
- 91. 43 Vulnerabilidad. Condición interna de susceptibilidad de una persona, familia o comunidad de ser afectada por un evento destructivo. 1.8.1.2. Evolución de la seguridad e higiene industrial La seguridad e higiene industrial a través del tiempo ha tenido una lenta evolución, esto se debe en particular por la resistencia al cambio, algunas personas aun no han tomado conciencia de lo importante que es para la empresa el cuidar de la salud y la seguridad de sus empleados; siguen inclinándose a ideas antiguas basadas en medidas primitivas, relativas a la regulación de los riesgos de vida. Conforme se pasa de una etapa de desarrollo a otra, las personas se han preocupado acerca de los accidentes, lesiones, daños humanos y materiales. Sin embargo, es muy poco probable que se preocuparan mucho de lo que les ocurriera a otras personas, en consecuencia se fue formando el concepto de lo justo y lo injusto, se creía que las personas causantes de una lesión debían sufrir una pérdida equivalente en daño y sufrimiento. En realidad la idea de seguridad fue evolucionando a medida que los hombres primitivos comprendían el concepto de familia. La amplitud de la capacidad no era grande, pero se daba una casi absoluta identidad de intereses en las comunidades emergentes. Esta comunidad de intereses, fortalecida por el reconocimiento de los lazos de parentesco entre todos los miembros de la tribu, llevó naturalmente a la aplicación de un principio práctico que ahora es identificado como el mayor bien final para el número más grande de personas. Proteger al individuo no era tan importante como resguardar a la tribu aun cuando se tratase de una persona muy considerada, como es el caso de su jefe. En lo anterior se encuentra el núcleo del desarrollo moral del futuro.
- 92. 44 En los años posteriores del desarrollo humano probablemente ningún tipo particular de lesión llegó a producirse en números considerables. Por ello es probable que no se reconociera un peligro general que estimulara a un esfuerzo colectivo en pro de la seguridad, las enfermedades, por el contrario, entre ellas por ejemplo las grandes plagas que frecuentemente diezmaban a la población, eran fácilmente tipificadas por sus síntomas, y por supuesto influían en forma evidente sobre el bien común. En consecuencia, el control de las enfermedades, o al menos el de algunas de ellas, comenzó pronto a recibir una atención urgente. Al avanzar el conocimiento, las personas aplicaron sus poderes de razonamiento a los fenómenos observadores asociados con las enfermedades graves que les amenazaban. Aquel análisis razonado surgió, llegado el momento, los medios prácticos para el control del mal. Puede parecer paradójico que el individuo descuidará su seguridad en diferencia para con el grupo. Sin embargo, la experiencia indica que el individuo, en cumplimiento de la ética "trivial", subordina frecuentemente su seguridad personal al bienestar de los demás. En consecuencia, el desarrollo del interés social por el efecto de las lesiones previsibles puede observarse como si siguieran el concepto de que los accidentes son, en general, malos únicamente cuando el grupo resulta amenazado. De esta manera las lesiones individuales eran consideradas simplemente como cuestiones de interés individual, basado en su caso que aquel que había causado las lesiones compensara al lesionado. La seguridad e higiene industrial se ha venido incrementando por los mismos instintos personales del ser humano, el cual ha hecho de estos instintos de conservación una plataforma de defensa ante la lesión corporal, tal esfuerzo
- 93. 45 probablemente fue en un principio de carácter personal, instintivo defensivo. Así nació la seguridad e higiene industrial, reflejada en un simple esfuerzo individual más que en un sistema organizado. La evolución de la seguridad industrial ha estado en concordancia con los progresos de la humanidad de todos los campos. Se seguirá la evolución del hombre a través de la historia, se observará que en el antiguo Egipto, los trabajadores eran considerados como una simple "cosa", y es fácil imaginar el deficiente estado sanitario imperante en la vida laboral de aquel país. Se han encontrado esqueletos humanos fosilizados en galerías de minas egipcias, los cuales hacen suponer que esas personas murieron por accidentes. Las civilizaciones posteriores, como la grecorromana, comenzaron a preocuparse de los problemas creados por el trabajo; Platón, por ejemplo, trato de ciertas deformaciones del esqueleto, características de determinadas profesiones: otros sabios, tales como Plinio el viejo, Hipócrates y Galeno se ocuparon de la enfermedad producida por el plomo denominado Saturdismo. Ya en el año 400 antes de Cristo, Hipócrates recomendaba a los mineros el uso de baños higiénicos a fin de evitar la saturación del plomo. También Platón y Aristóteles estudiaron ciertas deformaciones físicas producidas por ciertas actividades ocupacionales, planteando la necesidad de su prevención. Con la Revolución Francesa se establecen corporaciones de seguridad destinadas a resguardar a los artesanos, base económica de la época. En los siglos XV y XVI, aparecen ya obras completas dedicadas a la higiene del trabajo: entre los autores aparece Paracelmo, quien trato de las enfermedades que aquejaban a los mineros de la región, conocida como El Tiro, entre Suiza, Austria e Italia.
- 94. 46 Antes del siglo XVII no existían estructuras industriales y las principales actividades laborales se centraban en labores artesanales, agricultura, cría de animales, etc., se producían accidentes fatales y un sin número de mutilaciones y enfermedades, alcanzando niveles desproporcionados y asombrosos para la época los cuales eran atribuidos al designio de la providencia. Estos trabajadores hacían de su instinto de conservación una plataforma de defensa ante la lesión corporal, lógicamente, eran esfuerzos personales de carácter defensivo y no preventivo. Así nació la seguridad industrial, reflejada en un simple esfuerzo individual más que en un sistema organizado.
- 95. d a r a a Figura 3 En la de trabajar a la orden registrados andamio y años por aq 39. Res Fuente: viv ww Co figura 39 s en una ob del día. Te s. Por ejem se hizo m quella desg seña histór ir en la histor ww.vivirenlahis nsultada el 10 se muestra ra como el enemos mu plo, el caso il pedazos. gracia. 47 rica de acc ia - el peligro storia.com/el- 0 de octubre un acciden escorial er uchos ejem o de Juan M . Su viuda cidentes la so trabajo en -peligroso-tra de 2011. nte ocurrido ran muchos mplos perfec Manzano, c cobró 2 re aborales en n la escorial. abajo/el-escor o en el esco s y los acci ctamente d carpintero, eales duran n el Escori rial. orial, los rie identes est documentad que cayó d nte al meno ial esgos taban dos y de un os 20
- 96. 48 Otro carpintero se cayó también de un andamio, aunque tuvo más suerte y sólo quedó manco y sordo, un carpintero de San Martín de Valde Iglesias también murieron por caídas. Hasta algún fraile tuvo la mala suerte de sufrir un accidente en las obras. Hay casos extremos en los que la muerte llega incluso sin accidente de por medio. Pedro de Avendaño tenía una grúa trabajando en la Torre de la Enfermería. Cuando la grúa se vino abajo hiriendo a dos oficiales, la pena se adueño del buen hombre. El daño hecho a aquellos hombres, la pérdida de la máquina y el no poder cumplir con su contrato le hicieron caer enfermo y finalmente morir. Con la llegada de la llamada “Era de la Máquina” se comenzó a ver la necesidad de organizar la seguridad industrial en los centros laborales. La primera Revolución Industrial tuvo lugar en Reino Unido a finales del siglo XVII y principio del siglo XVIII, los británicos tuvieron grandes progreso en lo que respecta a sus industrias manuales, especialmente en el área textil; la aparición y uso de la fuerza del vapor de agua y la mecanización de la industria ocasionó un aumento de la mano de obra en las hiladoras y los telares mecánicos lo que produjo un incremento considerable de accidentes y enfermedades. Los datos recopilados mostraran fabricas en las que se puede apreciar que las dos tercera parte de la fuerza laboral eran mujeres y niños con jornadas de trabajo de 12 y 14 horas diarias y seria deficiencia de iluminación, ventilación. En esa época las máquinas operaban sin ningún tipo de protección y las muertes y mutilaciones ocurrían con frecuencia.
- 97. 49 En 1833 se realizaron las primeras inspecciones gubernamentales y fue en 1850 cuando se verificaron mejoras como resultado de las recomendaciones formuladas. La legislación acortó la jornada de trabajo, estableció un mínimo de edad para los niños y trabajadores e hizo algunas mejoras en las condiciones de seguridad. La demora en legislar sobre la protección y concienciación de los trabajadores fue muy prolongada pues el valor humano no tenía sentido frente al lucro indiscriminado de los patronos, quienes desconocían las grandes pérdidas económicas, sociales y de clientes que esto suponía para sus industrias. En el siglo XIX, en los Estados Unidos de América las fabricas se encontraban en rápida y significativa expansión, al mismo tiempo se incrementaban los accidentes laborales. En 1867, comienzan a prestar servicio en Massachussets los inspectores industriales o fabriles. En 1877 se promulga la primera Ley que obliga resguardar toda maquinaria peligrosa. Más tarde, se realizan esfuerzos para establecer responsabilidades económicas al respecto. En 1883 se pone la primera piedra de la seguridad industrial moderna cuando en París se establece una firma que asesora a los industriales. Pero es en este siglo que el tema de la seguridad en el trabajo alcanza su máxima expresión al crearse la Asociación Internacional de Protección de los Trabajadores. En la actualidad la OIT, Organización Internacional del Trabajo, constituye el organismo rector y guardián de los principios e inquietudes referente a la seguridad del trabajador. En el siglo XVIII, aparece el verdadero creador de la medicina del trabajo, el Italiano Bernardo Ramazzini, quien por primera vez incluye el despitaje de las enfermedades que aquejaban a las personas, así como
- 98. 50 también la investigación sobre su profesión. Desde que conoció las causas de muchas enfermedades, su lema fue: más vale prevenir que lamentar. Desde los albores de la historia, el hombre ha hecho de su instinto de conservación, una plataforma de defensa ante la lesión corporal, tal esfuerzo fue probable en un principio de carácter personal, instintivo-defensivo. Así nació la seguridad industrial, reflejada en un simple esfuerzo individual más que en un sistema organizado. La mayoría de los productos y servicios industriales se basa en explotar magnitudes físicas con variables muy por encima del nivel habitual de nuestro entorno vital, o por encima de lo que puede soportar el cuerpo humano. Y la seguridad comenzó a ser fundamental en la implantación de algunos servicios industriales. La Revolución Industrial fue el mayor cambio tecnológico, socioeconómico y cultural ocurrido entre fines del siglo XVIII y principios del XIX, que comenzó en el Reino Unido y se expandió por el resto del mundo. En aquel tiempo, la economía basada en el trabajo manual fue remplazada por otra dominada por la industria y manufactura de maquinaria. La revolución comenzó con la mecanización de las industrias textiles y el desarrollo de los procesos del hierro. Lo anterior produjo el incremento de accidentes y enfermedades laborales. No obstante, el nacimiento de la fuerza industrial y el de la seguridad industrial no fueron simultáneos, debido a la degradación y a las condiciones de trabajo y de vida detestables. Es decir, en 1871 el 50 por ciento de los
- 99. 51 trabajadores moría antes de los veinte años, debido a los accidentes y a las pésimas condiciones de trabajo. En 1833 se realizaron las primeras inspecciones gubernamentales, pero hasta 1850 se verificaron ciertas mejoras como resultado de las recomendaciones hechas entonces. La legislación acortó la jornada, estableció un mínimo de edad para los niños trabajadores e hizo algunas mejoras en las condiciones de seguridad. Aunque se tardó en legislar éstas mejoras ya que los legisladores no le daban el valor que se merecía a las vidas humanas. La expansión del comercio era fomentada por el mejoramiento de las rutas y, posteriormente, por el ferrocarril. La introducción de la máquina a vapor y una poderosa maquinaria (mayormente relacionada a la industria textil) favorecieron los drásticos incrementos en la capacidad de producción. El desarrollo de maquinaria en las dos primeras décadas del siglo XIX facilitó la manufactura para una mayor producción de artefactos utilizados en otras industrias Los efectos de la Revolución Industrial se esparcieron alrededor de Europa Occidental y América del Norte durante el siglo XIX, eventualmente afectando la mayor parte del mundo. Cambio el orden social estamental por una sociedad de clases Nueva división del trabajo La burguesía toma el control del parlamento Emigración de campo y ciudad Fenómeno de la urbanización Nuevos tipos de ciudad
- 100. 52 Nuevas condiciones que provocan: degradación física y moral Cuestión social Un ejemplo de seguridad industrial puede ser el siguiente, la electricidad. Para la transmisión y distribución de electricidad se emplean centenares de miles de voltios en las líneas de transmisión, y las aplicaciones domésticas se hacen a 220 voltios. Como este nivel comporta ya cierto riesgo, incluso para los circuitos eléctricos en los edificios van protegidos mediante dispositivos que cortan el paso de la corriente cuando se detectan alteraciones. Con el paso del tiempo se han ido creando leyes sobre higiene y seguridad industrial, una de las primeras fue la Ley 5.032 del 21 de Julio de 1914 que habla sobre las primeras disposiciones sobre prevención de accidentes y protección de la maquinaria, obligando a los empleadores a adoptar las medidas necesarias para evitar los accidentes así como a corregir las deficiencias de las instalaciones. Muchos creen que la seguridad e higiene fue hecha solo para maquinarias, pero en realidad se comenzó por la necesidad de evitar pérdidas humanas. Día con día la seguridad e higiene va aumentando, ya que con la evolución de la tecnología a diario se necesitan más cuidados y mayor advertencia para evitar serios problemas. 1.8.1.3. Seguridad e higiene industrial en Guatemala Los antecedentes de legislación social más remotos en Guatemala, provienen desde las Leyes de Indias y después de producida la emancipación
- 101. 53 en 1821 en la Legislación Indigenista, donde la población indígena pesó en gran marca en los problemas del país. Por primera vez, en 1877 se dicta el decreto Reglamento de Jornaleros. En él se define lo que se entiende por patrono y jornaleros, se declaran obligaciones del patrono; las de conceder habitación, libertad de cambio de patrono, alimentación sana y abundante, escuela gratuita y donde se anotarán semanalmente el debe y haber de la cuenta. También se prohíbe castigar a los jornaleros. Sin duda, este fue el primer paso para la apertura de la seguridad e higiene industrial en Guatemala. Después de este decreto se siguieron promulgando leyes para el bienestar del trabajador, pero no fue hasta 1906 cuando se dicta la Ley Protectora de Obreros, Decreto Gubernativo 669. En ella se incorporan prestaciones sociales a los trabajadores en casos de accidentes profesionales, asistencia médica en casos de enfermedad y maternidad. Se establecen subsidios en dinero en caso de incapacidad temporal en cuantía igual a la mitad del salario. Los subsidios de maternidad se dan hasta por tres semanas. También se fija la ley pensiones vitalicias para las incapacidades permanentes y para los sobrevivientes (viudas y enfermos). Se crea en la ley una caja de socorro con obligatoriedad de afiliación por parte de los trabajadores y financiada por la triple contribución forzosa de trabajadores, empleadores y estado. En 1928 se dicta un reglamento para garantizar la salud de los trabajadores del campo y en él se establece la obligación de mantener botiquines por cuenta del patrón, y se crea el certificado obligatorio de vacuna contra viruela y fiebre tifoidea. Sin embargo, todas estas leyes avanzadas para
- 102. 54 su época, tuvieron una aplicación práctica muy limitada. Las condiciones en que había vivido el país impidieron el desarrollo de instituciones de orden social, técnicas y administrativas para aplicar las leyes existentes. No había un enfoque ideológico sistematizado y racional para resolver problemas sociales. Como una consecuencia de la Revolución de Octubre de 1944 se instituye en la Constitución de la República de 1945 en su capítulo primero. Artículo 63 el Seguro Social obligatorio, el cual comprendería por lo menos, seguros contra invalidez, vejez, muerte, enfermedad y accidentes de trabajo. Más adelante, los derechos y beneficios de los trabajadores fueron efectivamente considerados en la creación del régimen y Seguridad Social de la institución encargada de aplicarlo: el Instituto Guatemalteco de Seguridad Social y el Código de Trabajo. Durante el gobierno del doctor Juan José Arévalo, el Ministerio de Economía y Trabajo recibió de un grupo de compañías extranjeras de seguros una solicitud pidiendo autorización para hacer los estudios necesarios con el objeto de presentar a la consideración del gobierno, un plan de seguridad social. Dicha solicitud fue autorizada, llegando dos técnicos extranjeros los cuales realizaron estudios completos y de gran calidad, los cuales están contenidos en las bases de la Seguridad Social en Guatemala. El 30 de octubre de 1946, el Congreso de la República de Guatemala, emite el Decreto número 295, "La ley orgánica del Instituto Guatemalteco de Seguridad Social". Se crea así "Una institución autónoma, de derecho público de personería jurídica propia y plena capacidad para adquirir derechos y contraer obligaciones, cuya finalidad es aplicar en beneficio del pueblo de
- 103. G d q d a e s d r h 9 C Guatemala de conform Se que debe c duplicación acuerdo co evadir esta social. “La C de Mayo reconoce y habitantes 9 http://www.ig Consultada e , un Régim midad con e crea así u cubrir todo n de esfuerz on la Ley, d a obligació Constitución de 1985, y garantiza de la Nació Figura 4 Fuente: hist http Con gssgt.org/sob el 15 de octub men Nacion l sistema d un Régimen el territorio zos y de ca deben de e n, pues el n Política d dice en e el derecho ón”.9 40. Fo toria del Instit p://www.igssg nsultada el 15 re_nosotros/h bre de 2011. 55 nal, Unitario e protecció n Nacional, o de la Rep argas tribut estar inscrit lo significa e la Repúb el artículo o de la se tografías d uto Guatema t.org/sobre_n 5 de octubre d historia_igss. o y Obligat ón mínima" Unitario y pública, deb tarias; los p tos como c aría incurrir blica de Gua 100: "Seg guridad so de la histo alteco de Seg nosotros/histo de 2011. html. torio de Se (Cap. 1°, A Obligatorio be ser únic patronos y contribuyen r en la fal atemala, pr guridad Soc ocial para b ria del IGS uridad Social oria_igss.html eguridad So Art. 1°). o. Esto sign co para evit trabajadore ntes, no pu ta de prev romulgada cial. El Es beneficio d SS . l. ocial, nifica tar la es de eden visión el 31 stado e los
- 104. 56 1.8.1.4. Legislación de higiene y seguridad en el trabajo En Guatemala, las leyes de seguridad e higiene industrial están establecidas a través de la Constitución y el Código de Trabajo en él título quinto, capítulo único del Código de Trabajo de la República de Guatemala. Existe el Reglamento General sobre Higiene y Seguridad en el Trabajo del IGGS, que obliga al empleador a preocuparse por el bienestar laboral de sus empleados y a estos a cumplir lo establecido. El cumplimiento de las normas debe ser supervisado por el Instituto Guatemalteco de Seguridad Social (IGSS), el Ministerio de Trabajo y el Ministerio de Salud, también la Municipalidad debe supervisar la seguridad en las obras que autoriza, explica José Alfredo Coronado, Comandante Ejecutivo del Cuerpo Voluntario de Bomberos. Las multas por incumplir alguna norma del Reglamento oscilan entre Q.25 a Q.1 000, por lo que las empresas prefieren pagarlas, antes de asesorarse y prever los riesgos, afirma García Molina. En Guatemala también hay empresas con buenas prácticas de seguridad industrial, pero según explica Roberto Chícara, consultor de seguridad, se debe a que estas se rigen por las normas internacionales porque su motivación son los estándares de calidad que demandan los tratados de libre comercio y certificaciones ISO y OHSA.
- 105. 57 “En el marco del Tratado de Libre Comercio para Centroamérica y el Caribe se creó la Fundación de Apoyo del Centro Regional de Seguridad y Salud Ocupacional, cuyo propósito es integrar los estándares de producción de la región.” 10 Para prevenir los daños a la salud ocasionados por el trabajo está constituida la Organización Internacional del Trabajo. Es el principal organismo internacional encargado de la mejora permanente de las condiciones de trabajo mediante convenios que se toman en sus conferencias anuales y las directivas que emanan de ellas. “La (OIT) es un organismo especializado de las Naciones Unidas de composición tripartita que reúne a gobiernos, empleadores y trabajadores de sus estados miembros con el fin de emprender acciones conjuntas destinadas a promover el trabajo decente en el mundo”. 11 La convención de 1981 de la OIT sobre la Seguridad y Salud nº 155 y sus recomendaciones nº 164, dispone que se adopten medidas políticas nacionales de seguridad y salud en el trabajo y estipula las actuaciones necesarias tanto a nivel nacional como a nivel empresarial para impulsar la seguridad y salud en el trabajo y la mejora del medioambiente La convención de 1985 de la OIT sobre Seguridad y Salud, nº 161 y sus recomendaciones nº 171, dispone la creación de servicios de salud laboral que contribuyan a la implantación de las medidas políticas de seguridad y salud en el trabajo. 10 El periódico 28 abril de 2008. p. 42. 11 Wikipedia. La Enciclopedia Libre. http://es.wikipedia.org/wiki/organizacióninternacionaldetrab. Consultada el 30 de marzo de 2011.
- 106. 58 1.8.1.5. Razones para instalar programas de seguridad Hoy en día en este mundo empresarial globalizado, se deberán de implementar procesos y gestiones de seguridad industrial y salud ocupacional por varias razones. Un deber moral, ya que el trabajo no debe comportar un perjuicio a la salud de los trabajadores, especialmente cuando estos daños son evitables. El costo social de los accidentes es dramático, constituyendo un verdadero flagelo: detrás de cada accidente grave o fatal hay normalmente una familia destruida, metas abandonadas, expectativas frustradas, dolor y sufrimiento. Es una responsabilidad social porque la empresa forma parte de un sistema social y es la sociedad la que le ha cedido un “espacio” y le ha otorgado los medios para que pueda crearse y desarrollarse, disponiendo de un poder social. Las consecuencias de los accidentes que afectan a los trabajadores, constituyen una de las tantas responsabilidades sociales de la compañía. No puede aceptarse que salga materia prima o producto de las fábricas a costa de que los trabajadores se accidenten. También es una ventaja competitiva, porque en la medida que se oriente, conscientemente a proteger a las personas, los bienes de la empresa, los procesos, los ambientes de trabajo se transforman en una poderosa arma competitiva. La seguridad industrial está directamente relacionada con la continuidad del negocio: en el mejor de los casos, el daño de una máquina, un accidente de
- 107. t a l t e a p m trabajo o c atraso en lo Fig Se e limitado, te técnico qu enfermedad Su asistencia porque de medicina d Cu ley h cualquier ot os procesos gura 41. R 1.8. entiende p emporal, pr ue es brind d repentina carácter in que esta v todas las té de emergen Razones legales umplimiento de la yes de seguridad higiene industrial. tro evento s cotidianos Razones pa Fue .1.6. P por las técn ofesional o dado a qu a. nmediato ra víctima reci écnicas, pr ncias y des s as e . Con n 59 no desead s. ara instala ente: elaborac Primeros au nicas y pro o de person uien lo ne adica en s birá en una rocedimient sastres, sol Razones instala program segurid Razo econó ntinuidad del negocio. do consum ar el progra ción propia. uxilios ocedimiento nas capaci ecesite, víc su potenci a situación tos y conce lo utiliza un s para ar el ma de dad ones ómicas Imagen corporativa e tiempo d ama de seg os de cará tadas o co ctima de u alidad de n de emerg epciones qu na pequeñ a Raz Bie los de producc guridad ácter inmed on conocim un acciden ser la pri gencia. Lim ue existen a parte de zones morales enestar para s trabajadores ión y diato, miento nte o mera mitado en la ello,
- 108. 60 por esto el socorrista nunca debe pretender reemplazar al personal médico, pueden ser de primera instancia o de segunda instancia. La vida humana es la más preciada posesión que se tendrá y así se deberá proteger. El cuerpo humano es muy frágil y está expuesto a daño constantemente. Los primeros minutos después de ocurrir un accidente son los más cruciales. Si se mantiene el flujo de oxígeno al cerebro después de un paro cardiaco, se podrá revivir sin consecuencias irreversibles, si una hemorragia se logra contener, se evitará el shock y la muerte por la pérdida de sangre, si se sabe como evaluar el lugar donde ocurre el accidente se podrá evitar un daño mayor o ser una víctima más, al tratar de socorrer al herido. Como actuar correctamente para ayudar a un herido, es comportamiento aprendido, y que puede llevar a cabo cualquier persona. ¡Deberán estar preparados! El principio de Humanidad del Movimiento de la Cruz Roja recuerda que en la preocupación de prestar auxilio sin discriminación se deberá, prevenir y aliviar el sufrimiento de los hombres en todas las circunstancias tendiendo a proteger la vida y la salud así como hacer respetar a la persona humana. Favorece la comprensión mutua, la amistad, la cooperación y una paz duradera entre todos los pueblos. Se define como primeros auxilios a las técnicas terapéuticas no profesionales urgentes aplicadas a una víctima de accidente o enfermedad repentina, en tanto llega el tratamiento especializado. Estas medidas tienen como objeto la atención primaria del enfermo o herido, para evitar su agravamiento, hasta el momento en que pueda ser atendido por un médico.
- 109. n c c a No es necesario con rapidez Fue Botiqu medic auxilio suele El bot curitas, es acetaminof s suficiente poseer noc z y eficacia ente: primeros http://ww Consulta uín. Se den camentos os o para t ser prescri tiquín debe paradrapo, fén, suero o e tener bu ciones elem en la atenc Figura 4 s auxilios. ww.uba.ar/dow ada el 16 de ju nomina bot y utensilio ratar dolen iptiva en ár e contener: pinzas, g oral, linterna 61 ena volunt mentales d ción del he 42. Prime wnload/institu ulio 2011. tiquín a un os indispen cias comun eas de trab tijeras, gas guantes de a con sus p tad para ay e las técni rido o enfe eros auxilio cional/uba/se n elemento nsables pa nes. La dis bajo. sas, venda e látex, alc pilas nueva yudar en e icas médic rmo. os eguridadehigi destinado ara brinda sponibilidad s de al me cohol, term as, velas, fó estos casos as, para a ene/priaux.pd a contene r los prim d de un bot enos 3 tama mómetro, ja ósforos, ma s, es ctuar df. er los meros tiquín años, abón, anual
- 110. de prime servicios calamina persona Se debe au Cu siempre Pro produzca asegura eros auxilio s de salud a, masc . e debe veri tomedicar, ualquier ac en la prem oteger y as an nuevos rá o señal s, directorio , vaselina, arilla, ficha F Fuente: b h C ificar la fec se debe co ccidente o misa PAS, e segurar el s accidente ará conven 62 o de un mé aspirina, a médica d igura 43. botiquín prime http://www.bo Consultada e cha de ven onsultar al m enfermeda es decir: pro lugar de lo es o se ag nientement 2 édico cercan antidiareíco donde se Botiquín eros auxilios. otiquin.org/. l 10 de julio d ncimiento d médico. ad repentin oteger, alert os hechos, graven los te la zona no, Cruz Ro o, antihista digan las n de 2011. de las med na debe tr rtar, socorre con el fin ya ocurrid y se contr oja, ambula amínico, lo alergias d dicinas. Nu ratarse bas er. n de evitar dos. Para rolará o ev ancias y ción de de cada unca se sándose que se ello se vitará el
- 111. 63 riesgo de incendio, electrocución, caída, desprendimiento, que pudiera afectar a las víctimas e, incluso, a los auxiliadores. Alertar a los equipos de socorro, autoridades, por el medio más rápido posible, indicando: Lugar o localización del accidente Tipo de accidente o suceso Número aproximado de heridos Estado o lesiones de los heridos, si se conocen Circunstancias o peligros que puedan agravar la situación Socorrer al accidentado o enfermo repentino "in situ", prestándole los primeros cuidados hasta la llegada de personal especializado que complete la asistencia, procurando así no agravar su estado. Ante un accidente, por ejemplo, se deberán seguir estas pautas: Actuar rápidamente pero manteniendo la calma Hacer un recuento de víctimas, pensando en la posibilidad de la existencia de víctimas ocultas No atender al primer accidentado que nos encontremos o al que más grite, sino siguiendo un orden de prioridades Efectuar "in situ" la evaluación inicial de los heridos Extremar las medidas de precaución en el manejo del accidentado, en esta fase es en la que todavía no se sabrá con certeza lo que tiene
- 112. 64 Primeros auxilios psicológicos. Tradicionalmente el personal de la cruz roja se ha ocupado de aliviar el sufrimiento físico, pero actualmente es mayor la preocupación por aliviar, de manera simultánea el sufrimiento psicológico, entendiendo a la persona como un todo. 1.8.1.7. Identificación de tipos de conatos de incendios Un incendio es en realidad el calor y la luz (llamas) que se produce cuando un material se quema o pasa por el proceso de combustión. El proceso por el cual una sustancia se quema es una reacción química entre un material combustible y oxígeno, o sea combustión. En este proceso se libera energía en forma de calor. Un conato de incendio es aquel en el que no se ha declarado en su totalidad un incendio, es en estos casos se podrá reaccionar con algún extintor sin arriesgar la integridad de ningún individuo de la empresa. Si el conato de incendio se está saliendo de control es sumamente importante llamar a cuerpos de socorro y bomberos de la localidad, para no generar pérdidas materiales de gran magnitud ni perdidas humanas.
- 113. “ p 1 C “Elementos produce po Calor Mater Una c La rea 12 Tipos de inc Consultada e F Fuente: tipo http Co s necesario or la presen o fuente de rial combus concentraci acción en c cendios. http: el 22 de agost Figura 44. os de quemad p://revisionme onsultada el 2 os para qu ncia de cuat e ignición stible ón apropiad cadena //www.monog to de 2011. 65 Tipos d duras. edica.es/salud 2 de agosto d ue se prod tro element da de oxíge grafias.com/tr de quemad d/tipos-de-qu de 2011. duzca un tos básicos eno rabajosquema duras uemaduras-da incendio. U s” 12 aduras10/seh anos-y-efecto Un incendi hing.html. os. o se
- 114. Cla varía co según la material Clase CLASE A CLASE B CLASE C CLASE D ases de ext n la clase d a clase de combustib Tab Descrip A Se usa madera de ince que enf o el CO Líquido brea, p extingu gases l secos bloquea Equipo fusibles Para ex tipos de utilice a eléctric Fuegos magnes de ince utilizars tintores y c de incendio incendio. L le involucra bla II. CLASES pción a en material a, papel, tela, ndio, el agen fría, aunque t O2. s inflamable pintura de a ir este tipo d icuados como como el Bic an el oxígeno eléctrico, en s, interruptore xtinguir este e extintores q agua si está ca s que involuc sio, sodio, cir endio se ut se los agentes 66 clases de in o para la cu Los incend ado: Clases de S DE EXTINTO es combustib goma y muc te extintor qu también se p s tales com ceite, laca y de incendio o el Dióxido d carbonato de o interrumpe nergizado qu es de circuito tipo de incen que para los in á seguro que cran metales rconio y titan tilizan técnic s extintores o Fuente: elab 6 ncendio. E ual están d dios se clas extintores ORES E INCE bles ordinario cho plástico. ue más se util uede utilizar o; gasolina, y gases infla se utilizan fr de Carbono ( e Soda o P en la llama. e incluye ca os, maquinari ndio se utiliza ncendios Cla e se interrum s combustible nio. Para exti as especiale ordinarios. boración propi El contenido iseñados o sifican de a s e incendi ENDIOS os tales com Para este tip liza es el agu gases licuado aceite, gras amables. Pa recuentement (CO2) y polvo Potasio. Esto ables, cajas d ia y artefacto an los mismo ase A o B. Só mpió la energ es tales com inguir este tip es. No debe ia. o de los ex o sea, se cl acuerdo al os Símbolo mo; po ua, os Símbolo Triángul sa, ara te, os os Símbolo Cuadrad de os. os ólo gía Símbolo Círculo mo; po en Símbolo Estrella xtintores lasifican tipo de o o o o do o o
- 115. 67 1.8.1.8. Protecciones contra incendios La protección contra incendios se entiende como aquellas condiciones de construcción, instalación y equipamiento con el objeto de garantizar las siguientes situaciones: Evitar la iniciación de incendios Evitar la propagación del fuego y los efectos de los gases tóxicos Asegurar la evacuación de las personas Facilitar el acceso y las tareas de extinción del personal de bomberos Proveer las instalaciones de detección y extinción del fuego Figura 45. Señal de no fumar Fuente: señal de prohibición no fumar. http://www.labelident.com/senales_de_prohibicion_4696:1:3:0.html. Consultada el 22 de agosto 2011. Mantener las áreas de trabajo limpias y ordenadas, con eliminación periódica de residuos, colocando para ello recipientes incombustibles con tapa. No fumar, encender o llevar fósforos, encendedores de cigarrillos y todo otro artefacto que produzca llama.
- 116. 68 La distancia mínima entre la parte superior de las estibas y el techo debe ser de un metro y las mismas deben ser accesibles, efectuando para ello el almacenamiento en forma adecuada. Si existieran estibas de distintas clases de materiales, se deben almacenar alternadamente las combustibles con las no combustibles. Las estanterías deben ser de material no combustible o metálico. Extintores, son elementos básicos para mantener las medidas de seguridad, su función básicamente consiste en apagar el fuego que puede haberse generado en algunas de las áreas del edificio ayudando a contener una posible propagación del mismo. Este aparato también conocido vulgarmente como matafuegos, consta de un recipiente de acero en cuyo interior encontramos alguna sustancia que es extintora. La ventaja que poseen los extintores consiste en ser un aparato fácilmente localizable que puede ser trasladado a la zona en que se produjo o produce el principio de incendio siendo activado y utilizado por la misma persona.
- 117. u s p s Extint un lugar a sustancia q puede extin salvo variac Las partes Cilind Figu Fuente: tipos http Con or de incen a otro, cuy que, al ech nguirlo tota ciones min que lo com ro. Recipie ra 46. s de extintore p://www.unirio nsultada el 22 ndios portát yo peso v harla sobre lmente y ev úsculas, es mponen son nte donde 69 Modelo de es. oja.es/servicio 2 de agosto 2 til, es un a aría desde e un incen vitar su pro s casi siemp n: se almacen e extintor d os/sprl/pdf/tipo 2011. artefacto qu e 5 hasta ndio peque opagación. L pre en form na el agent de fuego os_extintores ue se puede 50 libras. ño, en la La forma d ma cilíndrica e extintor s.pdf. e transporta . Contiene forma corr e los extint a. ar de una recta, tores,
- 118. 70 Manómetro. Es un indicador de presión en el extintor. Indica cuan lleno o vacío está. Contiene tres secciones a saber; empty - vacío, full – lleno, overcharged – sobrecargado. No todos los extintores tienen este indicador. En los que no tienen manómetro, existen otros medios para determinar si están llenos o vacíos Mango. Parte metálica fija por la cual se agarra el extintor cuando se utiliza Palanca. Parte por la cual se pone en acción el extintor. Al presionarla se abre la válvula de escape y sale el agente extintor Pasador de seguridad. Metal que fija la palanca y evita que se accione el extintor accidentalmente Abrazadera o precinta de seguridad. Se utiliza para evitar que el pasador se salga de lugar. Normalmente, se utiliza como indicador de sise utilizó o no el extintor Manga o boquilla (trompeta). Parte por donde sale el agente extintor y con la cual se guía éste hacia el incendio Panel de instrucciones. Placa que contiene la información acerca del extintor, precauciones de uso y cualquier otra información pertinente Aquí dice el tipo de extintor: A, B, C, AAB, ABC. (Busque el extintor más cerca de usted y verifique su clasificación) Tarjeta de mantenimiento e inspección. Tarjeta atada al extintor, donde se anota la fecha en que se recargó, se inspeccionó y las iníciales de la persona que lo hizo. Es un registro de mantenimiento y servicio 1.8.1.9. Equipo de protección personal El equipo de protección personal (PPE – Personal Protection Equipment) está diseñado para proteger a los empleados en el lugar de trabajo de lesiones o enfermedades serias que puedan resultar del contacto con peligros químicos,
- 119. 71 radiológicos, físicos, eléctricos, mecánicos u otros. Además de caretas, gafas de seguridad, cascos y zapatos de seguridad, el PPE incluye una variedad de dispositivos y ropa tales como gafas protectoras, overoles, guantes, chalecos, tapones para oídos y equipo respiratorio. En ciertos casos los trabajadores deberán proteger la mayor parte o todo su cuerpo contra los peligros en el lugar de trabajo, como en el caso de exposición al calor y a la radiación así como contra metales calientes, líquidos hirvientes, líquidos orgánicos, materiales o desechos peligrosos, entre otros peligros. Además de los materiales de algodón y de lana que retardan el fuego, materiales utilizados en la vestimenta PPE de cuerpo entero incluyen el hule, el cuero, los sintéticos y el plástico. 1.8.1.10. Código de colores El propósito es señalizar lo siguiente: Identificar y advertir condiciones de riesgos físicos Identificar y advertir peligros Identificar equipos y materiales Demarcar superficies de trabajo y áreas de tránsito Identificar y localizar equipos de emergencia
- 120. 72 Tabla III. Indicación de los colores de seguridad Fuente: boletín ATIGUA—ISA. Septiembre, 2010. Vol. 3 No. 9. p. 23. Nota. Los colores de seguridad no eliminan por sí mismo los riesgos y no pueden sustituir las medidas de prevención de accidentes. Un color mal aplicado puede crear una condición de riesgo al trabajador. Color. Corresponde a cierta característica de la luz, distinta a los de espacio y tiempo, que son: el flujo luminoso o capacidad de provocar la sensación de brillo, la longitud de onda dominante que produce el matiz y la pureza, que corresponde a la saturación. Color de seguridad. Propiedad específica al cual se le atribuyo un significado o mensaje de seguridad. COLOR DE SEGURIDAD SIGNIFICADO INDICACIONES Y PRECISIONES Rojo Cod. FFOOO Paro Detener la marcha en algún lugar Prohibición señalamientos para prohibir acciones especificas Material, equipo, sistemas para combate de incendio Ubicación y localización de los materiales y equipos para el combate de incendios. Amarillo Cod. FFF33 Advertencia de peligro atención precaución, verificación e identificación de situaciones peligrosas Delimitación de áreas limites de áreas restringidas o de usos específicos Advertencia de peligro por radiaciones ionizantes señalamientos para indicar la presencia del material radioactivo Verde Cod. 009900 Condiciones seguras Identificación y señalamientos para indicar salidas de emergencia, rutas de evacuación, zonas de seguridad y primeros auxilios, lugares de reunión, regaderas de emergencia, lavaojos, entre otros. Azul Cod. 000099 Obligación, información. Señalamientos para realizar acciones específicas. Brindar información para las personas.
- 121. Color en co color con b con b Colori difusa Mater para l Mater peligro presio de contras ombinación de contras lanco, nara lanco, purp Fuente: bole imetría. Me as, los líquid riales de a a vida hum riales da b osa para la ones ambie ste. Color n con los co ste, se utiliz anja con ne pura con bla Tabla IV. etín ATIGUA— edida de i dos y los cr alto peligro mana o la pr bajo peligro a vida o la entales por 73 neutral, bla olores de s zará los qu egro, amaril anco, blanc Colores —ISA. Septiem ntensidad ristales colo inherente ropiedad o inherente a propiedad lo que las anco o neg seguridad. ue se mue llo con neg co con negr s de contra mbre, 2010. V de la colo oreados . Fluidos p e. Fluido q d. Están c s personas gro, usado Cuando se estran a co gro, verde c ro, negro co aste Vol. 3 No. 9. p oración de potencialme ue no son cercanos a que trabaj como cont e desee ap ontinuación: con blanco, on blanco. p. 24. las superf ente peligr n de natura temperatu an en siste traste plicar : rojo , azul ficies rosos aleza ras y emas
- 122. 74 de tuberías que conducen estos materiales corren poco riesgo aun cuando el sistema no haya sido vaciado Materiales y equipos de protección contra incendios. Fluidos para la protección contra el fuego y combate de incendios. Se incluyen: agua, anhídrido carbónico, espuma química Riesgo primario. Es el riesgo asociado a un cilindro de gas comprimido, y se refiere al estallido de recipiente, por aumento de la presión interior Colores de seguridad. Los colores asignados a seguridad son los siguientes: rojo, naranja, amarillo, verde, azul, purpura, blanco y negro Significado y aplicación de los colores de seguridad. Tabla V. Significado y aplicación del color rojo Color rojo SIGNIFICADO EJEMPLO DE APLICACIÓN a) Peligro Receptáculos de sustancias inflamables. - Barricadas - Luces rojas en barreras (obstrucciones temporales) b) Equipos y aparatos contra incendio - Extintores - Rociados automáticos - Caja de alarma c) Detención Señales en el tránsito de vehículo (Pare). - Barras de parada de emergencia en máquinas - Señales en cruces peligrosos - Detección en interruptores eléctricos. Fuente: boletín ATIGUA—ISA. Septiembre, 2010. Vol. 3 No. 9. p. 25.
- 123. 75 Tabla VI. Significado y aplicación del color naranja Color naranjo SIGNIFICADO EJEMPLO DE APLICACIÓN Se usa como color básico para designar PARTES PELIGROSAS DE MÁQUINAS o equipos mecánicos que puedan cortar, aplastar, causar shock eléctrico o lesionar en cualquier forma; y para hacer resaltar tales riesgos cuando las puertas de los resguardos estén abiertas o hubieran sido retiradas las defensas de engranajes, correas u otro equipo en movimiento. - Interior de resguardo de engranajes, poleas, cadenas, etc. - Elementos que cuelgan estáticos o se desplazan (vigas, barras, etc.) - Aristas de partes expuestas de poleas, engranajes, rodillos, dispositivos de corte, piezas cortantes o punzantes, etc. - Equipos de construcción en zonas nevadas y desérticas. Fuente: boletín ATIGUA—ISA. Septiembre, 2010. Vol. 3 No. 9. p. 25. Tabla VII. Significado y aplicación del color amarillo Color amarillo Fuente: boletín ATIGUA—ISA. Septiembre, 2010. Vol. 3 No. 9. p. 25. SIGNIFICADO EJEMPLO DE APLICACIÓN Se usa como color básico para indicar ATENCIÓN y peligros físicos tales como: caídas, golpes contra tropezones, cogido entre. Pueden usarse las siguientes alternativas, de acuerdo con la situación particular: amarillo solo, amarillo con franjas negras, amarillo con cuadros negros. - Equipo y maquinaria (bulldozer, tractores, palas mecánicas, retroexcavadoras, etc... - Equipo de transporte de materiales (grúas, montacargas, camiones). - Talleres, plantas e instalaciones (barandas, pasamanos, objetos salientes, transportadores móviles, etc.).
- 124. F Se choque c Color ve SIGNIFI Se usa SEGURID primeros a Figura Fuente: pintu http: Con utilizan p contra obje Tabla V erde CADO como color DAD y la ub auxilios. Fuente: b 47. A ura trafico am ://www.cylex.c nsultada el 22 ara indicar etos y obstá VIII. Sig r básico pa bicación del boletín ATIGU 76 lternativas marillo y franja com.mx/pintu de agosto 20 r el riesgo áculos. gnificado y ara indicar equipo de UA—ISA. Sep 6 s de uso de as negras en á ura+de+trafico 011. de caídas aplicación EJEMPLO - Tableros y - Refugios d - Botiquines - Lugares d máscaras equipos de r - Duchas y l ptiembre, 201 el color am ángulo 45 gra o.html. s, atropella n del color O DE APLIC y vitrinas de se de seguridad de primeros donde se gu de emerg rescate en ge avaojos de e 10. Vol. 3 No. marillo ados. amiento, g r verde CACIÓN eguridad auxilios uardan las gencia y eneral. mergencia. 9. p. 26. olpes o
- 125. 77 Tabla IX. Significado y aplicación del color azul Color azul SIGNIFICADO EJEMPLO DE APLICACIÓN Se usa como color básico para designar ADVERTENCIA y para llamar la atención contra el arranque. Uso o el movimiento de equipo en reparación o en el cual se está trabajando. Señales de obligación. - Tarjetas candados, puerta de salas de fuerza motriz. - Elementos eléctricos como interruptores, termostatos, transformadores, etc. - Calderas - Válvulas - Andamios, ascensores Fuente: boletín ATIGUA—ISA. Septiembre, 2010. Vol. 3 No. 9. p. 27. Tabla X. Significado y aplicación del color purpura Color purpura SIGNIFICADO EJEMPLO DE APLICACIÓN Se usa como color básico para indicar riesgos producidos por radiaciones ionizantes. Deberá usarse el color amarillo en combinación con el púrpura para las etiquetas, membretes, señales e indicadores en el piso. - Recintos de almacenamientos de materiales radioactivos. - Receptáculo de desperdicios contaminados. - Luces de señales que indican que las máquinas productoras de radiación están operando. Fuente: boletín ATIGUA—ISA. Septiembre, 2010. Vol. 3 No. 9. p. 27.
- 126. 78 Tabla XI. Significado y aplicación del color blanco y negro Color blanco y blanco con negro SIGNIFICADO EJEMPLO DE APLICACIÓN El blanco se usa como color para indicar vía libre o una sola dirección; se le aplica asimismo en bidones, recipientes de basura o partes del suelo que deben ser mantenidas en buen estado de limpieza. Con franjas negras diagonales sirve como control de circulación en accesos, pasillos, vías de tránsito, etc. - Tránsito (término de pasillos, localización y borde de pasillos, límite de bordes de escaleras, etc.). - Orden y limpieza (ubicación de tarros de desperdicios, de bebederos, áreas de pisos libres). Fuente: boletín ATIGUA—ISA. Septiembre, 2010. Vol. 3 No. 9. p. 27. 1.8.1.11. Costo por accidente Los accidentes o las enfermedades relacionadas con el trabajo son muy costosas y pueden tener consecuencias graves, tanto directas como indirectas, en las vidas de sus trabajadores y sus familias. Para los trabajadores, una enfermedad o un accidente laboral suponen además del dolor y el padecimiento de la lesión o la enfermedad, la pérdida de ingresos, la posible falta del empleo y los gastos que acarrean la atención médica, entre otros costos. Sin embargo, las enfermedades o los accidentes laborales pueden tener costos indirectos tan altos que a menudo son difíciles de calcular. Uno de ellos es el padecimiento humano que se causa en las familias de los trabajadores, que no se puede compensar con dinero.
- 127. 79 Se estima que los costos de los accidentes laborales para los empleadores también son enormes. Por ejemplo, en una pequeña empresa, el gasto de tan solo un accidente puede suponer una crisis financiera. Algunos de los costos que deberán asumir éstos son el tener que pagar por un trabajo no realizado y por tratamientos médicos e indemnizaciones la reparación o la sustitución de máquinas y equipos dañados, entre otros. Además, estarán la disminución o interrupción temporal de la producción, el aumento de los gastos en formación y administración y la posible disminución de la calidad del trabajo. Y, dentro de los costos indirectos para los empleadores se pueden relacionar la sustitución del trabajador enfermo o lesionado y el tiempo que se invierte en capacitar a quien será su remplazo. Por otro lado, las malas condiciones sanitarias y de seguridad en el lugar de trabajo también pueden influir negativamente en la imagen pública de la empresa. En realidad nadie sabra realmente el precio total de los accidentes o enfermedades relacionadas con el trabajo porque, además de los costos directos más patentes, hay multitud de costos indirectos que es difícil evaluar. Esta es la razón para que tanto empleadores como trabajadores se esfuercen en mejorar las condiciones de salud y seguridad y controlen los riesgos en el lugar de trabajo, siempre que sea posible. Se calcula que al año se producen en el mundo 120 millones de accidentes laborales y que 200 000 de ellos ocasionan la muerte.
- 128. 80 El número de accidentes mortales de los países en desarrollo es muy superior al de los países industrializados, debido a la existencia de mejores programas de salud y seguridad, la mejora de los servicios de primeros auxilios y médicos, y a la participación activa de los trabajadores en la adopción de decisiones sobre los problemas de salud y seguridad. Algunas de las industrias que tienen en el mundo el riesgo más elevado de accidentes son: la minería y la agricultura. 1.8.1.12. Involucrados Antes de entrar a determinar las causas de los accidentes de trabajo, se deben identificar algunos elementos involucrados en el accidente. Al estudiar el problema de los accidentes debemos tener en cuenta que siempre son causados, nunca son casuales. Los principales elementos involucrados en la operación total de la empresa: Gente. Este elemento incluye tanto al personal operativo como administrativo. Es necesario recordar, en caso de accidente, la relación existente entre los trabajadores y la gerencia, para las verdaderas causas que influyeron en el accidente. Equipos. Se refiere a las máquinas y herramientas con las cuales labora la gente (operarios o administrativos). Este elemento ha sido una de las fuentes principales de accidente y uno de los blancos de las leyes relacionadas con la protección y la capacitación de los trabajadores.
- 129. 81 Materiales. El material con que la gente labora, que usa o fabrica, es otra de las fuentes de los accidentes. En las estadísticas se presenta como una de las causas de más alta incidencia. Los materiales pueden ser: filosos, pesados, tóxicos, energizados, calientes, entre otros, lo cual puede llevar a la ocurrencia del accidente. Ambiente. El ambiente está constituido por todo lo material o físico que rodea a la gente, el aire que respira, el clima y los espacios. El ambiente está relacionado con la luz, el ruido y las condiciones atmosféricas. Este elemento es otro participante en las causas de la accidentalidad, pues el hombre durante su trabajo regularmente lo altera. Los entes involucrados en la seguridad industrial son: Operario. El costo social de los accidentes es dramático, constituyendo un verdadero flagelo que detrás de cada accidente grave o fatal hay normalmente una familia destruida, metas abandonadas, expectativas frustradas, dolor y sufrimiento y sin contar con las cuantiosas sumas de dinero que la empresa deberá pagar por gastos de indemnización y otros gastos indirectos. Cliente. Con un sistema de seguridad industrial se demuestra la importancia que el trabajador tiene para la empresa, y con ello el mismo producto. Esto da una imagen solida frente a los clientes, que hace demostrar el sistema de calidad que maneja dicha empresa, otorgando no solamente un producto de buena calidad al igual que el compromiso que se tiene dentro de la misma.
- 130. 82 Empresario. La seguridad industrial está directamente relacionada con la continuidad del negocio que en el mejor de los casos, el daño de una maquinaria, un accidente de trabajo o cualquier otro evento no deseado consume tiempo de producción, atraso en los procesos cotidianos y gastos no planificados dentro del presupuesto. Es decir, que una buena seguridad industrial reducirá en gran parte gastos no planificados y otorgara confiabilidad en sus procesos. Sociedad. La seguridad industrial, es una responsabilidad social porque la empresa forma parte de un sistema social y es la sociedad la que le ha cedido un “espacio” y le ha otorgado los medios para que pueda crearse y desarrollarse, disponiendo de un poder social. Por esta razón se enfatiza en la labor social que la empresa tiene que tomar al tratar de no contaminar el ambiente especialmente por los residuos que elimina ya sea de forma directa o indirecta. 1.8.2. Generalidades de las contingencias Se describirán los aspectos teóricos más importantes de las contingencias, conceptos, ciclo de vida, etapas y sus subplanes, tomando en cuenta que una contingencia es una situación no prevista, y a la vez como se debe de actuar o reaccionar ante un acontecimiento de estos. 1.8.2.1. Conceptos de plan de contingencia El plan de contingencia comprende todas las tareas que hay que hacer antes, durante y después de una situación de emergencia o desastre. La idea
- 131. 83 principal es salvar vidas y en particular, las vidas de todos los miembros y trabajadores de la industria. Se entiende por plan de contingencia los procedimientos alternativos al orden normal de una empresa, cuyo fin es permitir el normal funcionamiento de esta, aún cuando alguna de sus funciones se viese dañada por un accidente interno o externo. 1.8.2.2. Ciclo de vida plan de contingencia El plan de contingencias sigue el conocido ciclo de vida iterativo PDCA (plan-do-check-act, es decir, planificar-hacer-comprobar-actuar). Nace de un análisis de riesgo donde, entre otras amenazas, se identifican aquellas que afectan a la continuidad del negocio. Sobre dicha base se seleccionan las contramedidas más adecuadas entre diferentes alternativas, siendo plasmadas en el plan de contingencias junto con los recursos necesarios para ponerlo en marcha. El plan debe ser revisado periódicamente. Generalmente, la revisión será consecuencia de un nuevo análisis de riesgo. En cualquier caso, el plan de ontingencia siempre es cuestionado cuando se materializa una amenaza, actuando de la siguiente manera: Si la amenaza estaba prevista y las contramedidas fueron eficaces: se corrigen solamente aspectos menores del plan para mejorar la eficiencia. Si la amenaza estaba prevista pero las contramedidas fueron ineficaces: debe analizarse la causa del fallo y proponer nuevas contramedidas.
- 132. “Si ries una aná Que reconozc superar pérdidas Los plan para los La operacio Fig 13 Wikiped Consultad la amenaz sgos. Es po a amenaza álisis de lo e una orga ca la inefica cualquier s y llega nes de cont que hace f función pr ones de la e gura 48. ia. La Enciclo da el 23 de se za no estab osible que a no previst ocurrido.” 1 nización pr acia de su eventualida ado el c tingencia se falta estar p rincipal de empresa su Etapas d F opedia Libre. h eptiembre de 4. Ejecución 84 ba prevista: las contram ta. No obs 13 repare sus empresa, s ad que pu caso no e deberán h preparado. un plan de u elaboració de la elabo Fuente: elabor http://es.wikip 2011. 1. Evaluac 3. Prueb de viabili n 4 debe prom medidas ado tante, esto planes de c sino que su edan acar solo ma hacer de ca e contingen ón la dividim oración de ración propia pedia.org/wiki ción 2. Planif bas dad moverse un optadas fue no es exc contingenci upone un av rrear perdid ateriales ara a futuro ncia es la c mos en cua l plan de c . i/plancontinge ficación n nuevo aná eran eficac cusa para e ia, no signif vance a la das o impo sino pers os aconteci continuidad atro etapas: contingenc enciaorganiza álisis de ces para evitar el fica que hora de ortantes sonales. mientos d de las : cia acional.
- 133. l c p d a Las tr la ejecució capacidad para las res El pl determina l a la materia Los subpla Plan realiza Plan continge res primera n del plan de organiza spuestas e 1.8 lan de co las contram alización de Figura 49 nes compre de respa ación, custo •Pla ant dic •El nec inm adv •El des es ant de encia as hacen re una vez oc ación en ca n caso de e 8.2.3. S ontingencia medidas ne e cualquier 9. Sub Fuen enderán las aldo: revis odia y revis an de respald tes de que se ha Materializac plan de e cesarias dura mediatamente versos de la am plan de recu spués de mate restaurar el e tes de la mater 85 eferencia al currido el s aso de sinie emergencia Subplanes s compren cesarias en amenaza. bplanes de nte: elaboraci s siguientes ión de ex sión de las do. Contempla materialice un ción. emergencia. ante la mater después. Su menaza. uperación. Co erializada y co estado de las rialización de la componen siniestro. La estro sirvien a. del plan d nderá tres n cada mom el plan de c ión propia. s previsione xtintores, copias de r a las contram na amenaza. S Contempla rialización de finalidad es ontempla las m ontrolada la am cosas tal y co a amenaza. nte prevent a planificac ndo como p de conting s subplane mento del t contingenc es: simulacros respaldo. medidas preve Su finalidad es las contrame una amena paliar los e medidas nece menaza. Su fin omo se encont ivo y la últi ción aumen punto de pa encia es. Cada tiempo resp cia s de ince entivas evitar edidas za, o fectos sarias alidad traban ma a nta la artida plan pecto endio,
- 134. 86 Plan de emergencia: activación del precontrato de alquiler de equipos informáticos, restauración de las copias de respaldo, reanudación de la actividad. Plan de recuperación: evaluación de daños, traslado de datos desde la ubicación de emergencia a la habitual, reanudación de la actividad, desactivación del precontrato de alquiler, reclamaciones a la compañía de seguros. 1.8.2.4. Medidas técnicas humanas y organizativas El plan de contingencias contendría someramente las siguientes contramedidas: Medidas técnicas Extintores contra incendios Detectores de humo Salidas de emergencia Equipos informáticos de respaldo Medidas organizativas Seguro de incendios Precontrato de alquiler de equipos informáticos y ubicación alternativa Procedimiento de copia de respaldo Procedimiento de actuación en caso de incendio Contratación de un servicio de auditoría de riesgos laborales
- 135. 87 Medidas humanas Formación para actuar en caso de incendio Designación de un responsable de sala Asignación de roles y responsabilidades para la copia de respaldo 1.8.2.5. Ámbito geográfico de la planta Ámbito departamental. La planta se localiza en el departamento de Escuintla, municipio de Masagua. Topografía. Escuintla se encuentra situada sobre la cordillera (Sierra Madre), por lo que su estructura es accidentada y con una pendiente que termina en el mar. En su parte norte, el departamento se encuentra propiamente sobre la cordillera eruptiva del país, ofreciendo un aspecto variado en su topografía: grupos volcánicos como los del Pacaya, notable en el sistema de la América Central serranía de complicadas y elevadas crestas altiplanicies dilatadas desfiladeros y barrancos profundos cráteres que revelan la actividad volcánica y lagunas que son pruebas de los trastornos geológicos verificados en el suelo. Masagua. Es uno de los municipios del departamento de Escuintla y desde Guatemala, se puede acceder por la ruta nacional 3 o carretera Interoceánica CA-9, que en el departamento une la cabecera, Escuintla, con el Puerto de San José. Es de aclarar que esta carretera quedó marginada por la construcción de la autopista hacia Puerto Quetzal, con lo que las poblaciones quedaron sobre una ruta ahora convertida en secundaria. El ferrocarril dejó de transitar hace años.
- 136. 88 Altitud: el promedio del municipio es de 100 metros sobre el nivel del mar, sin mayores variaciones. Su cabecera municipal se ubica en los paralelos: Longitud: 90,5 grados 1 minuto 34 segundos Latitud: 14 grados 12 minutos 05 minutos Sus colindancias son: Norte: Escuintla y San Vicente Pacaya Este: Guanagazapa e Iztapa Sur: San José Oeste: La Democracia El territorio del municipio es de 448 kilómetros cuadrados y está habitado por 32 245 personas, para una densidad poblacional es de 72 habitantes por kilómetro cuadrado, inferior a la media nacional que se ubica en 117 habitantes por kilómetro cuadrado, para 2011. El idioma predominante en el municipio es el castellano, pues la población indígena es mínima. Clima del municipio Para determinar el clima de un espacio geográfico, es necesario tomar en cuenta todos los factores edáficos que intervienen en el mismo. Para el espacio geográfico que delimita el municipio de Masagua, los factores que intervienen son los siguientes: Montañas y cerros El municipio de Masagua no tiene grandes variaciones en el relieve, el que posee las características generales de la región costera del Pacífico. Solo se
- 137. 89 conocen como montañas La Campana y Laguna Blanca. La altura promedio del municipio es de 100 metros sobre el nivel del mar. El municipio tiene suelos de la serie Bucul de origen aluvial, siendo arcillas neutras de color café rojizo; los suelos de textura franco arenosa son de productividad agrícola y son intensamente trabajados con cultivos limpios, especialmente con caña de azúcar. Hidrografía El municipio de Masagua está irrigado por los siguientes ríos, 19 en total: Achiguate, Cueros o Mijangos, La Pedrera, Piedras Coloradas, Ceniza, La Cañada, Limón, Ulapa, Cristalino, La Mora, Naranjo, Agua Zarca, Escalante, La Virgen, Quitasombrero, Botón Blanco, Guacalate, Las Hojas y Seco. Existe, además, un riachuelo de nombre Placetas. Los zanjones conocidos son: El Pájaro, Las Pozas, Orruego, La Morita , Los Ayotes, Poza de Dolores, Suquite, Las Malicias, Marucas, Santa Elena y Zarco. Entre las quebradas se encuentran: del Hacha, Frijolillar, Las Cañas, Monte Largo, del Muerto, Guayabillo, Las Trozas, Quiebra, Hacha Seca, El Perol, La Pedrera , Limón y Quitasombrero. Completan el panorama hidrográfico las lagunetas Cara Sucia, El Flor, El Lobón y Orruego. Los ríos Achiguate y Guacalate son los más caudalosos. El Achiguate es el más conocido no solo por su caudal, sino por los daños que ocasiona anualmente al salirse de cauce, lo que desnuda la falta de planes tanto de prevención como de atención a las emergencias. Como siempre, la población pobre es la más expuesta a la vulnerabilidad.
- 138. 90 El manantial Poza de San Juan proporciona el agua que surte a la cabecera municipal. La profundidad de la capa freática es de 2 a nueve metros. Temperatura El carácter del clima es cálido húmedo, teniendo la temperatura una media anual de 25,5 grados centígrados, con variación mínima de 3,8 grados entre los meses menos cálidos (noviembre-enero, con temperaturas promedio de 23,9) y los meses más calurosos (marzo-mayo, con temperaturas medias de 35 grados). La distribución diaria de la temperatura sigue una curva que alcanza los valores máximos entre las 12:00 y las 15:00 horas y los valores mínimos entre las 19:00 y las 07:00 horas. Precipitación pluvial La precipitación pluvial oscila entre 703 a 2063 milímetros anuales, siendo los meses lluviosos de abril a octubre, con los últimos dos meses como los que tienen mayores precipitaciones. La lluvia cae en promedio de 109 a 115 días de lluvia. En cuanto a la humedad relativa, puede llegar hasta 90 por ciento, de acuerdo al régimen de lluvias. Las fluctuaciones diarias que se observan tienen una variación entre la tarde-noche y la madrugada (17:00 a 06:00), llegando a tener valores cercanos a la saturación. La humedad relativa a medio día es relativamente poca.
- 139. 91 Geología La erosión de las montañas del norte del departamento de Escuintla provocó a lo largo de los milenios, que los ríos depositarán enormes cantidades de sedimentos. Por su parte, los volcanes también contribuyeron con enormes masas de cenizas. De esta manera, la planicie en que se encuentra Masagua está formada por materiales volcánicos variados, en forma de sedimentos aluviales o como productos eruptivos. El clima y las condiciones del suelo han permitido la diversidad de zonas de vida con que cuenta el país. En la región de la costa sur se pueden identificar primordialmente dos zonas de vida: el bosque húmedo sub-tropical cálido y el bosque muy húmedo sub-tropical cálido. Sin embargo, en la actualidad es raro encontrar vegetación en estado natural, pues los bosques cedieron paso al cultivo de la caña de azúcar, el algodón, a los pastos. Con baja densidad se pueden encontrar algunas de las especies sobrevivientes: cedro, caoba, conacaste, matilisguate, las cuales tienen un importante valor económico. Recursos naturales La riqueza natural ha cedido espacio al cultivo de café, de cardamomo, las plantaciones de algodón, caña de azúcar, y la ganadería. Las zonas antes cubiertas de selvas tropicales, hoy poseen ecosistemas abiertos de sabana. Por condición natural, la sabana es húmeda, con árboles aislados de conacaste, ceiba y palo blanco. La orilla del mar se compone de arenas grises y residuos de las materias volcánicas del norte. Escuintla es recorrida por muchas corrientes pluviales cuyo destino es el océano Pacífico.
- 140. 92 Figura 50. Mapa del departamento de Escuintla Fuente: mi blog chapín. Conoce todo de Guatemala. http://miblogchapin.files.wordpress.com/2009/10/escuintla.jpg?w=468. Consultada el 10 diciembre de 2011.
- 141. l e e d Figu F Pued la geodinám encontramo erupciones del suelo ca ra 51. Fuente: mapa www. consu 1.8 den ser end mica intern os los su volcánicas ausadas po Fotografí a aéreo de Es GoogleEarth ultada el 10 d 8.2.6. F dógenos o a o externa cesos de s, los tsuna or licuefacc 93 ía aérea de scuintla, Goog .files.wordpre iciembre de 2 Fenómenos exógenos, a de la Tier origen te amis o mare ción o el mo el departam gle Earth ess.com/2009 2011. s geodinám según sea rra. Dentro ectónico co emotos y la ovimiento d mento de E 9/10/escuintla micos an eventos de este tip omo los t as grandes e las fallas Escuintla a.jpg?w=468 s generados po de desa terremotos s deformaci geológicas s por astres , las iones s.
- 142. Fen sup inc y e agu sal Fen torn clim tem atm gen agr glo nómenos h perficie y e cluyen las in el anegamie ua o caud inización, e nómenos a nados y ve máticos tal mperatura e mosférica c neran a s ravados po obales. Figura 5 hidrológicos l interior de nundacione ento de zon dal, la ero el agotamie atmosféricos endavales, es como l e incendio omo los hu su vez ev or la inten 52. Inc Fuente: inc http Co 94 s. Relacion e la corteza es en gener nas bajas p osión terre ento de acu s. Son suce las lluvias as heladas s forestale uracanes y ventos hid sidad de s cendio fore endios forest p://www.alerta nsultada el 15 4 nados con a terrestre. ral, los des por el aume estre y co íferos, la de esos de ori s torrencia s, las gran es y evento el fenóme drológicos sus efecto estal en Za ales. atierra.com/T 5 de marzo d la dinámic Dentro de bordamient ento súbito ostera, la esertificació igen meteo les y torm nizadas, ca os de inte eno de El N y geodiná os o por c acapa, Gua TierIncendiosg e 2011. ca del agu e esta categ tos de ríos o de volúme sedimentac ón y las seq orológico, co entas, fenó ambios fue eracción oc Niño. Estos ámicos ex cambios cli atemala guat.htm. a en la goría se y lagos enes de ción, la quías. omo los ómenos ertes de ceánico- últimos xtremos, máticos
- 143. 95 Fenómenos biológicos. Referidos básicamente a epidemias y plagas que pueden afectar al ser humano, animales o cultivos. Entre los primeros destacan las enfermedades causadas por virus, entre los segundos, las nubes de langostas, las abejas africanas y la reproducción excesiva de roedores. En cuanto a los eventos antrópicos, es posible distinguir entre: Sucesos tecnológicos. Relacionados con fallos de sistemas por descuido, falta de mantenimiento, errores operativos, falta de materiales o mal funcionamiento mecánico. Algunos ejemplos pueden ser los accidentes aéreos y de embarcaciones, los accidentes ferroviarios, rompimiento de presas, explosiones, incendios industriales, etc. Sucesos contaminantes. Relacionados con la acción de agentes tóxicos o peligrosos para el ser humano y el medio ambiente, como los escapes de sustancias químicas peligrosas, derrames de petróleo, emisiones nucleares, etc. Sucesos antropogénicos y conflictos. Provocados accidental o intencionadamente por el ser humano, como guerras, acciones terroristas, vandalismo en general, conflictos civiles y militares violentos. 1.8.2.7. La sismología La sismología (del griego seísmos = sismo y logos= estudio) es una rama de la geofísica que se encarga del estudio de terremotos y la propagación de las ondas mecánicas (sísmicas) que se generan en el interior y la superficie de la Tierra.
- 144. 96 La sismología es la rama de la geofísica que estudia el fenómeno de los temblores que ocurren en nuestro planeta Tierra. Sus principales objetivos son: El estudio de la propagación de las ondas sísmicas por el interior de la Tierra a fin de conocer su estructura interna El estudio de las causas que dan origen a los temblores La prevención de daño La sismología incluye, entre otros fenómenos, el estudio de maremotos y marejadas asociadas, vibraciones previas a erupciones volcánicas. En general los terremotos se originan en los límites de placas tectónicas y son producto de la acumulación de tensiones por interacciones entre dos o más placas. “La interpretación de los sismogramas que se registran al paso de las ondas sísmicas permite estudiar el interior de la tierra”. 14 Por su origen, los sismos se clasifican en naturales o artificiales. Los sismos naturales son los producidos por fallas geológicas (tectónicas), la actividad volcánica y en menor importancia, por agentes meteorológicos tales como el oleaje del mar. Los sismos artificiales son todos aquellos producidos por la actividad del hombre, entre las principales están las explosiones para la exploración minera, explosiones nucleares, microsismicidad producida por fábricas y el tráfico de vehículos pesados. Los sismos de origen tectónico presentan el mayor peligro o amenaza para el hombre. Se producen por el movimiento relativo entre dos partes de la corteza a lo largo de una falla. 14 Wikipedia. La Enciclopedia Libre. http://es.wikipedia.org/wiki/ondas_de_sismos%.individual. Consultada el 16 de marzo de 2011.
- 145. 97 El punto del cual parten las ondas sísmicas se denomina hipocentro, que se identifica por sus coordenadas geográficas (latitud y longitud) y profundidad. El epicentro es la proyección del hipocentro sobre la superficie de la Tierra y se identifica únicamente con las coordenadas geográficas. Los parámetros principales de un sismo se identifica por el hipocentro, tiempo origen (momento en que se generan las ondas) y el tamaño (magnitud). Para calcular las coordenadas del hipocentro: latitud, longitud y profundidad, se utilizan los registros del temblor en varias estaciones. En cada registro se miden los tiempos de arribo de las ondas, éstas se reconocen por el cambio brusco en la amplitud y frecuencia del registro respecto al ruido ambiente. En el registro de un sismo local (<100 kilómetros) se distinguen dos fases o arribos de ondas principales, conocidas como fase P (primaria) y fase S (secundaria). La fase P es con la que se inicia el sismograma y la fase S es, generalmente, el segundo cambio grande en amplitud que se observa. Conceptos relacionados con la sismología Falla. Es una fractura en las rocas a lo largo de la cual ha habido movimiento por lo menos en los últimos 10 000 años. Terremoto. Cualquier movimiento sísmico que produce daños de importancia, y pérdidas humanas. Tsunami (maremoto). Es el resultado del movimiento sísmico del fondo oceánico transmitido a la masa del agua, produciendo las olas sísmicas marinas.
- 146. Lat (ce Lon de Hip la o Ep sup Fu titud. Dista ero) -Ecuad ngitud. Dist Greenwich pocentro o onda sísmic icentro. Es perficie de l Figu uente: los ter http://w Consul ncia medid dor-, expres tancia med h, expresad foco. Es el ca, y se loc el punto s la Tierra, ún ura 53. remotos - que www.lahistoria ltada el 15 de 98 da hacia el sada gener ida hacia e a generalm punto del caliza con la situado vert nicamente Epicentro e es epicentro aconmapas.c e octubre de 2 8 l norte o e ralmente en el este o el mente en gr interior de atitud, longi ticalmente se represe y foco de o. com/2012/03/e 2011. el sur, resp n grados y m oeste, res rados y min la Tierra de itud y profu encima de nta por latit un terremo el-epicentro-y pecto al pa minutos. pecto al me nutos. e donde se undidad. el hipocentr tud y longit oto y-el-hipocentr ralelo 0 eridiano e origina ro, en la tud. ro-.html.
- 147. 99 Distancia epicentral. Es la distancia medida en línea recta entre el epicentro y la estación de observación. Tiempo de origen. Es el instante en que el sismo se produce en el hipocentro. Tiempo de recorrido. Es el lapso de tiempo desde que se origina el sismo, hasta el arribo de las ondas sísmicas al punto de observación. Sismómetro. Instrumento mecánico o electrónico que detecta el movimiento del suelo ocasionado por las ondas sísmicas. Sismógrafo. Aparato que registra en papel la señal del sismómetro. Sismograma. Gráfica producida por el sismógrafo que representa el movimiento del suelo. Intensidad. Escala utilizada para medir la fuerza con que se sintió un sismo, o los daños ocasionados. La más utilizada actualmente es la escala de Mercalli modificada. Magnitud. Escala utilizada para medir el tamaño de un sismo, es decir, la cantidad de energía que liberó. La más conocida es la escala de Richter. Según datos estadísticos, anualmente sacuden la Tierra unos 80 000 sismos, gran parte de los cuales sólo son percibidos por aparatos de registro especiales denominados sismógrafos. La zona del interior de la Tierra donde
- 148. 100 ocurre un sismo recibe el nombre de hipocentro o foco, y la zona de la superficie donde ese sismo presenta mayor intensidad se denomina epicentro. Más de un millón de veces al año, la corteza terrestre se agita bruscamente durante un terremoto. La mayoría de los terremotos del mundo son muy leves. Un suave terremoto se deja sentir como el paso de un camión; un fuerte terremoto puede destruir las carreteras y los edificios, y forma grandes olas en el mar. Los terremotos a menudo suceden cerca de los volcanes y sistemas montañosos jóvenes, donde están los bordes de la tierra. Zonas de terremotos: fallas: los terremotos tienen lugar en las grietas de la corteza denominada fallas. Los terremotos más profundos tienen lugar en donde una placa esta deslizándose bajo la otra. Placas deslizándose: los terremotos suceden en los frentes en expansión, zonas de subducción y fallas de transformación, donde dos placas se deslizan una junto a otra. La tensión se acumula en la roca y produce un brusco movimiento que coloca a la roca en una nueva posición. Pueden producirse sacudidas previas al terremoto, y nuevas sacudidas tras él. Ondas sísmicas: las ondas sísmicas se propagan por el interior de la Tierra con velocidades, frecuencias y amplitudes que dependen de las características físicas de las rocas que atraviesan.
- 149. v d h p ( s t F En la varias fase diferentes t hay tres fas El pri poca ampl (primae und Cierto superponié transversal Fuente: onda http:/ Cons mayor part es, que co tipos de on ses de onda mer tren d itud y peq dae), causa tiempo d éndose a es o de ciz Figura 54 s sísmicas. //www.iesfuen sultada el 15 te de los sis orresponde ndas que se as principa de ondas e queño perío adas por la después de ellas, emp zalladura, de 101 4. Ond ntenueva.net/ de marzo de smos se pu n a la lleg e originan e les: está constit odo. Son compresió e la llega piezan a enominada das sísmic /proyecto/inde 2011. ueden distin gada a la en ellos. G tuido por m las ondas ón. ada del p llegar ond as ondas S as ex.ondas:tect nguir con ba estación eneralmen movimiento preliminar rimer tren das de m (secundae tonica-de-plac astante cla sísmica de te, en un s os verticale res, u onda de onda mayor amp e undae). cas. ridad e los sismo es de as P as, y plitud,
- 150. 102 Posteriormente a la llegada de estos trenes de ondas, se produce la fase principal del sismo, con la llegada de ondas de mayor amplitud (ondas largas). Las ondas Love, u ondas O L, son ondas superficiales de baja velocidad de propagación que únicamente se originan cuando hay determinados estratos. En ellas, el movimiento de las partículas afectadas es perpendicular a la dirección en que se propagan. Finalmente, existe un último tipo de ondas, las Rayleigh, u ondas R, en las que los movimientos de las partículas sólidas tienen lugar en un plano vertical, pero en sentido opuesto a la dirección de propagación. Magnitud e intensidad de los sismos: actualmente, para valorar la importancia de los terremotos se utilizan dos parámetros: uno objetivo, la magnitud, y otro más subjetivo, la intensidad. Mediante la magnitud se intenta determinar la cantidad total de energía liberada en el foco o hipocentro de un sismo. Se calcula midiendo la amplitud que presentan en un sismograma cierto tipo de ondas, detectadas por sismógrafos estándares. La escala de magnitudes más utilizada es la de Richter, que comprende diez grados, de 0 a 9, siendo cada grado de magnitud diez veces superior a la del inmediatamente anterior. El concepto de intensidad de un sismo es mucho más subjetivo, pues se basa en la apreciación de los efectos que ha provocado en superficie. Es evidente que la intensidad de un sismo dependerá básicamente de su magnitud. Sin embargo, sus efectos superficiales también estarán condicionados por la profundidad a que se encuentra el hipocentro o foco.
- 151. 103 En igualdad de magnitud, los efectos de un sismo, y por tanto su intensidad, serán tanto mayores cuanto más superficial sea el hipocentro. Para conocer la intensidad de los sismos se utilizan varias escalas, como la de Mercalli y la MKS-1964, cada una de las cuales distingue doce grados de intensidad sísmica. Tipos de sismos: los grandes sismos no son nunca fenómenos aislados. En general, van precedidos de sacudidas poco importantes, denominadas premonitorias, y seguidos de otras sacudidas, también débiles, que reciben el nombre de réplicas. En los grandes sismos, y como consecuencia de estas sacudidas secundarias, la inestabilidad del suelo puede durar varios días. Uno de los primeros datos que interesa conocer de un movimiento sísmico es la profundidad del hipocentro. En la actualidad se sabe que los sismos ocurren a todas las profundidades comprendidas entre la superficie terrestre y los 700 kilómetros. Atendiendo a la profundidad del hipocentro se distinguen varios tipos de aquéllos: superficiales, caracterizados por tener su hipocentro a profundidades no superiores a los 70 kilómetros (a este grupo pertenecen la gran mayoría de los sismos que se registran); Intermedios, cuyos focos se localizan a profundidades comprendidas entre 70 y 300 kilómetros, profundos, con hipocentros localizados entre 300 y 700 kilómetros. Efectos de los sismos: los efectos de los sismos pueden ser: primarios, producidos directamente por la dislocación o la causa del movimiento sísmico, y secundarios, a causa del paso de las ondas sísmicas por la zona. Los efectos primarios varían con la causa que produce el sismo, mientras que los secundarios siempre son semejantes.
- 152. 104 Los efectos secundarios macrosismicos (visibles a simple vista) pueden ser permanentes o transitorios. Los permanentes, como derrumbamientos, daños en edificaciones, son los que se analizan objetivamente para establecer la intensidad del sismo que los ha producido. Los efectos secundarios transitorios son vibraciones, estruendos, grandes movimientos de las aguas de lagos y mares (por ejemplo, maremotos), etc. Los efectos primarios son principalmente deformaciones y desplazamientos, cambios del curso de ríos y torrentes, etc. 1.8.2.8. Forma de medición de los sismos Se puede medir la magnitud e intensidad de un terremoto (también llamado seísmo o sismo o, simplemente, temblor de tierra). Para ello, se utilizan varias escalas; las más comunes son la de Richter y la de Mercalli. 1.8.2.8.1. Richter La escala sismológica de Richter, también conocida como escala de magnitud local (ML), es una escala logarítmica arbitraria que asigna un número para cuantificar la energía liberada en un terremoto, denominada así en honor del sismólogo estadounidense Charles Richter (1900-1985). 1.8.2.8.2. Mercalli La Escala de Mercalli es una escala de 12 grados desarrollada para evaluar la intensidad de los terremotos a través de los efectos y daños
- 153. 105 causados a distintas estructuras. Debe su nombre al físico italiano Giuseppe Mercalli. 1.8.2.9. Cronología de los sismos más importantes del siglo XX en Guatemala Los eventos sísmicos son relativamente frecuentes en Guatemala. El país se encuentra en una zona de fallas que atraviesa Guatemala y forma el límite tectónico entre la placa del Caribe y la placa Norteamericana. Esta zona de fallas se conforma principalmente por la falla de Motagua y la Falla de Chixoy- Polochic. Además, a lo largo de la costa sur-occidental de Guatemala, la placa de Cocos empuja contra la placa del Caribe, formando una zona de subducción conocida como la Fosa Mesoamericana, ubicado unos 50 kilómetros de la costa del Pacífico de Guatemala. Esta zona de subducción, que condujo a la formación del Arco Volcánico Centroamericano, es una importante fuente de actividad sísmica en alta mar. Estos dos procesos tectónicos mayores han generado deformaciones en la placa del Caribe y producido zonas de falla secundarias, como la de Mixco, Jalpatagua, y Santa Catarina Pinula. Se presentara un resumen de los principales eventos ocurridos en el presente siglo, indicando los parámetros más importantes y algunos comentarios de carácter macrosísmico. El terremoto de 1902. El 18 de abril a las 20:23:50 horas. Ocurrió un sismo fuerte que ocasionó daños principalmente en Quetzaltenango y Sololá. Hubo reportes de aproximadamente 200 muertos, sin embargo es difícil pensar que un evento tan fuerte no cobrara más vidas. La magnitud del evento fue 7,5.
- 154. 106 Localización en 14,90 grados de latitud Norte, 91,50 grados de longitud oeste, y 60 kilómetros de profundidad aproximadamente. El terremoto de 1913. El día 8 de marzo a las 08:55 horas, tuvo como principal acontecimiento la destrucción de Cuilapa, cabecera departamental de Santa Rosa, reportó muchas víctimas. Es importante mencionar que éste y otros eventos sucedidos en las fallas del Norte son de poca profundidad (5 a 6,5 kilómetros.) lo que los hace ser muy locales y destruyen en un perímetro muy reducido del epicentro. No se tiene localización exacta del epicentro. Los terremotos de 1917 y 1918. Dos de los eventos famosos del presente siglo. En realidad no fueron dos sismos, sino una serie, posiblemente un enjambre, en el cual las condiciones se prestaron para reconocer estos dos eventos como los más importantes. Después de elaborar una consulta por varios meses al respecto, se puede definir la actividad de la siguiente forma: El 27 de noviembre de 1917 se hizo sentir un fuerte evento en las proximidades de la capital, para ser exactos, sus más fuertes efectos se sintieron en el municipio de Villa Nueva, equivocadamente la población lo consideró parte de la actividad del volcán de Pacaya, que se encuentra próximo a esa población. Al parecer, un período de actividad del volcán sucedió en esas fechas. Según información de los diarios de la época, la actividad continuó percibiendo en los días subsiguientes, hasta que el día 26 de diciembre a las 05:21:00 horas. Una gran liberación de energía tuvo lugar y destruyó en gran parte el centro de la capital y las proximidades.
- 155. 107 A esta le sucedió otra, un posible post-evento (aftershock, continuación de la liberación de la energía), a las 06:18:00. Este acontecimiento prácticamente libera de posibilidades volcánicas a la actividad, puesto que los eventos volcánicos están limitados a una decena de kilómetros debido a su superficialidad. A pesar de la destrucción del edificio ocupado por el principal diario que en ese entonces existía (diario de Centro América), para principios de 1918 se pudo recuperar un poco de información, la cual nos reporta el fenómeno con la misma intensidad en los alrededores a la capital (50 kilómetros por lo menos), lo que nos da como parámetro importante la superficie del evento. Se reportaron más de 250 personas muertas. El lógico pensar que posterior a estos dos eventos, tuvieron que darse una serie de microeventos para compensar el desplazamiento interno del terremoto ocurrido. El 4 de enero de 1918 a las 04:30.10 y 04:32.25 horas, dos nuevos eventos sacudieron la ciudad. El final de la fuerte actividad lo marcó el 24 de enero aproximadamente a las 07:30 horas. Este último reportó bastantes daños, pero es lógico pensar que la ciudad había sufrido bastantes sacudidas; de tal manera que no se puede definir si el evento fue más o menos fuerte que los anteriores. El 11 de enero de 1918 se hizo presente T. C. Morris, asistente en los trabajos de infraestructura en la zona del Canal de Panamá, quien obedeciendo órdenes superiores realizó un informe de lo observado; consideró de mucha importancia la opinión, puesto que la persona contaba con amplios conocimientos sobre construcción y define bien los daños a estructuras hechas de adobe y ladrillo, los cuales carecen de refuerzo y trabajan principalmente por gravedad.
- 156. 108 De acuerdo a Morris, en su informe del 27 de febrero quien al parecer también tenía conocimientos sobre aspectos sismológicos, la actividad catalogada hasta ese entonces, de 9 grados de intensidad en la antigua escala de Rossi-Forel, fue definida por él de 5 grados en la misma escala, lo que implica 6 grados en la escala actual, aproximadamente (escala MM). No se tiene la localización exacta del hipocentro. El terremoto de 1942. El día 6 de agosto a las 23:36.98 horas, se registró el terremoto de mayor magnitud hasta la fecha Ms = 8,3 tuvo localización en 13,9 grados latitud norte y 90,8 grados longitud oeste. La profundidad fue de 60 kilómetros y causó los siguientes efectos: Departamento de Guatemala: en Amatitlán. 253 casas con daños leves, 99 destruidas y 196 con daños de consideración, en Villa Nueva. Paredes de algunas casas se derrumbaron, no se registraron muertos, en San Pedro Sacatepéquez. Ligeros daños en edificios, en - San Juan Sacatepéquez. Edificios municipales y varias casas con desperfectos. El resto de los municipios lo sintió, pero no se registraron problemas. Departamento de Sacatapéquez: palacio de los Capitanes Generales, algunos templos católicos y casas particulares sufrieron desperfectos de poca consideración, derrumbes en la carretera entre la capital y la ciudad de Antigua Guatemala. Departamento de Chimaltenango: en la cabecera departamental, edificios públicos y privados sufrieron desperfectos. En los municipios de Comalapa, Tecpán y Patzicía, varios edificios y casas destruidas, algunos muertos. Acatenango prácticamente fue destruida, hubo bastantes
- 157. 109 muertos. En el resto de los municipios ligeros daños materiales fueron reportados. Departamento de San Marcos: en la cabecera departamental se dañaron varios edificios públicos, el resto de los municipios lo sintieron pero no reportaron daños. Departamento de Totonicapán: daños ligeros en casas, fue sentido en así todos los municipios. Departamento de Quiché: daños ligeros en casas, fue sentido en casi todos los municipios. Departamento de Sololá: daños ligeros en casas, fue sentido en casi todos los municipios. Departamento de Escuintla: varios edificios, entre ellos la Jefatura de Policía y varias casas fueros destruidos, no se reportaron muertos. En los departamentos de Huehuetenango, Santa Rosa, Chiquimula, Alta y Baja Verapaz, se reportaron pocos daños materiales, pero fue sensible en casi todos los municipios. El terremoto de 1959. Se registró el día 20 de febrero a las 18:16.33 horas. Puede ser considerado como uno de los eventos destructores más al Norte del territorio nacional, tuvo localización en 15, 94 grados latitud Norte y 90, 59 grados longitud oeste, la profundidad fue de 48 kilómetros. El evento
- 158. 110 presentó los estragos más importantes en la población de Ixcán, departamento de Quiché. El terremoto de 1976. Al hablar de grandes terremotos en Guatemala, las mediciones matemáticas indican que el evento de 1942 ha sido el de mayor cantidad de liberación de energía en lo que va del siglo, sin embargo, no ha sido el más destructor. Posiblemente por la ubicación del evento y la menor población existente en la época influyeron en ello. El evento que más estragos ha causado en el presente siglo es sin duda el terremoto de 1976. Fue registrado el día 4 de febrero a las 03:03:33 horas, localizado en 15,32 grados latitud norte y 89,10 grados longitud oeste, de características superficiales, alrededor de 5 kilómetros, de profundidad y magnitud Ms= 7,5 grados. Los efectos de la ruptura fueron desastrosos, se registraron mediciones de desplazamiento horizontal de más de 3 metros, en algunas partes a lo largo de la falla, se crearon aceleraciones muy altas que ocasionaron la destrucción de miles de viviendas en las zonas adyacentes, incluyendo el valle de la ciudad capital, se registraron cerca de 25 000 muertos y 75 000 heridos y aunque no se fijaron cifras exactas, se calcula que las pérdidas excedieron un mil doscientos cincuenta mil millones de dólares estadounidenses. Activación del sistema de fallas de Mixco.
- 159. g G y Fuente En la grados en Guatemala y cerca de Figura e: terremotos http://es.wik Consultada madrugad n la escal . El sismo o cuatro millo 55. Te en Guatema kipedia.org/w a el 15 agosto a del 4 de a de Rích ocasionó u ones de da 111 erremoto d la. wiki/Anexo:Ter o de 2011. febrero de hter estrem nos 23 000 mnificados e 1976 en rremotos_en_ e 1976 un m meció a ca 0 muertos, a s. Guatemala _Guatemala. movimiento asi todo e además de a o telúrico de el territorio e 76 000 he e 7,6 o de eridos
- 160. 112 El terremoto de Uspantán en 1985. Registrado el 11 de octubre a las 03:39.17 horas. Se considera este evento importante por haber destruido una cuidad casi por completo, característico de los fallamientos del Norte, fue superficial (5 Kilómetros de profundidad), localizado en 15,3 grados latitud Norte y 90,9 grados longitud Oeste, magnitud Ms = 5,0 grados; posiblemente el evento de menor magnitud con efectos destructores en el presente siglo. El terremoto de Pochuta en 1991. El 18 de septiembre a las 03:48:13 se produjo un evento sísmico superficial de 5,3 grados de magnitud, en la región sur-oeste de Chimaltenango, lo cual causó destrozos de por lo menos el 80 por ciento de la población de San Miguel Pochuta, registrándose una intensidad máxima de VII MM. en la zona de mayor desastre. Posterior al evento principal se desarrolló un enjambre sísmico que en las primeras 24 horas registró por lo menos 436 réplicas que oscilaron entre 0,6 y 4,0 grados de magnitud (Mc) detectados por la Red Sismográfica Nacional. Debe tomarse en consideración que en su mayor parte los destrozos fueron ocasionados debido a la mala construcción de las viviendas del lugar (en su mayoría construcciones de adobe), efectos posteriores fueron agregados con el bloqueo de los ríos El Jiote y Nicán por la gran cantidad de derrumbes ocurridos (correntadas de lodo) a los alrededores debido a la composición geológica existente. El saldo final fue de 25 personas muertas, 185 con heridas de consideración y 2 300 viviendas destruidas aproximadamente (Dato obtenido del informe de datos del Comité Nacional de Emergencia -CONE-). Los parámetros básicos del evento principal obtenidos con la red son los siguientes: tiempo origen: 03:48:13, epicentro: 14 grados 24,12 minutos N, 91 grados 03,06 minutos, profundidad focal: 32 kilómetros, magnitud: 5,3 Mc.
- 161. 113 El terremoto de Tucurú de 1995. El 19 de diciembre a las 14:56:06 se registró un sismo de magnitud Ml= 5,3 en la escala de Richter, localizado a una profundidad de 10 kilómetros. Murió una persona y varias más resultaron heridas por derrumbes. Se reportaron algunas casas dañadas en San Miguel Tucurú y Tamahú, también hubo varios deslizamientos de tierra en la región epicentral. La máxima intensidad reportada fue IV (Cobán, Alta Verapaz) y fue sensible en la Ciudad Capital, con intensidad III. El sismo del 10 de enero de 1998. El 10 de enero a las 02:20:10 se produjo un sismo de magnitud 5,8 Mc en la escala de Richter. Este evento inició una serie de réplicas que se extendió hasta el 20 de enero. El evento principal fue seguido de otro, de menor magnitud, a las 02:37:31 horas. La magnitud de este evento fue de 4,4 Mc en la escala de Richter. Todos los eventos sísmicos tuvieron sus epicentros en la zona de subducción, frente a las costas de Retalhuleu y Suchitepéquez. Esta actividad produjo aproximadamente 600 sismos entre el 10 y el 12 de enero, de los cuales 24 fueron reportados como sensibles. Hasta el 20 de enero se reportaron 35 sismos sensibles, con magnitudes entre los 3,3 Mc y 5,8 Mc grados en la escala de Richter. Este enjambre sísmico produjo daños en Quetzaltenango, Retalhuleu, Suchitepéquez, San Marcos, Sololá, Totonicapán, Escuintla y la Ciudad Capital. También fue sensible en Huehuetenango, Alta Verapaz, Baja Verapaz, Santa Rosa, Tapachula, México y El Salvador. El reporte de daños de la Coordinadora Nacional para la Reducción de Desastres —CONRED— indica que hubo 4 personas heridas, 520 personas afectadas por la destrucción de viviendas, 5 casas afectadas severamente,
- 162. 114 1 moderadamente dañada y 20 con daños menores, hubo 8 derrumbes, 1 incendio y algunos postes cayeron. Los parámetros básicos de los eventos principales son los siguientes: tiempo origen: 02:20:10.7, epicentro: 14 grados 00.13minutos N, 91grados 45,60 minutos, profundidad focal: 33 kilómetros, magnitud: 5,8 Mc (INSIVUMEH), máxima intensidad: VII M, tiempo origen: 02:37:31.7, epicentro: 14 grados 14.94 minutos N, 90 grados 57,12 minutos W, profundidad focal: 33 kilómetros, magnitud: 4,4 Mc, máxima intensidad: VI M M. Posteriormente, el 2 de marzo a las 20:24:46 horas. Se produjo un sismo de magnitud 5.6 Mc en la escala de Richter. Después de una serie de réplicas, se registró un segundo evento de magnitud 4,8 Mc en la escala de Richter, a las 22:18:19 horas. Nuevamente esta serie de sismos tuvo como área epicentral, la zona de subducción frente a las costas de Retalhuleu y Suchitepéquez. Esta actividad continuó hasta el 7 de marzo y produjo aproximadamente 400 sismos, de los cuales se reportaron 11 como sensibles, con magnitudes entre 3,5 Mc y 5,6 Mc en la escala de Richter, y aunque no hubo reporte de pérdidas humanas, si hubo daños materiales en Quetzaltenango, Retalhuleu, Suchitepéquez, San Marcos y la ciudad Capital. También fue sensible en Huehuetenango, Alta Verapaz, Baja Verapaz, Escuintla y Tapachula México. Los parámetros básicos de los eventos principales son los siguientes: tiempo origen: 20:24:46.0 (local), epicentro: 13 grados 52,92 minutos N, 91grados 52,38 minutos W, profundidad focal: 33 Kilómetros, magnitud: 5.6 Mc (INSIVUMEH), máxima intensidad: V M M, tiempo origen: 22:17:19.3 (local) epicentro: 13 grados 59,76 norte N, 90 grados 48, 54 minutos oeste profundidad focal: 33 kilómetros, magnitud: 4,8 Mc (INSIVUMEH), máxima intensidad: III M M.
- 163. 115 1.8.2.10. Tormentas y precipitaciones de lluvia Estas han aumentado considerablemente en los últimos años debido al cambio climático, por el crecimiento exagerado de la población y otros factores sociales y naturales. Clasificación de precipitaciones acuosas Lluvia, es un fenómeno atmosférico de tipo acuático que se inicia con la condensación del vapor de agua contenido en las nubes. Según la definición oficial de la Organización Meteorológica Mundial, la lluvia es la precipitación de partículas líquidas de agua, de diámetro mayor de 0,5 milimetros de gotas menores, pero muy dispersas. Si no alcanza la superficie terrestre, no sería lluvia sino virga y si el diámetro es menor sería llovizna. La lluvia se mide en milímetros al año, menos de 200 son insuficientes, entre 200 y 500 son escasas, entre 500 y 1 000 son suficientes, entre 1 000 y 2 000 son abundantes y más de 2 000 son excesivas. La lluvia depende de tres factores: la presión, la temperatura y, especialmente, la radiación solar. Llovizna, lluvia muy débil en la que a menudo las gotas son muy finas e incluso pulverizadas en el aire. En una llovizna la pluviosidad o acumulación es casi inapreciable. Popularmente se le llama garúa, orvallo, sirimiri. Chubasco, es una lluvia de corta duración, generalmente de intensidad moderada o fuerte. Pueden estar acompañados de viento.
- 164. 116 Tormenta eléctrica, es una lluvia acompañada por actividad eléctrica y habitualmente por viento moderado o fuerte, e incluso con granizo. Las tormentas pueden tener intensidades desde muy débil a torrenciales, e incluso a veces son prácticamente secas. Oficialmente se clasifica como día de tormenta aquél día en el que al menos un observador escucha un trueno. Aguacero, es una lluvia torrencial, generalmente de corta duración. Monzón, lluvia muy intensa y constante propia de determinadas zonas del planeta con clima estacional muy húmedo, especialmente en el océano Índico y el sur de Asia. Manga de agua o tromba, es un fenómeno meteorológico de pequeñas dimensiones pero muy intenso, que mezcla viento y lluvia en forma de remolino o vórtices Tormenta tropical, una tormenta tropical es aquel fenómeno de la meteorología que se describe como parte de la evolución de un ciclón tropical. Específicamente se habla de este tipo de tormenta cuando la velocidad promedio del viento, durante un minuto, alcanza cifras dentro del rango de los 63 a los 118 kilómetros por hora. Como es posible de ver en los noticiarios y a lo largo de la historia, estas tormentas siempre son llamadas de cierta forma, la que guarda relación con el orden de aparición en el año y en términos del alfabeto. Esto de acuerdo a la relación determinada para todo el año por el comité de Huracanes de la Asociación Regional.
- 165. 117 Las tormentas tropicales son comprendidas como los ciclones tropicales que están bien organizados y que poseen un núcleo a alta temperatura en el cual el viento promedio, a nivel de la superficie del mar, que como ya se mencionaba, se trata de la velocidad promedio en un minuto, fluctúa entre los 63 y los 118 kilómetros por hora. Para medir la intensidad de estas tormentas, se usa una tabla llamada escala de Beaufort, en donde se asigna un número que va del 0 al 12, de menor a mayor intensidad; entre el 11 y el 12 ya se habla de un huracán, fenómeno de mayor intensidad y velocidad de viento. Con un número de la escala bajo, menor de 7 hablamos de depresión tropical, luego de tormenta tropical, para llegar a los huracanes, tan conocidos y devastadores. “Las altísimas velocidades que alcanzan los vientos de este tipo de tormentas podrían hacer de ellas un fenómeno bastante peligroso. Por lo tanto, ante una tormenta tropical, es necesario tener en cuenta las recomendaciones de los expertos para tomar ciertas precauciones ante los peligros y amenazas evitando tragedias humanas”. 15 15 Wikipedia. La enciclopedia Libre. http://es.wikipedia.org/wiki/tormentas_tropicales/tormentas. Consultada el 15 de octubre de 2011.
- 166. La las pers Guatema Hu torm agu dad y m Vie hora o 1 viento e del mism Fue posterio Fuente: ma http Con tormenta a sonas que ala. racanes, s mentas car uas cálidas do a su pot movimiento entos que e 119 kilóme n las estruc mo. ertes prec res al hura Figura 56 apa tormenta A p://climaya.co nsultada el 15 a su paso d perdieron son depresi racterizada s oceánicas tencial des errático. Lo exceden lo tros por ho cturas fijas cipitaciones acán. El niv 11 6. Map Agatha. om/2010/05/to 5 de octubre d ejó por lo m la vida tr iones tropic s por vient s a bajas la structivo, su os fenómen os 64 nudo ora). Los d y por los o s de vari vel de las p 8 pa tormenta ormenta-tropic de 2011. menos 100 ras este fe cales que os centrípe atitudes y s u zona de i nos asociad os potencia años son c objetos que os días precipitacion a Agatha cal-agatha-y- muertos. L enómeno se desarro etos. Estos son especia nfluencia, o dos con hur a del hurac causados p e vuelan co de duraci nes depend -afectan-guate La gran may natural fue ollan como se genera almente pe origen espo racanes so cán, (74 mi por el impa omo conse ón, anteri de de la hu emala. yoría de eron de fuertes an sobre ligrosos ontáneo n: illas por acto del cuencia iores y umedad
- 167. 119 ambiental y de la velocidad y magnitud del huracán. Las precipitaciones pueden saturar los suelos y causar inundaciones como consecuencia del exceso de escorrentía (inundación de suelos), pueden causar derrumbes como consecuencia del sobrepeso y la lubricación de los materiales de la superficie pueden dañar los cultivos al debilitar el soporte de las raíces. Olas ciclónicas, combinadas con mareas altas, pueden inundar fácilmente las zonas bajas que carecen de protección. 1.8.2.11. Desbordamientos y llenas por lluvia Se pueden distinguir dos tipos de inundaciones: desbordamiento de ríos causadas por la excesiva escorrentía como consecuencia de fuertes precipitaciones, e inundaciones originadas en el mar, o inundaciones costeras, causadas por olas ciclónicas exacerbadas por la escorrentía de las cuencas superiores. Los tsunamis son un tipo especial de inundación costera. Inundaciones costeras. Las olas ciclónicas son un crecimiento anormal del nivel del mar asociado con huracanes y otras tormentas marítimas. Las olas ciclónicas están causadas por fuertes vientos de la costa o por celdas de muy baja presión y tormentas oceánicas. El impacto de las olas y de los objetos asociados con el pasaje del frente de la ola. Las fuerzas hidrostáticas y dinámicas los efectos de las bombas de carga de agua. Los daños más significativos resultan a menudo del impacto directo de las olas sobre las estructuras fijas. Los impactos indirectos causan inundaciones y socavamiento de infraestructuras tales como autopistas y vías de ferrocarril.
- 168. La por la i movimie Figura 5 Fuente De exc des nat tiem áre dañ inundación influencia d ento en los c 57. Vist la t e: inundacion http://clima Consultada sbordamien cede la cap sbordan la turales y p mpo en tod ea cercana ños causad n de los de de las ma canales. ta aérea de tormenta t nes en Escuin ya.com/2010 a el 15 de oct nto de ríos pacidad de as márgen puede esp dos los cu a planicies dos por inun 12 ltas y otras areas, las el departam ropical Ag ntla. /05/tormenta- tubre de 2011 s. El desbor los canales nes del río perarse que rsos de ag s de inunda ndaciones. 20 s zonas cos olas de to mento de E atha -tropical-agat 1. rdamiento d s para cond o. Las inu e ocurran gua. El est ación es un steras bajas ormenta y Escuintla i tha-y-afectan- de los ríos ducir el agu undaciones a interval tablecimien na de las m s está exac por el fre nundado d -guatemala/e ocurre cua ua y por lo t s son fenó os irregula nto humano mayores cau cerbada ecuente durante escuintla. ando se tanto se ómenos ares de o en un usas de
- 169. 121 2. SITUACIÓN ACTUAL DE LA EMPRESA 2.1. Historial de accidentes Debido a que la planta es nueva, no se registran accidentes fuertes, excepto accidentes con lesiones muy leves, que no han requerido de suspensión para los trabajadores. 2.2. Causas de accidentes en la planta Los accidentes laborales no son fruto de la casualidad, los accidentes se causan. Se sabe que el accidente de trabajo se puede evitar en un alto porcentaje. Causas básicas e inmediatas. No se deberán confundir las causas básicas con las causas inmediatas. Por ejemplo, la causa inmediata de un accidente puede ser la falta de un elemento de protección, pero la causa básica puede ser que el elemento de protección no se utilice porque resulta incómoda. Por ejemplo, no ponerse el casco, porque da calor. Será de importancia tratar de localizar y eliminar las causas básicas de los accidentes, porque si solo se actúa sobre la causa inmediata, los accidentes volverán a producirse.
- 170. 122 2.3. Elementos que provocan accidentes En la planta de producción se observarán las causas básicas que podrían ocasionar accidentes y se dividirán en causas básicas por factores personales y por factores de trabajo. Las más comunes son: Causas básicas por factores personales: Falta de capacitación para desarrollar el trabajo que se tiene asignado Falta de motivación o motivación inadecuada Intentar ahorrar tiempo o esfuerzo y evitar incomodidades Lograr la atención de los demás, expresar hostilidad Existencia de problemas o defectos físicos en el trabajador Causas básicas por factores de trabajo: Falta de normas de trabajo o normas de trabajo inadecuadas Diseño o mantenimiento inadecuado de las máquinas y equipos Hábitos de trabajo incorrectos El uso y desgaste normal de equipos y herramientas Uso inadecuado o incorrecto de equipos, herramientas e instalaciones de trabajo Causas Inmediatas. Las causas inmediatas podrán dividirse en actos inseguros y condiciones inseguras.
- 171. 123 Actos inseguros, se puede mencionar: Realizar trabajos para los que no se está debidamente autorizado Trabajar en condiciones inseguras o a velocidades excesivas No dar aviso de las condiciones de peligro que se observen, y que no estén señalizadas No utilizar, o anular, los dispositivos de seguridad con que van equipadas las máquinas o instalaciones Utilizar herramientas o equipos defectuosos o en mal estado No usar las prendas de protección individual establecidas o usar prendas inadecuadas Realizar bromas durante el trabajo Reparar máquinas o instalaciones de forma provisional Realizar reparaciones para las que no se está autorizado Adoptar posturas incorrectas durante el trabajo, sobre todo cuando se manejan cargas a brazo Usar ropa de trabajo inadecuada (con cinturones o partes colgantes o desgarrones, demasiado holgada, con manchas de grasa, etc.) Usar anillos, pulseras, collares, medallas, cuando se trabaja con máquinas con elementos móviles (riesgo de atrapamiento) Utilizar cables, cadenas, cuerdas, eslingas y aparejos de elevación, en mal estado de conservación Sobrepasar la capacidad de carga de los aparatos elevadores o de los vehículos industriales Colocarse debajo de cargas suspendidas Introducirse en posos, cubas o espacios cerrados, sin tomar las debidas precauciones Transportar personas en los carros o carretillas industriales
- 172. 124 Condiciones inseguras. Las condiciones inseguras observadas en la planta son: Falta de protecciones y resguardos en las máquinas e instalaciones Protecciones y resguardos inadecuados Falta de sistema de aviso, de alarma, o de llamada de atención Falta de orden y limpieza en los lugares de trabajo Escasez de espacio para trabajar y almacenar materiales Almacenamiento incorrecto de materiales, apilamientos desordenados, bultos depositados en los pasillos, amontonamientos que obstruyen las salidas de emergencia Niveles de ruido excesivos Iluminación inadecuada (falta de luz deslumbramiento) Falta de señalización de puntos o zonas de peligro Existencia de materiales combustibles o inflamables, cerca de focos de calor Huecos, pozos, zanjas, sin proteger ni señalizar, que presentan riesgo de caída Pisos en mal estado; irregulares, resbaladizos, desconchados Falta de barandillas y rodapiés en las plataformas y andamios Los actos inseguros dependerán de las personas y los fallos técnicos dependerán de las cosas. Los fallos técnicos no requieren demasiados comentarios; son los fallos de los medios de los que utilizamos para trabajar (maquinaria, herramientas, equipos auxiliares, materiales, instalaciones, etc.).
- 173. 125 Estos fallos pueden ser debidos a: Incorrecto diseño de las máquinas, equipos, instalaciones Incorrecto mantenimiento de los mismos Los factores que se describen pueden hacer que la persona no sepa, no pueda, o no quiera trabajar con seguridad. El accidente viene provocado por el encadenamiento de los factores descritos. Si se eliminarán estos, el accidente no se producirá. Sobre los actos inseguros y fallos técnicos podrán actuar más fácilmente y con más eficacia, es decir, que para evitar accidentes lo mejor es eliminar los fallos técnicos y los actos inseguros, en la mayor medida posible. 2.4. Enfermedades más comunes en los operadores En la planta se han presentado los siguientes casos de enfermedades: Enfermedades renales en 2 empleados siendo influencia de ello el calor producido por el clima del lugar y el calentamiento de las máquinas Enfermedades respiratorias y gripales, debidas a la absorción de polvillos Pérdida gradual relativa del sentido del oído ocasionado por la exposición al ruido de las maquinas de las áreas de producción y la falta de equipo de protección Alergias e irritaciones oftalmológicas ocasionados por la exposición a polvillos de materia prima y de alimentos procesados, y por la falta de equipo de protección para la vista, tales como los lentes de protección
- 174. No deben c trabajad Fac entorno precaria derivado ocasiona Fig Pre viven las debajo especial trabajo econom gente. Trab estres se han pr considerar l ores de la p ctores labo de exigen s ocasion os de esas ar trastorno gura 58. Fuente: tras http Co ecariedad l s personas del límite incidencia no cubren ía el facto bajo sante resentado los siguien planta: orales susce ncia elevad an una a s circunsta os psicológi Element psicológ stornos psico p://sandramile nsultada el 15 aboral. Se s trabajado considerad a cuando lo las neces r con el q Precariedad laboral 12 casos de t tes factore eptibles de da y com aparición ancias. Los cos son los tos potenc gicos lógicos. enacordoba.w 5 de octubre e denomina oras que, s do como os ingreso sidades bá ue se cue Acoso lab 26 trastornos p s para evit e producir t petitividad, creciente s elemento s siguientes ciales que o wikispaces.co de 2011. a precaried sufren unas normal. La s económi ásicas de nta para c boral Tr esfu psicológico tar que se rastornos p así como de trasto os potenci s: ocasionan m/riesgos+ps ad laboral s condicion a precarie cos que se una perso cubrir las n rabajo con uerzo mental os sin emb den casos psicológicos o las cond rnos psico ales que trastornos sicologicos. a la situac nes de trab dad labora e perciben na, ya que necesidade Trabajo monótono rutinario argo se s en los s. En el diciones ológicos podrían s ción que bajo por al tiene n con el e es la es de la o y o
- 175. 127 Relaciones laborales precarias. La temporalidad de los contratos de trabajo es uno de los factores que más contribuyen a la precariedad laboral. Otra percepción de precariedad es la retribución salarial que se obtenga por el trabajo realizado y que muchas veces resulta insuficiente para cubrir las necesidades mínimas vitales que permitan a una persona poder vivir de forma autónoma. La jornada de trabajo que se tenga y el calendario anual laboral también puede ser percibido como síntoma de precariedad cuando muchas personas tienen que trabajar a tiempo parcial diario lo que les impide lograr la retribución necesaria o tener en cambio que trabajar jornadas de trabajo muy superior a la legal para poder conseguir el salario necesario como consecuencia de tener un sueldo muy bajo. También se considera precariedad la que sufren aquellos trabajadores que no son dados de alta en la Seguridad Social y por tanto carecen de las prestaciones que les da derecho a quienes están protegidos por la Seguridad Social. Las estadísticas de siniestralidad laboral indican que la incidencia de accidentes de trabajo es más alta entre la población con trabajo precario que las que tienen empleo estable, por desconocimiento y aplicación de las normas de seguridad de los trabajadores precarios y la realización a cargo de éstos de las actividades más nocivas y peligrosas. Trabajo estresante. En el ámbito laboral, se denomina estrés laboral a un conjunto de reacciones nocivas tanto físicas como emocionales que concurren cuando las exigencias del trabajo superan a las capacidades, los recursos o las necesidades del trabajador. La exposición prolongada al estrés en el trabajo afecta el sistema nervioso disminuyendo la resistencia biológica y perturbando el balance fisiológico
- 176. 128 natural del organismo (homeostasis). Por todo ello el estrés puede ocasionar varios problemas somáticos y psíquicos. Algunas de las consecuencias negativas que ocasiona el estrés en el ámbito laboral, serán las siguientes: Se puede desarrollar como trastorno psicológico agudo Puede originar un incremento de accidentes laborales Aumenta la tasa de absentismo laboral o bajo rendimiento de los trabajadores que lo padecen Puede conducir a la incapacidad laboral por alteraciones somáticas o psicológicas Se puede crear un clima psicosocial negativo en los centros de trabajo Trabajo con esfuerzo mental. Las tareas que requieren gran exigencia intelectual provocan fatiga mental o nerviosa como consecuencia de una exigencia excesiva de la capacidad de atención, análisis y control del trabajador, por la cantidad de información que recibe y a la que, tras analizarla e interpretarla, debe dar respuesta.
- 177. s d p e p h p h c p a Figura El esf se debe re de producc persona po exigencias producción humano de puede dar humanas, e Los s cansancio, precisión e actividad, a a 59. Fuente: fatig http: Con fuerzo men alizar para ción y gest orque a me muy eleva . Un exces el conjunto lugar a niv en concreto síntomas d alteracion n los movim aumento de Tendencia ga laboral. ://www.jmcprl sultada el 15 ntal se defin conseguir ión aument enudo se in adas o pa so de autom operativo, veles de ex o, de las ca de fatiga m es en la c mientos, y s e errores, et 129 a principal l.net/glosario/ de octubre d ne como la un resultad tan de form ntroducen n ra dar resp matización p pero no r xigencia qu apacidades mental son: capacidad se traduce tc. de la fatig /fatiga%20lab de 2011. cantidad d do concreto ma conside nuevas tec puesta a u puede com reducir la c ue van má cognitivas : dolores d de atenció en disminu ga y la recu boral.htm. de esfuerzo o. Los siste erable las d cnologías p una elevad mportar la e carga de tra s allá de la y de toma de cabeza ón, somnole ución del re uperación o intelectua emas mode demandas d ara aliviar da demand xclusión de abajo, sino as capacid de decision , sensació encia, fallo ndimiento, l que ernos de la unas a de el ser o que dades nes. n de os de de la
- 178. El principio define e la perso derivado activació hipovigil se da e situación F Tra realizar Tener q o perman buen fu de esfuerzo m os ergonóm l término fa ona. Adem os del esfu ón que pue ancia carac n tareas d n repetitiva Figura 60. Fuent abajo monó tareas rep ue elegir entre pciones Vigilar nentemente el uncionamiento el equipo Tener cálculos cierta c mental est icos relacio atiga como más de la uerzo ment ede aparec cterizada po e control y en la que s Tareas te: esfuerzo m http://www Consultada ótono y ru petitivas sin Operar co más s Tener decisione el p que realizar numéricos de complejidad 13 tá regulado onados con la alteració fatiga, se tal: la mon cer en tare or la reducc y la saturac se tiene la s s usuales q mental labora w.jmcprl.net/g a el 15 de oct utinario. L n apenas e on maquinaria sofisticada que tomar es rápidas en proceso Nece programa eq 30 o por la n n la carga d ón tempora e contempl otonía, def eas largas ción de la c ción menta sensación d que requie l. losario/fatiga/ tubre de 2011 La monoto esfuerzo y Respuesta típ Memoriz tareas sidad de ación de los quipos norma ISO de trabajo m l de la efici an tambié finida como , uniforme capacidad d al, es decir de no ir a n eren esfuer /mental%20la 1. onía en el de forma a a errores no picos zación para rutinarias Realizar r rápidas típ O 10 075, mental. Esta iencia funci én otros s o reducció s y repetit de detecció el rechazo ninguna par rzo mental aboral.htm. trabajo su continuad Manejar in sobre los re la ta Manej informac ejecuta respuestas a errores picos titulada a norma ional de íntomas ón de la tivas; la ón y que o a una rte. urge de a en el nformación esultados de area ar más ción para ar tareas
- 179. 131 tiempo, así como la ausencia de iniciativa personal en la organización de la tarea que se realiza. El trabajo monótono y rutinario efectuado en un ambiente poco estimulante es propio de la producción en masa y determinadas tareas de oficina. También aparece la monotonía cuando se realizan tareas en lugares aislados faltos de contactos humanos. La monotonía y el trabajo repetitivo dependen de: Número de operaciones encadenadas de que conste la tarea Número repetitivo de veces que la tarea se realiza durante la jornada de trabajo Las actividades monótonas influyen negativamente en las facultades de la persona de forma unilateral, de lo que resulta una fatiga más rápida e incluso la aparición de depresiones psíquicas así como dolores musculares causados por posturas estáticas. La realización de trabajos monótonos y repetitivos puede desencadenar trastornos músculo-esqueléticos si ellos se realizan con malas posturas o movimientos incómodos. Entre los factores físicos de riesgo cabe citar la manipulación manual, la aplicación de fuerza con las manos, la presión mecánica directa sobre tejidos del cuerpo, las vibraciones y los entornos de trabajos fríos. En el trabajo monótono o rutinario la persona actúa mecánicamente, no presta atención a lo que hace y pierde concentración, se distrae y se despista. Para evitarlo, el trabajo puede ser repetitivo en cierto modo, pero no rutinario, es bueno que el trabajador conozca bien su secuencia de trabajo, pero sin llegar a aburrirse.
- 180. Figura 61. Re ca Fuente: h epresentac ausas coti fatiga laboral http://www.jm Consultada e 13 ción esque dianas de . mcprl.net/glosa el 15 de octub 32 emática de fatiga ario/fatiga/me bre de 2011. el efecto ac ental%20labo cumulativo oral.htm. o de las
- 181. 133 Acoso laboral. También conocido como acoso psicológico en el trabajo, hostigamiento laboral, es un continuado y deliberado maltrato verbal o modal que recibe un trabajador por otro u otros que se comportan con él de manera cruel y que atenta contra el derecho fundamental de todo ser humano a la dignidad y a la integridad física y psicológica. La persona que sufre acoso psicológico en su trabajo recibe un tipo de violencia psicológica reiterada a través de conductas de maltrato en el ámbito de su trabajo por sus jefes (acoso descendente) compañeros (acoso horizontal), subordinados (acoso ascendente), de forma sistemática y recurrente, durante un período que puede llegar a durar meses e incluso años. El acoso psicológico tiene como objetivo intimidar, reducir, aplanar, apocar, amedrentar y consumir emocional e intelectualmente a la víctima, con vistas a eliminarla de la organización o satisfacer la necesidad insaciable de agredir, controlar y destruir que suele presentar el hostigador, que aprovecha la situación que le brinda la situación organizativa particular para canalizar una serie de impulsos y tendencias psicopáticas. El acoso laboral está considerado no tanto como una nueva enfermedad sino como un riesgo laboral de tipo psicosocial. El cuadro de daño psicológico más habitual en los casos de mobbing suele ser el síndrome de estrés postraumático en su forma cronificada. Un cuadro que muy frecuentemente se confunde con depresión y problemas de ansiedad y que suele ser muy mal identificado. Síndrome de trabajador quemado (burn-out), es traducido literalmente como quemarse, se trata de un estado de vacío interior, de desgaste espiritual, de infarto al alma, en el que la persona afectada no sólo ha
- 182. 134 gastado sus energías recargables, sino su sustancia ha sido atacada y dañada. Muestras de daños físicos y psicológicos causando enfermedades son parte del síndrome de burn-out. El síndrome burn-out se debe a distintas causas múltiples, no necesariamente una sola, y se origina siempre en largos períodos. Se ha encontrado en múltiples investigaciones que el síndrome ataca especialmente cuando el trabajo supera las ocho horas, no se ha cambiado de ambiente laboral en largos períodos y en la paga mal remunerada, sin embargo en personas que laboran en amplias jornadas pero bien remuneradas es poco común la presencia del síndrome. Agotamiento emocional, que se refiere a la disminución y pérdida de recursos emocionales Despersonalización o deshumanización, consistente en el desarrollo de actitudes negativas, de insensibilidad y de cinismo hacia los receptores de servicio prestado Falta de realización personal, con tendencias a evaluar el propio trabajo de forma negativa, con vivencias de insuficiencia profesional y baja autoestima personal Síntomas físicos de estrés, como cansancio y malestar general
- 183. 135 Tabla. XII. Fatiga y recuperación en niveles de actividad Nivel de actividad Período Fatiga por: Recuperación por: Vida laboral Décadas Esfuerzo excesivo durante décadas Jubilación Fases de la vida laboral Años Esfuerzo excesivo durante años Vacaciones Secuencias de turnos de trabajo Meses o semanas Régimen de turnos desfavorable Fin de semana días libres Un turno de trabajo Un día Estrés superior al límite de resistencia Tiempo libre, períodos de descanso Tareas Horas estrés superior al límite de resistencia Período de descanso Parte de una tarea minutos estrés superior al límite de resistencia Cambio de factores de estrés Fuente: fatiga laboral. http://www.jmcprl.net/glosario/fatiga/mental%20laboral.htm. Consultada el 15 de octubre de 2011. 2.5. Seguridad de los operadores Se deberá brindar seguridad a los trabajadores a través de un plan de contingencia que incluye las medidas respectivas de seguridad en diferentes puestos de trabajo, con el fin de evitar accidentes y pérdidas.
- 184. Fa aplic un p de s e h ind Figura 62. Fue Figura 63 alta de cación de programa eguridad higiene dustrial. Riesgos mecánico Factor ente: inseguri http://ww Consulta 3. Ries F os Riesgos eléctricos 13 res que pro idad laboral. ww.uv.esl/Pa ada el 15 de sgos labora Fuente: elabor Fa Aplica un p contin s Riesgo químico 36 ovocan la pers/FactorH octubre de 20 ales que se ración propia lta de ación de plan de ngencia. os os Rie ma ma insegurida Humanoinsegu 011. e dan en l . esgos por anejo de ateriales ad laboral uridadlaboral a planta Inseg lab Accid .html. guridad boral dentes
- 185. F Fue Figura 64. ente: carga y e http://ww Consulta Tipos exige exigencias en ww.psicologia ada el 26 de n 137 y consecu encias – re n el trabajo. a-online.com/e noviembre de uencias de cursos ebooks/riesgo e 2011. e las relaci os/glosario.sh ones html.
- 186. Figuraa 65. C Fuente: ca ht Co Componen arga y exigen ttp://www.psic onsultada el 2 13 ntes del pr ncias en el tra cologia-online 26 de noviem 38 roceso de t abajo. e.com/ebooks mbre de 2011. tensión y c s/riesgos/glos . consecuen sario.shtml. ncias
- 187. m e p 2 Los mantenimie equipos, as pueden me F 2.5.1. R riesgos d ento del eq sí como las encionarse Figura 66. Riesgos m e este ti quipo, negli s malas pr los siguient Forma Fuen proy 139 ecánicos ipo se d igencia en rácticas de tes: as elementa nte: elaboraci aplastam cizallam corte enganc atrapam arrast impac perforac punzonam fricción o a yección de só erivarán d los proces uso del eq ales de pe ión propia. miento miento e che miento tre cto ción miento abrasión ólidos o fluidos de malas sos de ope quipo, entr ligro mecá s prácticas ración de e re estos rie ánico del estos esgos
- 188. Figura 6 Los protecció entendie acceso d máquina Un para gar forma, u etc. En precauc funciona únicame serios da su form (arista cortant parte aguda 7. Co fun s resguard ón a toma endo como de las pers a. resguardo rantizar la p un resguard el caso d ión, con el amiento. ente por pe años a la sa ma as tes, es as) su r (z atra ndiciones ndamentale F os se deb r para el c resguardo sonas o de o es un ele protección m do puede se del molino objeto de e Además e ersonal auto alud. Ver fig posición relativa zonas de apamiento) 14 generada es que pro Fuente: elabor berán de co control de : un medio sus miem emento de mediante u er denomin de martillo evitar que la esta máqu orizado. De gura 68. su masa y estabilidad (energía potencial) 40 as por parte ovocan pe ración propia onsiderar c los peligro o de protecc bros al pun una máqui na barrera nado carcas os, la máq a máquina uina debe e darse un su ma veloci (ener cinéti es o piezas ligro mecá . como la p os mecánic ción que im nto o zona ina utilizad material. D sa, cubierta quina cuen sea abierta ser revisa accidente asa y dad rgía ica) su me def s de máqu ánico rimera med cos en má mpide o dif de peligro o específic Dependiend a, pantalla, nta con av a mientras ada y ma podrían ca resistencia ecánica a la rotura o formación y uinas dida de áquinas, ficulta el de una camente do de su puerta, visos de está en anejada, ausarse su acumulació de energía por muelles depósitos a presión. n , o a
- 189. p . Los ri planta son Herra de ma altura Opera Fuente iesgos mec principalme mientas qu ateriales se por encima ario que se Figura 68. e: complejo ind cánicos a ente: ue han caíd e puede pre a de lugare ha caído d 141 . Molino dustrial COIN los cuales o en opera esentar po es de tránsi de andamio o de marti NCO, Masagu estarán su arios desde or que las to, en el ár s llos ua, Escuintla. ujetos los un nivel su instalacion rea de prod operarios e uperior, la c es discurre ucción en la caída en en
- 190. 142 Herramientas que han caído en operarios desde un nivel superior Golpes y quebraduras de operarios en silos por barredora Quemaduras provocadas por vapor a operarios por mal manejo de este Cortaduras de operarios por mala inspección en transportadores Golpes con cadenas y fajas de los motores que se encuentran en los transportadores Atrapamiento en mecanismos móviles de las maquinas, al realizar limpieza. 2.5.2. Riesgos eléctricos Los riesgos eléctricos que se correrán en la planta se derivarán de la calidad de los aislantes en los motores, cables expuestos por mantenimiento deficiente, calentamiento de equipo por sobrecarga en el sistema de suministro eléctrico. Choque eléctrico por contacto con elementos en tensión (contacto eléctrico directo), o con masas puestas accidentalmente en tensión (contacto eléctrico indirecto) Quemaduras por choque eléctrico, o por arco eléctrico Caídas o golpes como consecuencia de choque o arco eléctrico
- 191. 143 Incendios o explosiones originados por la electricidad La corriente eléctrica puede causar efectos inmediatos como quemaduras, calambres o fibrilación, y efectos tardíos como trastornos mentales. Además puede causar efectos indirectos como caídas, golpes o cortes, este tipo de lesiones ya han ocurrido en la planta por negligencia en el uso del equipo de protección personal y la falta de concentración cuando se realizan trabajos o mantenimientos con equipos de alto voltaje. Los principales factores que influyen en el riesgo eléctrico son: La intensidad de corriente eléctrica La duración del contacto eléctrico La impedancia del cuerpo humano, que depende fundamentalmente de la humedad, la superficie de contacto y la tensión, la frecuencia de la tensión aplicada La tensión aplicada. En sí misma no es peligrosa pero, si la resistencia es baja, ocasiona el paso de una intensidad elevada muy peligrosa. La relación entre la intensidad y la tensión no es lineal debido al hecho de que la impedancia del cuerpo humano varía con la tensión de contacto Frecuencia de la corriente eléctrica. A mayor frecuencia, la impedancia del cuerpo es menor. Este efecto disminuye al aumentar la tensión eléctrica
- 192. 144 Trayectoria de la corriente a través del cuerpo. Al atravesar órganos vitales, como el corazón pueden provocarse lesiones muy graves. Golpes contra objetos, caídas, ocasionados tras el contacto con la corriente, ya que aunque en ocasiones no pasa de crear una sensación de chispazo desagradable o un simple susto, esta puede ser la causa de una pérdida de equilibrio y una consecuente caída o un golpe contra un determinado objeto. A veces la mala suerte hace que este tipo de accidentes cobren la vida de personas en contacto con tensiones aparentemente seguras, han sucedido descargas eléctricas a operadores al momento de dar mantenimiento a los tableros eléctricos, la mayoría de estos accidentes se derivarán a que el operario no utiliza guantes de protección. Quemaduras debidas al arco eléctrico. Se derivarán sucesos de este tipo al momento de energizar equipo de algo voltaje, produciendo quemaduras de primero y segundo grado. Frente a estos riesgos eléctricos se deberá de dotar el cuadro de la instalación cuando se encuentre sometido a agentes atmosféricos, de un grado de protección, las cajas de conexión serán estancadas, se revisarán trimestralmente los cables de alimentación para detectar posibles fallos de aislamiento y se dotara la instalación de protección contra sobrecargas y contra contactos eléctricos indirectos. La falta de mantenimiento y remplazo de las tuberías, que se encuentran corroídas, oxidadas o en mal estado, puede ocasionar un corto circuito y por lo tanto un incendio. La figura 69 es del área de extrusión.
- 193. m u s y 2 Este microingred utilizar el eq En el se podrán y por derra Fuente .5.3. R tipo de diente (se quipo de pr equipo de presentar a mes del mi Figura e: complejo ind Riesgos qu riesgo ta dará por a rotección ad dosificació accidentes smo. 145 69. Rie dustrial COIN ímicos ambién se aspiración decuado. ón de quími por la man esgo eléct NCO, Masagu e suscitará de químico ico hacia lo ipulación d trico ua, Escuintla. á dentro o en polvo os silos de directa, cont del área ), estos po granos tam tacto con la a de or no mbién a piel
- 194. Vías de Inh con has nat ata imp filtr de car Otr pro F penetració halación. L n el aire, pe sta los alv turaleza qu acando a lo prescindible radas por lo los gases rbono, ácid ras intoxica ocedentes d Comp qu igura 70. F n. Serán la Las partícu enetrarán e véolos pulm uímica pro os órganos e protegers os pelos y e tóxicos qu do cianhídr aciones po de disolven posición ímica 14 Factore Fuente: elabor s siguiente las muy fin en el sistem monares y ovocarán e s (cerebro, se. Las pa el moco nas ue actúan p rico, sulfuro odrán ser tes como: b forma materi producto 46 es de riesg ración propia s: nas, los gas ma respirato de allí pa efectos de , hígado, r artículas de sal, donde por absorc o de hidró producidas benceno, m ial del o p d go químico . ses y los va orio, siendo asar a la s mayor a riñones, etc e mayor ta quedarán r ión inhalad ógeno, vapo s por abso metanol, nitr via de penetracion del producto químico o apores se m o capaces d sangre. Se menor gr c.). Y por maño pued retenidas. A dora: monó ores de m orción de v robenceno. RIESGO QUÍMIC mezclan de llegar egún su ravedad eso es den ser Algunos óxido de mercurio. vapores . O CO
- 195. i p m Absor produ atrave vez in Ingest depen y la ur Fi Los ti influir en co provocaran manejados rción cutáne cir intoxica esar la barr ngresado al tión. La ndiendo de rgencia de gura 71. pos de pro omo penetr n. Las prin son: sólido ea. El cont ación por rera defens mismo. sustancia su natural su atención Vías de Fuen oductos qu rarán en el ncipales fo os, polvos, R Inhal 147 acto prolon absorción siva y ser d ingerida eza, siendo n, la cual n penetració nte: elaboraci ímicos que organismo ormas mat líquidos y g Riesgo qu ingesti ación abs cu ngado de la cutánea, distribuido p conllevara o diferente unca es me ón de sust ión propia. e se manip o y en algun teriales de gases. ímico ión sorción utanea a piel con e ya que e por todo el a un ries la graveda enor. tancias quí pulan en la na medida los produ el tóxico, po el tóxico p organismo sgo espec ad del accid ímicas a planta pu en el daño uctos quím odrán uede o una cífico dente eden o que micos
- 196. 148 Sólidos. Los sólidos serán las formas de los productos químicos probables que ocasionen envenenamiento químico, aunque algunos podrán provocar envenenamiento si tocan la piel o pasan a los alimentos cuando se ingieran. Los productos químicos en forma sólida podrán desprender vapores tóxicos que se pueden inhalar, los sólidos pueden ser inflamables y explosivos, además de corrosivos para la piel (entre estos podemos citar las trampas que se colocan para roedores que utilizan carnada solida y que en algunas ocasiones han sido arrastradas por estos hacia algunos puntos de la planta). Polvos. Se conformarán por pequeñas partículas de sólidos. El principal peligro de los polvos peligrosos es que se podrán respirar y penetrar en los pulmones. Las partículas más pequeñas son las más peligrosas porque podrán penetrar en los pulmones y tener efectos dañinos, o bien ser absorbidas en la corriente sanguínea y pasar a partes del organismo, o causar lesiones a los ojos. En determinadas condiciones los polvos podrán explotar, por ejemplo en silos de cereales o en harineras, estos se concentran en las áreas de microingredientes que se dosifican directamente en la mezcla del producto, es decir del saco a las tolvas de espera, produciéndose emanaciones. Líquidos. Muchos productos químicos líquidos desprenderán vapores que se podrán inhalar y ser sumamente tóxicos, según la sustancia de la que se trate. La piel puede absorber las sustancias químicas líquidas. Algunos productos podrán dañar inmediatamente la piel y otros pasan directamente a través de la piel a la corriente sanguínea por lo que podrán trasladarse a distintas partes del organismo. Las humedades y los vapores son a menudo invisibles, en el proceso de mezcla húmeda se inyecta a la mezcladora grasa vegetal y melaza que forma parte de las materias
- 197. 149 primas, uno de los riesgos potenciales de estos materiales se derivara del sobrante en el proceso de mezcla húmeda, que se almacena en toneles al pie de la mezcladora para ser utilizado como reproceso posteriormente. Gases. Es fácil detectar la presencia de gases por su color o por su olor, pero hay otros gases que no se pueden ver ni oler en lo absoluto y sólo se pueden detectar con un equipo especial. Los gases podrán ser inflamables o explosivos, los gases generados en la planta se encuentran principalmente en el área de caldera específicamente en el retorno de condesado, debido a que se emanan vapores del químico aplicado para tratamiento del agua de la caldera. Actividades en las que se estará expuesto a riesgos químicos: Tareas de soldadura Operaciones de desengrase Operaciones de fundición Destilaciones, rectificaciones y extracciones Limpieza con productos químicos 2.5.4. Riesgos por manejo de materiales Manejo de material Los riesgos que se darán en la planta son una combinación del mal manejo de las cargas por falta de instrucciones de ergonomía como también la falta de uso de equipo para el esfuerzo que requieren estas actividades, el sistema de estibación de las materias primas.
- 198. 150 Se puede citar la estibación de las líneas de ensaque en el entarimado, así como la clasificación de las materias primas dentro de la bodega al no contar con delimitaciones adecuadas o barreras físicas. Los riesgos asociados a la manipulación de cargas son los siguientes: Caída de objetos por deficiente sujeción de la carga Caída de objetos desprendidos por rotura de los elementos de sujeción, (ganchos, cuerdas cables.) Choques contra objetos móviles por oscilación de la carga Volteo de producto estivado Lesiones por carga de materia prima o producto terminado 2.6. Condiciones generales de las instalaciones La planta está clasificada como un edificio de segunda categoría, por lo tanto su ventilación e iluminación son de tipo natural, a continuación se describirá el contexto de la planta y sus características de infraestructura con respecto a la seguridad industrial principalmente en las áreas más vulnerables.
- 199. s e h p i l 2. La pla sembradillo en el kilóm hacen ac productivo. F Los a industrias, la planta e 6.1. Alr anta está r os y cultivo metro 74.5 cesible la Figura 7 Fuente: vista a www.G Consu alrededores la vegetac stá un riach rededores rodeada po s, su locali carretera a recepción 72. Vis aérea planta C GoogleEarth.f ultada el 10 d s de la pl ión es poca huelo llama 151 y ubicació or fincas p zación o ub a Puerto Q de materia ta aérea de COINCO, Go files.wordpres iciembre de 2 anta son a. Entre los ado Placeta ón para crianza bicación es Quetzal, las as primas el terreno oogle Earth. ss.com/2009/ 2011. fincas con s accidente as. as de gana s el municip cercanías utilizadas de la plant /10/escuintla. n sembrad es geográfi ado, fincas pio de Mas a dicho p en su pro ta .jpg?w=468. illos y alg icos cercan s con agua uerto oceso gunas nos a
- 200. Se dentro d una zon abierto d conacas necesida figura 73 encuentra del municip na llana, a de sabana, ste y palo ad de espa 3 se observ Fue a ubicada e io de Masa ntes cubie siendo una blanco, l acio y por e va que la pla Figura ente: complejo 15 en el kilóm agua, depa erta de selv a condición a planta l crecimien anta cuenta 73. Vi o industrial CO 52 metro 74,5 rtamento d va tropical n natural hú fue traslad to en su po a con áreas ista de la p OINCO, Masa carretera e Escuintla , hoy pose úmeda rode dada a es otencial de s verdes, y planta agua, Escuin a Puerto Q a, se encue ee un eco eada de árb sta ubicac producción vegetación tla. Quetzal, entra en sistema boles de ión por n. En la n.
- 201. d o c p e 2. En las de microm oscuras, lo contribuye parte de los En la entrada de Figu Fuente 6.2. Il s siguientes ezclas hay que podrá a ser defic s accidente figura 75 e iluminació ra 74. V e: complejo ind uminación s áreas: de y déficit en á provocar f iente la cal es de estas se observ ón y ventila 153 Vista del in dustrial COIN n espacho, ex n la ilumina fatiga visua lidad de tra áreas. a que el á ación, pero ngreso de NCO, Masagu xtrusión, pe ación, las al, esta perj abajo y es r área de pro o no cuent la planta ua, Escuintla. eletizado, m áreas son judica el sis responsable oducción, c ta con ilum molienda y n relativam stema nerv e de una b cuenta con minación en área mente vioso, uena n una n las
- 202. áreas in cuenta c Fat circulaci adecuad La peletizad ventilaci se conce nternas de con ventilac Fue tiga visual ón no disp da durante 2.6.3. ventilación do, moliend ón cruzada entra el calo las platafo ción cruzad Figura 7 ente: complejo . Se ocas ponen de la noche y Ventilació n es deficie da y área a o el espa or. 15 ormas que a. 75. Áre o industrial CO ionara si suficiente y cuando no ón ente en las de microm cio de circu 54 son áreas ea de prod OINCO, Masa los lugares iluminación o sea suficie siguientes ezclas deb ulación de de trabajo ucción agua, Escuin s de traba n, ya sea ente la luz s áreas: de bido a que aire es mu o, además tla. ajo y las v natural o natural. spacho, ex no hay su uy largo po s no se vías de artificial xtrusión, uficiente r lo que
- 203. e c á d 2 La pla estrechas y con salidas Estas Área d Área d Área d Las ra área de ing de despach .6.4. R anta tiene y no están s de emerge áreas son de extrusió de peletiza de micro m ampas y se greso de la ho. Figura Fuente Rampas y e áreas de t n con sus r encia. : n do mezclas eñalizacione planta y no a 76. E e: complejo ind 155 escaleras trabajo ope respectivos es en vías o en áreas Escalera en dustrial COIN erativo, don s barandale peatonales de carga y n el área de NCO, Masagu nde las esc es, así mis s se encue y descarga e extruder ua, Escuintla. caleras son smo no cue ntran solo dentro del muy entan en el área
- 204. 156 2.7. Áreas más vulnerables e inseguras Las áreas más vulnerables e inseguras son: Área de despacho Área de extrusión Área de molienda Área de micromezclas A continuación se describirán los problemas de seguridad e higiene industrial encontrados en cada una de ellas. 2.7.1. Área de despacho Los problemas de seguridad e higiene industrial encontrados son: Se levanta polvillo en el manejo del producto terminado y materia prima Falta señalización de área de carga y descarga y del paso del montacargas En la figura 77 se puede observar que no hay ningún tipo de señalización del paso del camión en el piso. El área es muy oscura y sin la ventilación apropiada.
- 205. e 2 Los p encontrado Ruido Falta Falta Falta Falta Faltan Fuente .7.2. Á problemas d os son: o producido señalizació de señaliza de gradas de protecci n estacione Figura 7 e: complejo ind Área de ext de segurid por las má ón de áreas ación de rut adecuadas ión en línea es de limpie 157 7. Áre dustrial COIN trusión ad e higien áquinas s peligrosas tas de evac s en el área as de vapor eza de eme ea de desp NCO, Masagu ne Industri s cuación a r rgencia pacho ua, Escuintla. al en el árrea de extrruder
- 206. 158 2.7.3. Área de peletizado Los problemas de seguridad e higiene Industrial encontrados en el área de peletizado son: Falta señalización de áreas peligrosa Falta de señalización de rutas de evacuación Falta de estandarización de los procedimientos en los diferentes procesos, una de las debilidades del área de peletizado es la falta de estandarización de los procedimientos que se dan en los diferentes procesos, es decir, no existe una documentación certificada de la descripción de las formas de proceder y operar cuando un trabajador va a producir en un área determinada Delimitación de maquinarias y equipo mínimo de seguridad requerido para su manejo y permanencia en el lugar 2.7.4. Área de molienda Los problemas de seguridad e higiene Industrial encontrados en el área de molienda son: Ruido producido por las máquinas Polvillo del producto que se está procesando Vibración en las plataformas de trabajo Falta señalización de áreas peligrosas Falta de señalización de rutas de evacuación
- 207. d q 2 Los p de micro m Ruido Polvill Vibrac No ha la ubic Área i En la que los sac .7.5. Á problemas d mezclas son o producido lo del produ ción en las ay un área d cación de lo insuficiente figura 78, cos van ocu F Fuente Área de mic de segurida : por las má ucto que se plataforma de circulaci os sacos de e para alma se observa upando el á Figura 78. e: complejo in 159 cromezclas ad e higien áquinas e está proc as de trabaj ión amplia e producto acenamiento a que el áre área de pas Área de ndustrial COIN s ne industria cesando o para evacu o de mater ea de circu so del opera e microme NCO, Masagu al encontra uar debido a ria prima lación es m ario. ezclas ua, Escuintla ados en el al descontr muy pequeñ área rol en ña, Y
- 208. 160 2.8. Condiciones o factores que afectan la higiene física y mental Entre las condiciones que se observarán dentro de la planta y que pueden afectar la salud del operador son, la falta de orden y limpieza en algunas áreas, ruidos perturbadores, emanaciones de polvillos, vibraciones por equipo de alta revolución, y las condiciones climáticas propias de la ubicación de la planta, como el calor, la humedad en el ambiente, los suministros y puntos de hidratación dentro de las instalaciones. 2.8.1. Control del ambiente Recordemos que la higiene en el trabajo busca conservar y mejorar la salud de los trabajadores en relación con la labor que realicen, y ésta está profundamente influida por tres grupos de condiciones: Condiciones ambientales de trabajo: Son las circunstancias físicas que cobijan al empleado en cuanto ocupa un cargo en la organización. Condiciones de tiempo: duración de la jornada de trabajo, horas extras, períodos de descanso, etc. Condiciones sociales: son las que tienen que ver con el ambiente o clima laboral (organización informal, estatus, etc.). Situación actual. En la planta se podrá producir riesgo de estrés térmico por calor en ambientes con temperatura del aire alta debido a que se encuentra en una zona de clima caluroso y hay áreas donde falta ventilación.
- 209. 161 El control de riesgos implica ética, igualdad, economía y otras cuestiones que forman parte de las interacciones gubernamentales, políticas y sociales. Las condiciones ambientales pueden resultar nocivas tanto para la salud física como para la salud psíquica en función de una serie de perturbaciones, algunas de las cuales son de una gran agresividad, como son las derivadas de la presencia en el medio ambiente de trabajo de agentes químicos, físicos o biológicos que pueden entrar en contacto con las personas que trabajan y pudieran afectar negativamente a la salud de las mismas, estas condiciones son las que se conocen como riesgo higiénico. Hay condiciones de trabajo cuya presencia puede provocar sensaciones negativas que también han de ser consideradas y en la medida de lo posible, corregidas. Por ejemplo el aspecto general que tenga el centro de trabajo, la distancia que exista desde el domicilio del trabajador hasta el centro de trabajo, el entorno donde esté ubicado el centro de trabajo, los problemas personales ajenos al trabajo que pueda tener el trabajador, la ubicación geográfica que tenga la empresa e incluso la valoración social de la empresa. Si estas condiciones son desfavorables para los trabajadores, los trabajadores pueden sentir malestar que les incite al menos a intentar cambiar de empresa. Aspecto general del centro de trabajo. El aspecto general de un centro de trabajo viene definido por la seguridad estructural que ofrezcan sus edificios, es decir, ausencia de riesgos de desprendimientos o hundimientos por ser excesivamente antiguos o estar sobrecargados; no estar afectado por el síndrome del edificio enfermo; ausencia de riesgos medioambientales tanto con emisión de contaminantes a la atmósfera como contaminación de aguas o tierras por residuos o emisiones en los desagües; control de los riesgos físicos que puedan sufrir los trabajadores en sus puestos de trabajo donde estén
- 210. 162 dotados de sus equipos de protección individual (EPI); señalización adecuada de los accesos al centro de trabajo; luminosidad y cuidado del entorno y tener señalizados y organizados planes de evacuación rápidos y seguros. Climatización. Las condiciones de trabajo climáticas son la temperatura y la humedad en las que se desarrolla un trabajo. El trabajo físico genera calor en el cuerpo. Para regularlo, el organismo humano posee un sistema que permite mantener una temperatura corporal constante en torno a los 37 °C. La regulación térmica y sensación de confort térmico depende del calor producido por el cuerpo y de los intercambios con el medio ambiente. Todo ello está en función de: Temperatura del ambiente Humedad del ambiente Actividad física que se desarrolle Clase de vestimenta Unas malas condiciones termo higrométricas pueden ocasionar efectos negativos en la salud que variarán en función de las características de cada persona y su capacidad de aclimatación, así podemos encontrar resfriados, congelación, deshidratación, golpes de calor y aumento de la fatiga, lo que puede incidir en la aparición de accidentes. Las condiciones ambientales de los lugares de trabajo, en concreto la temperatura del aire, la radiación, la humedad y la velocidad del aire, junto con la intensidad o nivel de actividad del trabajo y la ropa que se lleve, pueden originar situaciones de riesgo para la salud de los trabajadores, que se conocen como estrés térmico, por calor o por frío.
- 211. e o e p 1 C 2.8.2. “El ru escuchar e oído.” 16 El ruid es el que puede esta Fuente: 16 Wikipedia l Consultada e Ruido ido es un el sonido qu do se clasif provoca da ar expuesto audiofilos. http://escuela Consultada e a enciclopedi el 10 de diciem sonido no ue le intere fica en ruido años a nue a 90 decib Figura 79. a.med.puc.cl/ el 10 diciembr ia libre. http:// mbre de 2011 163 deseado p esa, si es m o intermiten estro siste beles en un Fision paginas/publi re de 2011. /es.wikipedia . por el rece muy fuerte nte, normal ma auditiv turno de 8 nomía del o icaciones/Oto .org/wiki/Ruid ptor, que l puede oca l y perturba o, donde u horas de t oído orrino/Fisiolog do. e molesta asionar dañ ador, este ú un operado rabajo. gia.html. para os al último or no
- 212. Situ planta s ruido pr midiendo lo que s sin equ auditivas Tie está dire un opera una jorn El oido e E Fuente: cuide http:// Cons uación actu e presenta roducido po o las frecue e clasifican ipo de pro s progresiva empo de ex ectamente ador está e ada diurna externo copia l sonido rebo Pequeño el oido in Las o señal Figur e sus oídos. /escuela.med sultada el 10 d ual. En las en las pla or las máq encias en e n en un ruid otección co as, generan xposición di relacionada expuesto a de trabajo a el sonido y l ota en el timpa os huesos tra nterno ndulaciones e al cerebro. 16 a 80. d.puc.cl/pagin diciembre de s áreas de ataformas d quinas, se estas áreas do alto y en omo tapon ndo un efec iaria. Indud a con la in estos fact . o canaliza en ano y pasa al ansmiten las o en el fluido es 64 Pasos para as/publicacio 2011. extrusión, de trabajo e tomarán s, tomando n exposició es u oreje cto nocivo a dablemente ntensidad d tores 8 hor n el tímpano oido medio ondos sonora stimulan a los ra oír ones/Otorrino/ molienda exposición muestras lecturas de n prolonga eras que p a la capacid e la duració del ruido, p ras diarias, as al fluido en s nervios que /Fisiologia.htm y peletizad a altos niv con decibe e 85 decibe da de form provocan l dad auditiv ón de la exp odemos de lo que equ e envian la ml. do de la veles de elímetro eles, por ma diaria esiones a. posición ecir que uivale a
- 213. 165 Se debe tener presente que el riesgo para desarrollar sordera ocupacional inducida por ruido está en directa relación con el tiempo de exposición, la intensidad del ruido, así como factores genéticos que predisponen al trauma acústico. Las áreas del presente estudio, en las que se deberá de reducir el ruido, debido a la maquinaria de trabajo para evitar cualquier incomodidad de los operarios que trabajen en ello, se determinan en la siguiente tabla: Tabla XIII. Áreas afectadas por ruido y vibración Fuente: elaboración propia. 2.8.3. Vibraciones “Se refiere a propagación de ondas elásticas, produciendo deformaciones, tensiones, sobre un medio continuo (o posición de equilibrio).”17 En la actualidad en la planta existen áreas puntuales donde se produce la mayor vibración, estas son donde existen motores con altas revoluciones, por lo que es necesario el constante monitoreo de alineación y balanceo de los mismos para no perjudicar estructuras y evitar ruidos perturbadores para los colaboradores de dichas áreas. 17 Wikipedia la enciclopedia libre. http://es.wikipedia.org/wiki/Vibracion. Consultada el 10 de diciembre de 2011. Nombre de área: Se encuentra afectada por: Área de extrusión Ruido y vibración Área de micro mezclas Ruido y vibración Área de peletizado Ruido y vibración Área de molienda Ruido Área de despacho Ruido
- 214. 166 Situación actual. En la planta se presentan vibraciones en las plataformas de trabajo, especialmente en las áreas de: Área de extrusión Área de peletizado Área de micromezclas Estas vibraciones son causadas por los equipos en movimiento y por el mal anclaje de estos a las plataformas de producción, estas vibraciones son transmitidas a través del suelo a todo el cuerpo de los operarios causando fatiga muscular y estrés nervioso, así como lesiones en la espalda, piernas y lesiones en la columna vertebral. Todas estas malas condiciones se derivarán de los malos sistemas de montaje y cimentación de la maquinaria. A efectos de las condiciones de trabajo existen dos tipos de vibraciones nocivas: Las vibraciones transmitidas al sistema mano-brazo que es una vibración mecánica, cuando se transmite al sistema humano, supone riesgos para la salud y la seguridad de los trabajadores, en particular problemas vasculares, de huesos o de articulaciones, nerviosos o musculares. Las vibraciones transmitidas al cuerpo entero: que es un tipo de vibración mecánica, cuando se transmite a todo el cuerpo, conlleva riesgos para la salud y la seguridad de los trabajadores, en particular, lumbalgias y lesiones de la columna vertebral.
- 215. 167 2.8.4. Polvos “Nombre genérico para las partículas sólidas con un diámetro menor a los 500 micrómetros (alternativamente, ver arena o gránulos) y, en forma más general, materia fina”.18 Situación actual. En la planta se presentará en las plataformas de trabajo exposición a polvos de la materia prima y el producto terminado. La emanación de polvo se encuentra principalmente en las áreas de dosificación de materias primas en harinas, debido a que son aplicadas con equipo agrícola y esto produce desprendimiento de partículas al ambiente, otro caso es la aplicación de microingredientes a los sistemas de pesaje, este fenómeno se presenta también en los molinos de granos cuando son golpeados para su transformación en harina. Los locales de trabajo en los que se desprenderán partículas de polvo, gases o vapores inflamables, incómodos o nocivos para la salud, deben reunir las condiciones máximas de cubicación, aeración, iluminación, temperatura y grado de humedad. El piso paredes y techo, así como las instalaciones deben ser de materiales no atacables por los agentes indicados y susceptibles de ser sometidos a la limpieza y lavados convenientes. Dentro de los centros de trabajo, estos lugares deben aislarse con el objeto de evitar riesgos a la salud de los otros trabajadores entregados a otras labores. 18 Wikipedia la enciclopedia libre. http://es.wikipedia.org/wik/polvo. Consultada el 12 de diciembre de 2011.
- 216. 168 Es necesario que los trabajadores de estas áreas mencionadas cuenten con el equipo de protección personal adecuado y de conformidad con las reglamentaciones especiales de la materia, que estén manipulando. 2.9. Análisis de costos Está íntimamente ligado el costo de un accidente a la pérdida económica del operador al no devengar su sueldo completo, y a la perdida generada a la empresa por la falta de personal calificado e incurrir en horas extras de otros operarios para cubrir el espacio de la persona afectada. Se darán lesiones desde leves hasta graves, por la falta de capacitación del personal y normativos que establezcan los procedimientos seguros en cada proceso de producción u actividades desarrollada en la planta. Para la producción del concentrado se utiliza una mezcladora que tiene una capacidad de producción de 10 bach por hora. Cada bach tiene 130 quintales. Equivalente a 130 quintales de producto terminado. Cada uno de estos sacos tiene un precio al público de Q. 130,00 en promedio. Dentro del área trabajan 3 empleados con un sueldo de Q. 2 100,00 el supervisor tiene un sueldo de Q.3 500,00, el operador del panel de control tiene un sueldo de Q. 2 500, mientras que el mecánico lesionado tiene un salario de Q.2 500,00, todos los sueldos mencionados tienen un aumento de Q.250,00 por bonificación dada por la empresa. Tomando en cuenta los datos anteriores: 10 bach / horas. x 8 horas (jornada laboral) =80 bach / día.
- 217. 169 80 bach / día x 130 quintales. (por bach) = 10 400 quintales al día = 10 400 sacos al día. 10 400 sacos al día x Q.130,00 = Q1 352 000,00 al día. 2.9.1. Análisis de costos por accidentes A continuación presentará el análisis del costo que tiene para la empresa a nivel de producción 1 hora de paro por accidente. Si al día la planta económicamente produce Q. 1 352 000,00 en ocho horas. Por una hora produce: Q. 1 352 000,00 / 8 horas. = Q. 169 000,00 la hora. Se estará diciendo que la empresa tendría una pérdida de Q 169 000,00 si ocurriera un accidente o lesión que requiera el paro de la producción 1 hora.
- 218. Figura 81. Costos F 17 en acciden Fuente: elabor 1. Costo 2. Costo mater 3. Costo los trab 4. Costo 5. Costo tanto 6. Costo por parte 7. Cost 8. Costos compañía 9. Costo trabajad l 10. Costo 70 ntes con le ración propia de los salarios p trabajadores qu necesario para r riales y equipos a de los salarios p bajadores lesiona compensació os causados por al os de los salario o su tiempo es ne consecue o en salarios deb e del trabajador le a to correspondien nuev s médicos no as a. o del tiempo por dores administrat as formas de ap os diversos poco esiones sig . pagados por el tie ue resultaron lesi reparar, reempla que resultaron d accidente. pagados por el tie ados, distintos d ón a los trabajad r el trabajo extra accidente. os pagados a los ecesario para ac encia del acciden bidos a la produc esionados despu a la tarea. nte al periodo de vo trabajador. segurados absor r la supervisión s tivos investigand plicación corresp o usuales. gnificativa empo perdido p ionados. azar, y ordenar lo dañados por el empo perdido p e los pagos por dores. necesario debid s supervisores e ctividades que nte. cción disminuida ués de su retorn e aprendizaje de rbidos por la superior y por lo do o procesando pondiente. as or os or o n a no el os o
- 219. 171 2.9.2. Costos por enfermedad Se indicará que un empleado suspendido por el IGSS no está devengando su sueldo completo por lo que es importante citar que al estar suspendido el devengara lo siguiente: El empleado que gana Q. 2 100,00 suspendido 1 mes ganara Q 1 400,00 debido a 2/3 partes del sueldo de planilla que le pagara el IGSS, no devengando un sueldo de Q. 534,00. El supervisor que gana Q. 3 500,00 suspendido 1 mes ganara Q. 2 333,33 debido a 2/3 partes del sueldo de planilla que le pagara el IGSS, no devengando un sueldo de Q. 1 166,67. El mecánico que gana Q. 2 500,00 suspendido 1 mes ganara Q. 1 666,66 debido a 2/3 partes del sueldo de planilla que le pagara el IGSS, no devengando un sueldo de Q 833,33. La empresa incurrirá en pago de horas extras por cubrir la plaza de la persona ausente y esto elevara también los costos de operación, ya que un empleado promedio gana alrededor de Q. 12,00 a Q. 15,00 la hora extra. Es por ello la concientización del empleado para que siga las normas que se establecerán en el programa de seguridad e higiene, siendo necesario que utilice el equipo de protección personal. Y a la vez la importancia para la empresa de implantar dicho programa, para no elevar las horas y costos de producción por personal ausente.
- 220. 172 Los costos asegurados en el trabajo están a cargo del Instituto Guatemalteco de Seguridad Social IGGS. Beneficios y prestaciones. Beneficios. El IGSS presta los siguientes beneficios: “accidentes de trabajo y enfermedades profesionales; maternidad; enfermedades generales; invalidez; orfandad; viudez; vejez; muerte (gastos de entierro) y los demás que los reglamentos determinen”. 19 “Accidentes de trabajo y enfermedades profesionales. La protección relativa a accidentes de trabajo y a enfermedades profesionales, comprende los siguientes beneficios para el afiliado”.20 En caso de incapacidad temporal; servicios médicos, quirúrgicos, terapéuticos y hospitalarios; aparatos ortopédicos, y una indemnización en dinero proporcional a sus ingresos. En caso de incapacidad permanente, parcial o total, las rentas y estimaciones actuariales que se determinen. Mientras no se declare la incapacidad permanente, se deben dar los beneficios de incapacidad temporal que correspondan. En caso de muerte, los causahabientes que hayan dependido económicamente del occiso en el momento de su fallecimiento, especialmente su esposa e hijos menores de edad, deben recibir las pensiones que estimaciones actuariales determinen, además de una suma destinada a gastos de entierro. 19 Articulo 28 ley Orgánica del IGSS. p. 16. 20 Artículo 29 Ley Orgánica del IGSS. p. 23.
- 221. 173 “Maternidad. La protección relativa a maternidad comprende los siguientes beneficios para la afiliada”.21 Servicios médicos, quirúrgicos, terapéuticos y hospitalarios, durante el embarazo, el parto y el período postnatal, de acuerdo con lo que determine el reglamento: estos beneficios pueden concederse a la esposa del afiliado que dependa económicamente de él. Indemnización en dinero durante los períodos inmediatamente anteriores y posteriores al parto, fijada proporcionalmente a los ingresos de la afiliada. Ayuda para la lactancia, en especie o en dinero. Siempre que el riesgo de maternidad se transforme en enfermedad común o cause la muerte, se deben dar las prestaciones que indica el artículo 31, en lo que sean aplicables. “Enfermedades generales. La protección relativa a enfermedades generales comprende los siguientes beneficios para el afiliado”:22 Servicios médicos, quirúrgicos, terapéuticos y hospitalarios, durante el período y en la forma que indique el reglamento. Estos beneficios pueden extenderse a los familiares del afiliado que dependan económicamente de él, principalmente a su esposa e hijos menores de edad. 21 Artículo 30. Ley Orgánica del IGSS. p. 27. 22 Articulo 31 ley Orgánica del IGSS. p. 32.
- 222. 174 Indemnización en dinero proporcional a los ingresos del afiliado, durante el mismo período. Suma destinada a gastos de entierro. Invalidez, orfandad, viudez y vejez. La protección relativa a invalidez, orfandad, viudez y vejez, consiste en pensiones a los afiliados, que éstos deben percibir conforme a los requisitos y a la extensión que resulten de las estimaciones actuariales que al efecto se hagan. Prestaciones actualmente otorgadas por el IGSS Prestaciones en servicio Atención médica en las unidades asistenciales del IGSS, tanto en consulta externa como en hospitalización. Asistencia en medicina general, quirúrgica y especializada. Medicina, que el médico tratante del IGSS indique. Laboratorio clínico, de rayos X, electroencefalogramas y otros que contemplan la institución en caso el médico tratante del IGSS lo indique. Para resolver problemas en su trabajo, por ejemplo: reubicación o para estudios socioeconómicos, podrá recurrir al departamento de Trabajo Social. En caso de necesitar transportarse con urgencia para ser tratado en un centro de asistencia del IGSS, por accidente, enfermedad o maternidad y
- 223. 175 no poder hacerlo por sus propios medios, debido a su estado de salud, podrá hacer uso de las ambulancias de la institución. En casos de recuperación, por asuntos de distancia, el IGSS proporciona a sus afiliados, hospedaje, alimentación y pasajes. Se le orientara y educara sobre las enfermedades y accidentes a través de diferentes medios, en función de prevención. Cuando por alguna circunstancia quedara limitación en movimiento o función de alguna parte del cuerpo tendrá derecho a rehabilitación. Con los servicios del IGSS, tendrá derecho a tratamiento psicológico y social. Se atenderá a hijos menores de cinco años en los departamentos de Guatemala, Baja Verapaz, Chiquimula, Totonicapán, Zacapa, Jalapa, Quiche, Sacatepéquez, Sololá, Escuintla, Jutiapa, Chimaltenango, San Marcos, Quetzaltenango, Huehuetenango, Alta Verapaz, Suchitepéquez, Izabal y Retalhuleu. Se proporcionara aparatos ortopédicos y protésicos cuando el médico tratante lo indique. Sera suspendido en sus labores por problemas de salud.
- 224. 176 Prestaciones en dinero 2/3 partes del salario diario por incapacidades debido a enfermedad o accidente. Las trabajadoras afiliadas en caso de maternidad reciben atención médica especializada y el 100 por ciento del salario durante su descanso de 30 días antes y 54 después del parto. Cuando un trabajador sufre daño físico que determina incapacidad permanente, total o gran invalidez. Se le proporciona pensión por vejez, al cumplir la edad establecida y el tiempo estipulado en el reglamento de IVS acuerdo 1 124 de junta directiva y sus reformas. En casos de fallecimiento de un trabajador afiliado, se otorgara ayuda para gastos de entierro, (cuota mortuoria). El instituto otorgará pensiones a sus beneficiarios por fallecimiento del asegurado y se incluye a la esposa o la mujer cuya unión de hecho con el causante haya sido legalizado de acuerdo con el Código Civil Guatemalteco. A los hijos menores de 18 años, solteros y que no estén pensionados por derecho propio, hijos adoptados legalmente o mayores de edad incapacitados para el trabajo, sean solteros y no estén pensionados por
- 225. 177 derecho propio, la madre y el padre que no estén pensionados por derecho propio y que dependían económicamente del causante, en el caso del padre que se encuentre totalmente incapacitado. En caso de desaparición física del afiliado sus beneficiarios también tendrán derecho a una pensión al cumplirse el proceso legal ante los tribunales correspondientes. En caso de incapacidad permanente por mutilación, daño físico irreparable o trastorno funcional definitivo debido a accidente, se otorga una prestación ulterior. Prestaciones en salud. El instituto cuenta con los siguientes programas: Programa de enfermedad y maternidad Atención materno infantil Programa de accidentes Área de rehabilitación por accidente - por enfermedad Programa de IVS Invalidez Vejez Sobrevivencia Estos también son conocidos como EMA El Instituto Guatemalteco de Seguridad Social administra tres tipos de programas que son:
- 226. 178 Accidentes, con cobertura nacional Enfermedad y maternidad, que está pendiente de extender la cobertura a los departamentos de El Progreso, Santa Rosa y Petén Invalidez, Vejez y Sobrevivencia, con cobertura nacional excluyendo a los trabajadores presupuestados del Estado por tener su propio programa de pensionamiento. Población protegida. La población protegida por los Programas de accidentes en general, enfermedad y maternidad, asciende a la cantidad de 2 330 593 de derecho habientes y está constituida por los afiliados, esposas o convivientes, niños menores de 5 años, pensionados del programa de accidentes, pensionados del programa de IVS, jubilados del estado y no afiliados. Patronos formalmente inscritos por departamento y actividad económica de la empresa. Son los patronos que de conformidad con las leyes del instituto han sido declarados formalmente inscritos, al haberse emitido un acuerdo de declaratoria formal de inscripción, en el que indica la fecha a partir de la cual están obligados a contribuir al régimen de seguridad social y cuyos trabajadores adquieren el derecho a la protección de dicho régimen. Los patronos activos: son aquellos cuyas empresas se encuentran en actividad y por lo tanto, están obligados a contribuir al régimen de seguridad social.
- 227. 179 2.9.3. Costos indirectos por accidentes y enfermedades operacionales Hay dos clases básicas de costos que son resultado de las lesiones y accidentes: El costo asegurado y el costo no asegurado. Hace años (y en cierta medida, incluso ahora) los especialistas en seguridad se referían a costos directos y costos indirectos. El antiguo concepto de costos indirectos era idéntico a lo que se quiere expresar con costos no asegurados. Se podrá indicar que por la ausencia de un programa de seguridad industrial, la empresa incurrirá en varios costos como el de no producción, el cual debería considerarse como un costo indirecto ya que la lesión del técnico incurrió en un futuro paro de producción inesperado ocasionando pérdidas tanto en ventas como en materias primas. Cabe recalcar que será tomado en cuenta el tiempo de ocio en el que incurrirán todos los operadores del área debido a que se paralizo la operación de esta, por la atención y emergencia del operador y el paro de la máquina en uso, ya que estas personas dependen directamente de la funcionalidad del equipo para poder desarrollar sus labores cotidianas. Como complemento se podrá agregar el costo en el que incurrirá el operario en cuestión de medicamentos por no poseer el equipo necesario para realizar el trabajo.
- 228. Tabl Fuente: 2.10. Act ningún p Po continge 2.11. En supervis dirigen a Ant reacción ruta de e a XIV. Tesis Facult Implementa Plan de c tualmente plan de este r la import encia en el Reacción la actuali sor de su á al área adm te emergen n de los op evacuación Resumen seguridad tad de Ingenie ación de un S contingenc en la plant e tipo. tancia del Capitulo 3 n actual an dad ante área en la ministrativa. ncias provo perarios y t o plan a se 18 n de costos d ería Industria istema de Se cia ta COINCO mismo, se inciso 3.14 nte emerge un accide planta, pa ocadas por rabajadore eguir. 80 s en que se l, Autor Juan eguridad e Hig O, no se ha e abordara del presen encias nte labora ara poder s desastres n s es intuitiv e incurrirá José Gonzál giene Industri a diseñado el diseño nte docume l los empl seguir sus naturales c va, sin exis á por falta d lez Izaguirre, ial. p. 74. o ni implem o de este ento. leados rec indicacione como terrem stir ningún de Diseño e mentado plan de curen al es, o se motos la tipo de
- 229. 2 p l a 2 i c n 2.12. R Estas posee estr lesionarse a áreas má 2.13. S La se ingreso de con líneas ninguna se Rutas de ev son nece ructuras y si no se sig ás seguras, Fuente Señalizació eñalización la planta, d diagonale eñalización vacuación sarias deb espacios guen correc en la actua Figura 82 e: complejo ind ón de lugar de lugare donde se ob s a 45 gra de lugares 181 bido a que muy reduc ctamente in alidad no es . Área dustrial COIN res seguro es seguros bserva el p ados amar s de riesgo la planta cidos dond nstruccione stán descri as de bode NCO, Masagu os s existe ún paso peaton rillas. Dent o ni de uso es de gra e los emp es de evacu itas. ega ua, Escuintla. nicamente nal correcta ro de la p o obligatori an envergad pleados pu uación para en el áre amente indi planta no e o de equip dura, eden a salir a de icado existe po de
- 230. protecció control. 2.14. Las Na las amen Sis Inu Laborale Inc ón, no exi Fue Amenaza s amenaza turales, en nazas natu smos y erup undaciones es, son oca cendios ste señaliz Figura 8 ente: complejo as de pelig s de peligro base a los rales son: pciones vol asionadas p 18 zación para 83. Ing o industrial CO gro que rod o que rodea s antecede cánicas por: 82 a restringir greso de la OINCO, Masa dean la pla an la planta entes histór r el acceso a planta agua, Escuin anta a son natura ricos del ám o a las ár tla. ales y labo mbito de la reas de rales. a planta,
- 231. 2 d c l d Accide riesgo Enferm expos 2.15. C Según día y por h costo se m llegar al pa día para la F Pérdidas humanas entes de t o químico, m medades la sición al ruid Costo al no n el análisis hora podem maximiza po aro total de planta. Figura 84. s s ipo laboral mal manejo aborales, p do, polvillo o poseer u s de los co mos deduc or causas c la producc Costos Fuen Pérdidas materiales 183 , debidas a o de materia producidas y vibracion n plan de c ostos en cua ir que al n climáticas y ción, lo que s al no pos nte: elaboraci al riesgo m ales, crecim por las co nes contingenc anto a la p no existir u y eventos f e significarí seer un pla ión propia. Pérdida de la productividad de la planta mecánico, r miento de m ondiciones cia producción d n plan de fortuitos, la ía pérdidas an de cont a d riesgo eléc maleza ambientale de la planta contingenc a pérdida p s millonarias tingencia Costos al n poseer un plan de contingenci ctrico, es, y a por cia el uede s por no n ia
- 232. 184 Tabla XV. Costos al no poseer un plan de contingencia Tipo de costo Descripción Cantidad Perdidas Humas Por muerte o amputaciones de algún miembro, incapacidad permanente Q. 8 000,00 (por muerte) Q. 3 000,00 (Costo mínimo por amputación), según tablas de indemnización del IGSS. Costos Directos Infraestructura Instalaciones Q. 40 000 000,00 Maquinaria y equipo Q. 225 000 000,00 Materia prima Q,100 000,00 Costos Indirectos Limpieza Q. 50 000,00 Gastos de demolición Q.100 000,00 Gastos administrativos Q.15 000,00 TOTAL DE PÉRDIDAS Por incendió o desastre natural Q. 265 276 000,00 Fuente: elaboración propia.
- 233. 185 3. DISEÑO PROPUESTO 3.1. Diseño del programa de seguridad e higiene industrial a implantarse El diseño del programa de seguridad e higiene industrial se basará en la necesidad que tiene la planta de contrarrestar paros continuos de la maquinaria, lesiones en los trabajadores durante las jornadas de producción, y los altos costos en los que se incurrirá por no poseer el programa. Un programa de este tipo traerá grandes beneficios, y acarreara grandes responsabilidades, con resultados a corto y largo plazo, siendo muy necesaria la colaboración de todos los departamentos, para lograr los objetivos trazados. La protección del trabajador frente a los riesgos laborales exigirá una actuación en la empresa que desborda el mero cumplimiento formal de un conjunto predeterminado de deberes, obligaciones, y normas, más aún, la simple corrección a posteriores situaciones de riesgo ya manifestadas. Junto a ello, se completará con la información y la formación de los trabajadores dirigidos a un mejor conocimiento tanto del alcance real de los riesgos derivados del trabajo como de la forma de prevenirlos y evitarlos, de manera adaptada a las peculiaridades de cada área de trabajo. En el plan de seguridad e higiene industrial; la prevención, mitigación, preparación y organización, son acciones recomendadas para evitar que ocurran accidentes.
- 234. El presenta Figu 1. Iden peligro empre 5. Rec riesgo desast 6. Elev person ejercita las tar emerg diseño de ará en el sig ura 85. ntificarán la os que pue esa y su en conocerán de sufrir tre. varán la or nal de la em acitarán pe eas incluida gencia. el plan pro guiente esq Acciones F as amenaza dan afecta torno. el un rganización mpresa y la eriódicamen as en el pla 18 ograma de quema: s del plan Fuente: elabor as o r a la 3. Realiz acciones reducir e existente del nte de an de 86 e segurida de segurid ración propia 2. I sus rela em zarán s para el riesgo e. ad e higie dad e higie . dentificarán sceptibles a acionadas c presarial. ne industr ene industr n lugares a afectación con el ento 4. Desarro nuestra ca y fortaleza rial se rial n rno ollarán apacidad a.
- 235. 187 Evaluarán los riesgos. La evaluación de los riesgos laborales es el proceso dirigido a estimar la magnitud de aquellos riesgos que no hayan podido evitarse, obteniendo la información necesaria para que el empresario esté en condiciones de tomar una decisión apropiada sobre la necesidad de adoptar medidas preventivas y en tal caso, sobre el tipo de medidas que deben adoptarse. Cuando de la evaluación realizada resulte necesaria la adopción de medidas preventivas, deberán ponerse claramente de manifiesto las situaciones en que sea necesario: Eliminarán o reducirán el riesgo, mediante medidas de prevención en el origen, organizativas, de protección colectiva, de protección individual, o de formación e información a los trabajadores. Controlarán periódicamente las condiciones, la organización, los métodos de trabajo y el estado de salud de los trabajadores. 3.2. Diseño de normas y procedimientos en áreas vulnerables Para lograr la correcta aplicación de las normas de reducción de riesgo en las áreas más vulnerables es necesaria la aplicación de las siguientes acciones. Prevención - mitigación. Se realizarán acciones y o actividades en la planta para eliminar o reducir los riesgos existentes.
- 236. 188 Preparación – organización. Se organizarán y capacitarán al personal de la planta (personal administrativo, empleados de servicio, etc.) Para que sean capaces de actuar ante una emergencia o desastre. Se creará un comité de salud y seguridad laboral Se organizarán las brigadas de trabajo Los coordinadores de cada brigada deben ser trabajadores dentro de la planta. Se seleccionará una persona responsable por cada brigada. Monitoreo – Alerta – Alarma. Se mantendrá un sistema de vigilancia, alerta temprana y alarma que informe a la población de la planta y a las instituciones de apoyo sobre la posibilidad inminente de la ocurrencia de un desastre o emergencia y la activación de los mecanismos de respuesta. Activación – Respuesta. Se activará la respuesta integral de todos los operarios, y trabajadores de la planta, en coordinación con el aviso a las instituciones de apoyo frente a las situaciones de riesgo potencial o de impacto del desastre. 3.2.1. Normas de limpieza y conducta dentro del área de trabajo La seguridad y la prevención de accidentes será responsabilidad de cada uno. Se espera que cada empleado siga las normas establecidas en el programa de seguridad e higiene industrial y realice su trabajo en forma segura. Cada supervisor es responsable por la implementación de las normas y la capacitación de los miembros de su equipo de trabajo.
- 237. 189 Será una estrategia que las normas de seguridad sean observadas en todo momento. Aunque estas normas deben ser consideradas como muy importantes, es imposible publicar una normativa que cubra cada circunstancia. Aún así el hecho no constituye una excusa para dejar de lado el sentido común en la realización del trabajo en forma segura. La posesión o consumo de alcohol, drogas, u otras substancias controladas va en contra del plan de la seguridad, y los violadores serán despedidos inmediatamente. El abuso o desconsideración del plan de seguridad e higiene industrial es una violación y el caso será tratado como corresponde. Normas de conducta. Estas normas enfatizarán principalmente la conducta que debe ser observada dentro de las instalaciones. Se prohíbe a los empleados de la empresa: No violarán las normas establecidas en el reglamento interno de trabajo. No abandonarán el trabajo en horarios de labores, sin licencia o permiso del jefe respectivo e inmediato. No prestarán sus servicios en estado de embriaguez o bajo la influencia de drogas, estupefacientes o cualquier otra condición análoga. No utilizarán los útiles, papelería, documentación, vehículos, etc. Para cualquier otro propósito distinto de aquel a que están normalmente destinados en el lugar de trabajo.
- 238. 190 No harán dentro de las instalaciones de la empresa, o dentro del horario de trabajo, cualquier tipo de propaganda política, religiosa o contraria a las instituciones democráticas creadas por las leyes vigentes o cualquiera de los actos que señala el Artículo 64 del Código de Trabajo. No entablarán conversaciones sobre asuntos personales con sus compañeros de trabajo dentro del horario laboral, así como visitar otras dependencias sin existir motivo para ello así como formar grupos en oficinas y pasillos. No se autorizará el ingreso de personas particulares a los recintos de trabajo, sin la autorización del jefe inmediato. No distribuirán en horas de trabajo cualquier clase de boletines, proclamas, panfletos, periódicos o cualquier otro tipo de comunicación escrita, excepto en los casos especiales autorizados por la empresa. No sacarán provecho de su condición de empleado de la empresa en asuntos ajenos a la función a la cual fue asignado. No colocarán, o pegarán, mantas, carteles, afiches o comunicados escritos en las instalaciones de trabajo, así como pintar rótulos, leyendas o mensajes en las paredes, ventanas, puertas y demás instalaciones de la misma. No interferirán en las funciones de otros empleados, para las que no haya sido encomendados.
- 239. 191 No introducirán bebidas alcohólicas, drogas y estupefacientes a las los lugares de trabajo. No tomarán alimentos fuera de las horas y lugares destinados para el efecto y especialmente en los lugares de trabajo. No se atenderán visitas personales en horas de trabajo, salvo autorización del jefe inmediato. No se realizarán ventas de artículos de cualquier naturaleza, salvo los autorizados por la empresa. No se ejecutarán o apoyarán actos o medidas de hecho individuales o colectivas, que disminuyan o restrinjan, obstaculicen o suspendan labores o actividades del lugar de trabajo, la libre disposición de esta de sus bienes e instalaciones y la libre movilidad, locomoción de las personas y bienes dentro del lugar de trabajo, su ingreso y salida de la misma. No se ejecutará cualquier otro acto que sea prohibido de acuerdo al contrato de trabajo, reglamento interno de trabajo y la ley vigente. No se solicitará, concederá o recibirán regalos, recompensas o cualquier otro beneficio, con el objeto de ejecutar o abstenerse de ejecutar con esmero o retardo, cualquier acto inherente o relacionado con las funciones de su cargo. No se ejecutarán cualquiera de los actos descritos en el inciso anterior con el fin de obtener ascensos, aumentos de salario u otra ventaja análogas.
- 240. 192 No realizarán sus necesidades fisiológicas en ningún otro sitio que no sean los servicios sanitarios. No realizarán juegos ni bromas que puedan distraer la atención de los operarios y resultar en lesiones leves o graves. Medidas disciplinarias. Las faltas cometidas por el empleado en el desempeño de sus labores violando o haciendo caso omiso de las disposiciones plasmadas anteriormente serán sancionadas. Estas sanciones serán aplicadas según la gravedad de la falta cometida. Amonestación verbal Amonestación escrita Suspensión sin goce de sueldo Terminación del contrato laboral Utilización de las instalaciones físicas. Estas se refieren a todas las instalaciones diferentes de las sanitarias. Estas incluyen las áreas de despacho, área de extruder, área de peletizado, área de molienda, área de micromezclas, oficinas administrativas y cabinas de control las cuales deberán operar en condiciones higiénicas todo el tiempo para evitar la contaminación por microorganismos de las materias primas y productos terminados. Toda persona que labora en estos lugares y utiliza estas instalaciones para el desarrollo de su trabajo debe cooperar en preservar sus condiciones higiénicas. Políticas y normas de la organización. Dentro de la empresa existirán políticas y normas generales dentro de lasque destacan las siguientes:
- 241. 193 Horario de trabajo. Presentarse puntualmente a su lugar de trabajo de acuerdo a su horario de labores: Tabla XVI. Horario de labores Horario de labores El horario es flexible de acuerdo a las necesidades de la empresa. Horario de entrada 07:30 hrs. Horario de refacción 09:00 hrs. a 09:15 hrs. Horario de almuerzo 12:00 hrs. a 12:30 hrs. ó 12:30 hrs. a 13:00 hrs. Horario de salida 17:00 hrs. Sábados 07:00 hrs. a 11:00 hrs. Fuente: elaboración propia en base a datos de: Departamento de Recursos Humanos. Uniforme. El personal administrativo femenino usará pantalón de tela color negro y blusa blanca, el personal masculino deberá utilizar pantalón de lona azul y camisa blanca, el personal de planta utilizara playera con el color de cada dia de la semana y pantalón de lona azul. Es de carácter obligatorio para los trabajadores de planta utilizar los accesorios y herramientas que se les proporcione en calidad de seguridad e higiene industrial. Durante los meses de evaluación en que debe ser sometido un nuevo miembro del personal como período de prueba, este deberá utilizar vestuario formal, no se permite utilizar pantalón de tela en la planta de producción, blusas escotadas, pañoletas, gorras, tenis, etc. Se deberán respetar las siguientes señales de obligatoriedad, además de las que se establezcan posteriormente.
- 242. 194 Uso obligatorio de cestos de basura Uso obligatorio del casco Escaleras. Se deberá respetar la siguiente señal y las que sean necesarias para desplazarse dentro de la planta y encontrarse en áreas vulnerables. Es obligatorio usar los pasamanos Uso obligatorio de faja Uso obligatorio de guantes quirúrgicos
- 243. 195 Uso obligatorio de ropa de protección Uso obligatorio de respirador y gorro Uso obligatorio de protección de calzado Uso obligatorio de botas Uso obligatorio de gafas Es obligatorio el uso de pantalla protectora Uso obligatorio de mascarilla y gorro
- 244. 196 3.2.2. Normas para permanecer en áreas vulnerables Normas área de despacho Se utilizarán cinturones de fuerza para levantado y transporte de producto terminado en sacos de 1quintal cada uno. Se respetará el paso vehicular de montacarga, al señalizar estas circulaciones. Se respetarán las normas y equipo mínimo para ingresar o permanecer en el área de despacho. Se caminará estrictamente sobre la señalización de paso peatonal. Se mantendrá la distancia de seguridad en área de estibación de producto terminado. Normas área de extrusión Se utilizarán equipos para protección adecuada en la manipulación de la maquinaria que utiliza vapor, (lentes, guantes, mascarilla o careta plástica, casco). Se respetarán las normas de procesos de producción, al manipular los equipos encendidos. Normas área de peletizado Se utilizarán equipos para protección adecuada en la manipulación de la maquinaria que utiliza vapor, (lentes, guantes, mascarilla o careta plástica, casco).
- 245. 197 Se respetarán las normas de procesos de producción, al manipular los equipos encendidos. Se respetarán las indicaciones de temperatura, señalizaciones de peligro eléctrico o mecánico. Normas área de molienda Se utilizarán equipos de protección visual y auditiva. Se respetarán las indicaciones de temperatura, señalizaciones de peligro eléctrico o mecánico. Normas área de micromezclas Se utilizará cinturón de fuerza para el levantado de sacos de agregados químicos. Se utilizará equipo de protección visual y respiratoria para evitar aspirar los polvos de los agregados químicos, (guantes, mascarillas, lentes, casco). Se respetarán las normas y procedimientos de dosificación de ingredientes en tolvas. 3.2.3. Normas para manipular microingredientes Limpieza y desinfección, se eliminará la suciedad o residuos orgánicos presentes en el equipo, utensilios o superficies evitando el crecimiento microbiano. La limpieza y la sanitización ocupan un lugar preponderante entre las medidas preventivas contra la contaminación en cualquier establecimiento donde se preparan alimentos, no importando su tamaño o volumen de producción.
- 246. Procedim En montaca Tra Los por En So fila Fue 3.2.4. mientos par el área de argas para e ansitarán ún s montaca rtara un gaf el montaca lo podrán t . Figura 86 ente: complejo Procedim ra operar e e despach estivar las t nicamente rgas serán fete o un br argas solo transportar 19 6. Área o industrial CO mientos par quipos en á os el quip tarimas de en el paso n conducid razalete en puede ir el una tarima 98 a de micro OINCO, Masa ra operar c área de des po a utiliza producto te señalizada dos solo p su lado de operador s a con 40 sa omezclas agua, Escuin con segurid spacho ar serán l erminado. a para paso por persona erecho. sin ningún a acos apilad tla. dad los eq os vehícu o de montac al autoriza acompañan dos en 8 sa quipos los tipo cargas. ado que nte. acos por
- 247. 199 La altura máxima recomendada para estibación con montacargas será de 3 tarimas en promedio 1, 2 cada una = 3,60 metros máximo. Procedimientos para operar en área de extrusión Se seguirán paso a paso los procedimientos de puesta en marcha y paro del equipo de extrusión. Se seguirán los procedimientos de limpieza del extrusor. Se manipulará con equipo de protección las líneas de vapor del extrusor. Se observará que los manómetros de temperatura y presión se mantengan en los rangos normales de operación. Estarán atentos a los paros de energía eléctrica para cortar el flujo de vapor y evitar saturación de harina de soya en el helicoidal del extrusor. Normas área de peletizado Se seguirá paso a paso los procedimientos de puesta en marcha y paro del equipo de peletizado. Se seguirán los procedimientos de seguridad para la limpieza y mantenimiento del equipo de peletizado. Se manipulará con equipo de protección las líneas de vapor del extrusor. Se observarán los manómetros de temperatura y presión que se mantengan en los rangos normales de operación. Estarán atentos a los paros de energía eléctrica para cortar el flujo de vapor y evitar saturación de harina de producto terminado en rodillos y dado de la peletizadora.
- 248. 200 Normas área de molienda Se seguirán paso a paso los procedimientos de puesta en marcha y paro del equipo de extrusión. Se seguirán los procedimientos de limpieza del extrusor. Se observará que los dispositivos de seguridad estén correctamente cerrados. Normas área de micromezclas Se observará que las tapas de las tolvas de dosificación se encuentre cerradas herméticamente. Se depositarán las bolsas de químico, observando que no ingrese objeto alguno a la tolva (bolsas, o cuerpos extraños). 3.3. Diseño modelo protección personal para los operadores El diseño modelo de protección se realizará según áreas de trabajo. Se describirá un modelo de protección para cada área que se utiliza dentro de la organización. El modelo de protección para los operadores tendrá un equipo de protección personal incluyendo todos los accesorios y equipo de protección que los operarios usan en su trabajo. Estos incluyen respiradores o mascarillas, equipo de seguridad, y ropa protectora personal resistente a sustancias químicas, polvos, humos, artefactos calientes, etc.
- 249. 201 Será necesario un análisis FODA en donde podrán evidenciarse las ventajas y desventajas de la implementación de este tipo de equipo de protección. Tabla XVII. Análisis FODA para el uso del equipo de protección personal (lista plana de factores) FORTALEZAS (F) F1. Apoyo de la institución en la compra de equipo para protección personal. F2. Implementación de normas para el correcto uso de equipo de protección personal. F3. Implementación de la cultura para uso de equipo de protección personal. F4. Colaboradores capacitados para la correcta utilización del equipo de protección personal. F5. Aceptación del equipo por parte de los colaboradores con fines a resultados cero accidentes. DEBILIDADES (D) D1. Reducido presupuesto para la compra de equipo de protección personal. D2. Carecer de personal idóneo (supervisores) para velar por el buen uso de equipo de protección personal. D3. Falta de concientización al personal para utilizar el equipo de protección personal. D4. Falta de capacitación a personal para utilizar el equipo. D5. Carecer de controles y auditorias para el correcto uso del equipo, evitando accidentes. OPORTUNIDADES (O) O1. Vinculación con proyectos de empresas externas. O2. Vinculación académica con otras instituciones. O3. Visitar empresas de la misma índole para conocer su sistema e intercambiar información. AMENAZAS (A) A1. Crear una mala imagen ante los clientes y proveedores por falta de equipo de protección personal. A2. Incurrir en sanciones de instituciones que observen la carencia de equipo de protección personal. Fuente: elaboración propia. CONSIDERACIONES INTERNAS CONSIDERACIONES EXTERNAS
- 250. 202 Tabla XVIII. Estrategias del análisis FODA para el uso del equipo de protección personal Fuente: elaboración propia. ESTRATEGIAS FO ( MAXI – MAXI ) Consolidar las compras de equipo de protección personal para generar un mayor descuento con los proveedores, negociando equipos de alta calidad a un precio más bajo. (F1, O2) Optimizar el presupuesto dado al depto. de S.H en compras y capacitaciones por personal interno y externo para absorber al máximo todos los conocimientos y lineamientos dados. (F4, F5, O1) Fortalecer el departamento de S. H. para alcanzar una mayor cobertura en todos los deptos de la empresa, formulando programa normas y políticas acorde a todas las áreas de la planta. (F2, F3, O2, O3) ESTRATEGIAS FA ( MAXI – MINI ) Articular integralmente la formación de S.H al trabajo diario en la planta, elevando así la capacidad del trabajador a través de la motivación por que el trabajador se siente protegido y respaldado con el equipo proporcionado. (F3, F4, F5, A1, A2) ESTRATEGIAS DO ( MINI – MAXI ) Diseñar estrategias para elevar la eficiencia de los equipos de protección personal evitando consumos excesivos de equipo reutilizable tratando de maximizar los existentes. (D1, D3, D5, O2, O3) Revisar la congruencia del programa con la ubicación de la planta tomando en cuenta, instalaciones, equipos, clima de la región, para que el equipo utilizado sea el adecuado para los operadores. (D3, D5, O1, O3) ESTRATEGIAS DA ( MINI – MINI ) Revisión del presupuesto asignado a compra de equipo de protección personal. (D1, A1) Observar si el personal de S.H es el necesario e idóneo para cumplir metas y expectativas del programa. (D2, D4, D5, A1)
- 251. 203 3.3.1. Normativo de equipo de protección personal Se implementará con la finalidad de proteger a cada operador por área de trabajo, ya que cada una tiene características particulares y maquinaria distinta, donde es necesario analizar y proteger por separado. Tabla XIX. Equipo de protección personal del área de micromezclas EQUIPO DE PROTECCIÓN PERSONAL Micromezcla y mezclado. MICRO MEZCLA Y MEZCLADO PORCENTAJE ÓPTIMO DE UTILIZACIÓN No. PERSONAS DEL ÁREA Protección respiratoria 100% 3 Protección visual 100% Guantes 100% Traje protector 100% Fuente: elaboración propia. Tabla XX. Equipo de protección personal área de extrusión y peletización Fuente: elaboración propia. EQUIPO DE PROTECCIÓN PERSONAL Extrusión, Peletización EXTRUSION, PELETIZACION Y CALDERA PORCENTAJE ÓPTIMO DE UTILIZACIÓN No. PERSONAS DEL ÁREA Protección respiratoria 100% Extrusión: 1 Peletizacion: 1 Protección visual 100% Protección auditiva 100% Casco de seguridad 100% Guantes 100%
- 252. 204 Tabla XXI. Equipo de protección personal del área de despacho Fuente: elaboración propia. Tabla XXII. Equipo de protección personal del área de molienda EQUIPO DE PROTECCIÓN PERSONAL área de Molienda MOLIENDA PORCENTAJE ÓPTIMO DE UTILIZACIÓN No. PERSONAS DEL ÁREA Protección respiratoria 100% 1 Protección visual 100% Protección auditiva 100% Guantes 100% Fuente: elaboración propia. EQUIPO DE PROTECCIÓN PERSONAL en el área de despacho DESPACHO PORCENTAJE ÓPTIMO DE UTILIZACIÓN No. PERSONAS DEL ÁREA Protección visual 100% 10Guantes 100% Cinturón de fuerza 100%
- 253. 205 Tabla XXIII. Equipo de protección personal del área de mantenimiento industrial EQUIPO DE PROTECCIÓN PERSONAL área de mantenimiento industrial MANTENIMIENTO INDUSTRIAL PORCENTAJE ÓPTIMO DE UTILIZACIÓN No. PERSONAS DEL ÁREA Protección respiratoria 100% 11 Protección visual 100% Protección auditiva 100% Guantes 100% Traje protector 100% Arnés de seguridad 100% Casco de seguridad 100% ALBAÑILES PORCENTAJE ÓPTIMO DE UTILIZACIÓN No. PERSONAS DEL ÁREA Protección visual 100% 1 Protección auditiva 100% Guantes 100% Casco de seguridad 100% EQUIPO DE PROTECCIÓN PERSONAL área de mantenimiento eléctrico ELECTRICISTAS PORCENTAJE ÓPTIMO DE UTILIZACIÓN No. PERSONAS DEL ÁREA Protección visual 100% 4 Protección auditiva 100% Guantes 100% Traje protector 100% Arnés de seguridad 100% Casco de seguridad 100% Fuente: elaboración propia. Se utilizarán todos los equipos de protección necesarios para cada área y se verá reflejada una mejora en rendimiento de los trabajadores.
- 254. 206 Número de personas del área: Son las que trabajarán para cada área y que utilizarán algún implemento de seguridad para protegerse al desarrollar sus labores diarias. 3.3.1.1. Áreas de alturas Estructuras aéreas: las estructuras de los trasportadores aéreos como de los entrepisos de la planta donde se ubican las áreas de trabajo son de tipo metálico con un sistema de anclaje combinado entre pernos y soldadura eléctrica. Los pisos de estos entrepisos son de lámina corrugada y las estructuras de altura utilizan malla desplegada. Para toda actividad en alturas será obligatorio el uso de arnés y cuerda de vida, debido a que en la planta cualquier trabajo en altura se considera mayor a 3 metros, así mismo el operario u obrero deberá leer y firmar de enterado y aceptado las condiciones de seguridad obligatorias establecidas por el reglamento interno de la planta, mismas que se darán en las cartas de notificación de riesgos, siendo estas requisito indispensable para la aprobación de cualquier trabajo en altura. Se observa en la figura 87 la forma de la estructura y el piso, a través de este se le dará mantenimiento al transportador, representando alto riesgo por encontrarse a 50 metros de altura.
- 255. Fuente Tabla X Figura Figura 87. e: complejo in XXIV. Fuen 207 Estruc ndustrial COIN Equipo de Descrip Cuerda d Arnés tipo p Guantes nte elaboració ctura en al NCO, Masagu e protecció pción de vida rofesional de pvc ón propia. ltura ua, Escuintla ón en altura Áreas Silos, tanq bodega Silos, tanq bodega Silos, tanq bodega a s en altura ues, en techo a y estructuras ues, en techo a y estructuras ues, en techo a y estructuras a os de s. os de s. os de s.
- 256. El se dosifi El norma Como m Re pre 3 área más v can los dife ativo consis Tabla XX Desc medidas esp ducción a esentes en 3.3.1.2. vulnerable a erentes quí stirá en lo s XV. Eq ripción F pecíficas se l mínimo el lugar de 20 Áreas de a los polvo ímicos haci siguiente: quipo de pr Fuente: elabor e tendrán: de cantid trabajo. 08 polvos s es el áre a el área de rotección e Áre ración propia ades y ag a de micro e mezcla. en área de eas expuest Microme Microme Microme . gentes qu mezclas en polvos tas a polvo ezclas ezclas ezclas ímicos pe n donde s ligrosos
- 257. 209 Reducción al mínimo del número de trabajadores expuestos o que puedan estarlo. Reducción al mínimo de la duración e intensidad de las exposiciones. Uso de equipos de protección personal (EPP) adecuados cuando las medidas anteriores sean insuficientes y la exposición o contacto con el agente no pueda evitarse por otros medios. 3.3.1.3. Áreas de ruido y vibración En la actualidad existe demasiado ruido y vibraciones en algunas áreas de trabajo de la planta las personas afectadas se quejan de frecuentes dolores de cabeza y alteración de los nervios, principalmente en área de molienda, peletizadora, y extrusión. Por tal situación será necesario la realización de un estudio de ruido en las diferentes áreas de trabajo. Para la medición del ruido se utilizará un decibelímetro con el cual se efectuarán mediciones en las diferentes áreas de trabajo. Los resultados que se obtendrán se presentan en la siguiente tabla. Los niveles de ruido permisibles para el sistema auditivo son inferiores a los 90 decibeles y todo nivel de ruido que sobrepasa los 90 decibeles es dañino para el sistema auditivo. Con los resultados obtenidos para el área de mezclado principal, silos de maíz y línea peletizadora se logrará observar que los niveles de ruido son excesivos y sobrepasan el nivel permisible, por lo cual se deben de tomar las medidas necesarias para proteger la salud de los trabajadores de dichas áreas de trabajo.
- 258. Tab Fuen De del equ vibracion Tabl Área de d Área de e Área de p Área de m Área de m la XXVI. nte: estudio d bido al est ipo de pro nes. a XXVII. Descr Ár espachos xtrusión eletizado molienda micromezclas Niveles el ruido en la udio realiza otección pe Equipo ripción F rea 21 de ruido as diferentes á ado en la s ersonal en de protecc Fuente: elabor 0 en las dife áreas de traba siguiente ta las áreas ción en áre Áre Área Área Área ración propia erentes áre ajo de la plan abla se pres s donde e eas de ruid as de ruido y a de molinos (Protección a de molinos (Protección a de molinos (Guantes de . Nivel de ru 62 93 94 102 66 eas de trab nta COINCO R sentan las existirán r do y vibrac y vibracione y peletizador n visual). y peletizador auditiva). y peletizador e caucho). ido (Db.) 2 bajo R.L. normas ruidos y ción es ra ra ra
- 259. e e Las á estrictamen extrusión. T Casco identi Care 3.3. áreas donde nte ligadas Por lo cual abla XXVII Descripc ficado por co trabajo eta para prote Guantes de .1.4. Á e existen f con la cald el equipo d I. Equi ción lor según su o. ección facial e cuero Fuen 211 Áreas de va flujos y em dera, siendo de protecció ipo de prot área de nte: elaboraci apor misión de va o estas el á ón persona tección en Caldera, ár Caldera, ár Caldera, ár ión propia. apores son área de pele al para esta n áreas de Áreas de va rea de peletiza rea de peletiza rea de peletiza n las que e etizado, áre as será: vapor apor ado y extrusió ado y extrusió ado y extrusió están ea de ón ón ón
- 260. El presenta colabora T 3 normativo ado en la adores al re Tabla XXIX Descr Chaleco Cinturon e 3.3.1.5. del equipo siguiente ealizar las a X. Equ ripción o reflectivo ergonómico F 21 Áreas de a impleme tabla para actividades ipo de pro Fuente: elabor 2 e carga o d entarse en a evitar y de carga y otección en Áreas ración propia despachos el área de reducir las y descarga. n áreas de s de carga Carga o de Carga o de Carga o de . e despacho s lesiones despacho o despach espachos espachos espachos será el en los hos
- 261. 213 3.4. Diseño de documentos o cartas de notificación de riesgos Se diseñarán fundamentalmente 2 cartas: Carta de notificación de riesgos. El objetivo de la carta de notificación de riesgos será identificar los riesgos existentes dentro de la planta, para determinar las medidas de contingencia a tomar. Carta de notificación de accidentes. El objetivo de la carta de notificación de accidentes será identificar los accidentes laborales dentro de la planta, tener un control administrativo de los accidentes para tomar las medidas de emergencia debidas, tales como suspensión, etc. Y para determinar las medidas de contingencia para que esto no se repita.
- 262. 214 Planta de Procesamiento de Alimento Para Animales COINCO Escuintla, Guatemala CARTA DE NOTIFICACION DE RIESGOS Fecha: _____________________________Hora: ______________________________ (Los datos deben ser del lugar, Fecha y hora de la observación del riesgo) Tipo de riesgo observado Mecánico Eléctrico Químico Por manejo de materiales Biológico Por conducta inapropiada Otro: __________________________________________________________________________ Lugar donde se localiza el riesgo: ___________________________________________________ Actividad y nivel del riesgo Descripción de la actividad que ocasiona el riesgo: ____________________________________________________________________________ ____________________________________________________________________________ Nivel de Riesgo Bajo Regular Alto Muy Alto Comentarios: ____________________________________________________________________ ____________________________________________________________________________ Personal Expuesto al Riesgo Número de personas expuestas: ___________Numero de personas lesionadas: ____________ Descripción del riesgo: ____________________________________________________________________________ ____________________________________________________________________________ Observado por: ____________________________________________________________________________ Puesto desempeñado: ____________________________________________________________ Firma_____________________ (Admito que los datos observados aquí son verídicos, y servirán en beneficio de la Planta y su personal)
- 263. 215 Planta de Procesamiento de Alimento Para Animales COINCO Escuintla, Guatemala CARTA DE NOTIFICACION DE ACCIDENTES Fecha: _____________________________Hora: ______________________________ (Los datos deben ser del lugar, Fecha y hora de la observación del riesgo) Tipo de accidente observado Mecánico Eléctrico Químico Por manejo de materiales Biológico Por conducta inapropiada Otro: ________________________________________________________________________ Lugar donde ocurrió el accidente: ________________________________________________________________________ Descripción de la actividad que ocasiono el Accidente: ____________________________________________________________________________ Nivel de peligro después del accidente: Bajo Regular Alto Muy alto Comentarios: ____________________________________________________________________________ _____________________________________________________________________ Personal expuesto al riesgo Número de personas expuestas: __________Numero de Personas Lesionadas: ____________ Nombre del personal lesionado: ____________________________________________________ Puesto desempeñado: ____________________________________________________________ Descripción de la lesión: ____________________________________________________________________________ Medidas de contingencia y/ o emergencia Tomadas: ____________________________________________________________________________ ____________________________________________________________________________ Observado por: ____________________________________________________________________________ Puesto desempeñado: ____________________________________________________________________________ Firma_____________________ (Admito que los datos observados aquí son verídicos, y servirán en beneficio de la Planta y su personal)
- 264. 216 3.5. Diseño de mejoras en instalaciones de la planta En el diseño de mejoras será necesario tomar en cuenta varios factores que pueden afectar el nivel productividad y provocar riesgos e inseguridad en la planta, como la iluminación, la ventilación, normativo en cuanto a la utilización de los equipos y maquinaria. Al hacer un análisis de las instalaciones se determinará que se deben mejorar las condiciones en los siguientes elementos. 3.5.1. En iluminación natural y artificial Las instalaciones de iluminación en la planta se encuentran ubicadas en lugares donde actualmente no representan peligro para los operarios sin embargo la iluminación fue diseñada para trabajos diurnos y en el segundo semestre del 2011 se implementaron turnos nocturnos lo que requiere de una renovación de las luminarias ya que es insuficiente, con énfasis en las áreas de circulación así como en las áreas de extruder, molienda, peletizado, micromezclas y despacho. El sistema de iluminación se renovará para cumplir con los siguientes requisitos: La iluminación tiene que ser suficiente y la necesaria para cada tipo de trabajo. La iluminación tiene que ser constante y uniformemente distribuida para evitar la fatiga de los ojos, debe acomodarse a la intensidad variable de la
- 265. 217 luz. Deben evitarse contrastes violentos de luz y sombra, y las oposiciones de claro y oscuro. Los focos luminosos tienen que estar colocados de manera que no deslumbren ni produzcan fatiga a la vista debido a las constantes acomodaciones. Todas las áreas estarán iluminadas de forma natural y artificial, de forma tal que posibilite la realización de las tareas y no comprometa la higiene y seguridad industrial, la intensidad mínima será: 540 lux (50 candelas/pie cuadrado) en todos los puntos de inspección 220 lux (20 candelas/pie cuadrado) en locales de elaboración 110 lux (10 candelas/pie cuadrado) en otras áreas del establecimiento “Las lámparas y todos los accesorios de luz artificial ubicados en las áreas de recibo de materia prima, almacenamiento, preparación, y manejo de los alimentos, deberán estar protegidas contra roturas. La iluminación no deberá alterar los colores. Las instalaciones eléctricas en caso de ser exteriores deberán estar recubiertas por tubos o canos aislantes, no permitiéndose cables colgantes sobre las zonas de procesamiento de alimentos”. 23 Como consecuencia de los períodos más o menos largos, durante los cuales hay ausencia total o parcial de la luz natural, se hace necesario sustituir o compensar esta mediante luz artificial. 23 plan de buenas prácticas de manufactura y control de puntos críticos para la planta de producción de una industria de alimentos balanceados para aves. Sergio Giancarlo Custodio García. p. 116.
- 266. 218 Iluminación natural. Esta iluminación será utilizada más que todo en la jornada matutina ya que a esa hora es donde se tiene mejor iluminación natural debido que la planta está diseñada para desempeñar labores matutinas por el tipo de material y las distintas áreas que permiten la entrada de luz del sol, además la estructura de la planta es bastante abierta lo que permite el ingreso de suficiente luz natural. Iluminación artificial. Se deberá seguir el siguiente proceso de iluminación para tener un diseño detallado de como se requerirá alumbrar el área de trabajo. Figura 88. Proceso diseño de iluminación Fuente: elaboración propia. Se percibe una intensidad de 375 lux, con 10 luminarias en el área de despacho, en esta área es necesario 400 lux. Por lo tanto se hace el estudio con el método de cavidad zonal para determinar cuántas luminarias se necesitan para el área de despacho, el tipo de trabajo que se realiza requiere mucho cuidado no solo tanto en la estibación del producto sino en el movimiento vehicular del montacargas ya que en este espacio también transita personal para el despacho del producto terminado, la edad de la mayoría de personas que laboran en esta área es de 20 a 40 años. Pasos para aplicar el método de cavidad zonal: Análisis del proyecto de iluminación Planificación básica del proyecto de iluminación Diseño detallado del sistema de iluminación Asistencia técnica de los electricistas designados. Evaluación posterior
- 267. 219 Clasificación del trabajo Tabla XXX. Clasificación del trabajo - Método de cavidad zonal Descripción Rango Despacho Estibación de materias primas y producto terminado a través de montacargas. F Carga de camiones con producto terminado D Clasificación de los productos terminados en tarimas. D Fuente: elaboración propia. En el caso de COINCO, la calcificación sería D, ya que el trabajo realizado es clasificación de producto terminado y estibación del mismo, carga y descarga a camiones. Escoger la reflectancia Tabla XXXI. Escoger la reflectancia - Método de cavidad zonal Fuente: elaboración propia. Tipo de color Color Coeficiente de reflectancia % Claro Blanco Marfil Colores pálidos 75-85 70-75 60-70 Semi claro Amarillo Marrón claro Verde claro 55-65 45-55 40-50 Oscuro Gris Azul Rojo Marrón oscuro 30-50 25-35 15-20 10-15
- 268. 220 Los colores de ambiente en piso, pared y techo se clasificarán como oscuros debido a que actualmente el color es gris en estos ambientes, lo cual arroja el coeficiente de reflectancia de 30-50 por ciento. Se encontrará un factor de peso: Se deben de tomar en cuenta tres factores: Edad. Velocidad y exactitud. Reflectancia. Se escogerá entre los límites establecidos, se tomaran en consideración los siguientes factores de peso: Tabla XXXII. Factores de peso - Método de cavidad zonal -1 0 1 Edad < 40 años 40 - 55 >55 años Velocidad o exactitud No importante Importante Crítico Reflectancia de alrededores > 50 % 30 -50 < 30% Factor Datos de la planta Resultado Edad 20 -40 años -1 Velocidad o exactitud Importante 0 Reflectancia de alrededores 30 - 50 % Según el resultado del numeral 2) -1 Total (sumatoria) -2 Fuente: elaboración propia.
- 269. 221 Si los factores de peso suman Tabla XXXIII. Consideraciones - Método de cavidad zonal Fuente: elaboración propia. Rango de iluminancia en lux Tabla XXXIV. Rango de iluminación en lux - Método de cavidad zonal A 50-75-100 Áreas públicas y alrededores oscuros B 50-75-100 Área de orientación, corta permanencia C 50-75-100 Área de orientación, corta permanencia D 200-300-500 Trabajo de gran contraste o tamaño. E 500-750- 1 000 Trabajo de contraste medio o tamaño pequeño F 1 000 – 1 500 – 2 000 Trabajo de poco contraste o muy pequeños de tamaño, ensamblaje difícil. G 2 000 – 3 000 – 5 000 Lo mismo durante periodos prolongados. Trabajos muy difíciles de ensamblaje, inspección o de banco H 5 000 – 7 500 – 10 000 Trabajos muy exigentes y prolongados. I 10 000 – 15 000 – 20 000 Trabajos muy especiales, salas de cirugía. Fuente: elaboración propia. -2 o -3 Usar el valor inferior -1 , 0, +1 Usar el valor medio +2 o +3 Usar el valor superior
- 270. El 750 Lux para efe El usual pa Determin Po detallar cavidad hacia el Fuente: G S hrc hcc hfc rango que x, que es tr ectos de aná tipo de alu ara lugares nar la relac r medio de las alturas del cuarto plano de tr GONZÁLES IZ Seguridad e H se utilizará rabajo de c álisis el valo umbrado s de trabajo ción ambien e un plano de la lámp o plano de rabajo (hfc) Figura 89. ZAGUIRRE J Higiene Indust P 22 á para esta contraste m or inferior d será fluores y estos tom nte RR. o del lugar para al tech e trabajo (h . Métod Juan José, Dis trial. p. 123. Techo Luminari Piso 22 a práctica s medio o tam del rango D scente dire maran difus que se d ho (hcc), la hrc) y toma do de cavid seño e Imple o ias Plano de tra será E con maño pequ D el cual es ecto por se sores tipo B esea ilumi altura de la r en cuenta dad zonal mentación de abajo n valores de ueño. Se u de 500 Lux er más efic B. nar se deb a lámpara a la altura d e un Sistema Cavida Cavida Cavida e 500 a tilizarán x. ciente y berá de hacia la del piso de ad techo ad Cuarto ad Piso
- 271. 223 Las mediciones realizadas en el área de despacho de COINCO son las siguientes: Figura XXXV. Mediciones realizadas área de despacho - Método de cavidad zonal Descripción Altura en metros Hcc 1, 20 Hrc 5, 00 Hfc 0, 15 Largo 50, 00 Ancho 16, 00 Fuente: elaboración propia. Relación cavidad ambiente (cavidad del cuarto) RCR = 5 X 5 X (50+16) / (50X16) RCR = 1 650 / 800 = 2, 062 Relación cavidad del techo: RCC = 5 X 1,20X (50+16) / (50X16) RCC = 396 / 800 = 0, 495 Relación cavidad de peso: RCF = 5x (0,15) x (50+16) / (50X16) RCF= 3 762 / 800 = 4, 70
- 272. 224 Reflectancia efectiva Con los valores que se obtuvieron anteriormente se conoce que la reflectancia del cielo y pared (pc y pp) es de 40 por ciento y su RCC es de 0.495 se determinará la reflectancia efectiva del cielo pcc = 29 por ciento. De igual forma con los valores que se obtuvieron se podrá calcular la reflectancia del ambiente si pp y pc 40 por ciento y RCR = 2.062 la reflectancia efectiva en la pared. pcp = 50 por ciento Coeficiente de utilización Con los valores anteriores pcc = 29 por ciento y pp = 40 por ciento y RCR de 2.062 se procederá a calcular el coeficiente para un alumbrado directo que se requiere el 100 por ciento de luz hacia abajo y de tipo B se obtiene el coeficiente de utilización K = 0,63. Si los valores anteriores se encuentran en un factor de corrección se deberá corroborar que así sea con los valores Pf = 40 por ciento y pp = 40 por ciento y RCF = 4,70 se obtiene el valor de pcp será 55 por ciento, como este valor es mayor que el 20 por ciento requerido en la reflectancia del piso, se deberá de corregir si pcc es de 29 por ciento, y pp es de 40 por ciento y RCR es de 2,062 entonces el coeficiente de utilización es de 1,08.
- 273. 225 Entonces el nuevo coeficiente de utilización será k= 0,63*1,08= 0,6804 con un factor de mantenimiento de 0,5 a 0,8 se tomará un valor de 0,7 que equivale a un buen mantenimiento. Cálculo de luminarias. Para el cálculo de las luminarias se tendrá la siguiente fórmula N = (E X L X A) / C.u. X F.m. N=número de luminarios totales E= mivel de lux requeridos sobre el plano de trabajo L= largo del almacén A= ancho del almacén C.u.= coeficiente de utilización F.m.= factor de mantenimiento Entonces del número de luminarias requeridas en el área será: N = 500 X 16 X 50 / 0,7 X 0,6804 N= 400 000 / 0,47628 = 839842,10 Lumen. Distancia entre lámparas Buscando un criterio de espaciamiento máximo entre las lámparas se tomará en consideración lo siguiente: 0,15 * H, la altura a utilizar es la altura de la tarima de trabajo hacia la lámpara el cual es de 4.85, entonces el criterio de espaciamiento máximo es de: 6.10 metros. Se deberán de distribuir las lámparas por filas: A lo largo 50 / 6,10 = 8,10 = 8 lámparas A lo ancho 16 / 6,10 = 2,62 = 3 lámparas
- 274. 226 Total 24 lámparas. 839 842,10 lumen / 2 434 993,42 lumen/lámpara. Con estos cálculos se podrá determinar que se necesitan lámparas fluorescentes Standard con 250 wat, que los lúmenes iníciales son de 3 200 con una vida útil de 18 000 horas, entonces se necesitarán estas lámparas para que pueda cubrir los 34 993,42 lúmenes. Distribución de las lámparas A lo largo 50 / 8 = 6,25 metros / lámpara A lo ancho16 / 3 = 5,33 metros / lámpara Figura 90. Distribución de lámparas en bodega Fuente: elaboración propia en base a cálculos numéricos. De esta forma quedará la distribución propuesta de las lámparas en el área de despachos bodega # 1.
- 275. 227 El alumbrado general tendrá las unidades ubicadas en los puntos donde las líneas de producción tengan una mejor vista para que los operarios se desempeñen de mejor forma, así mismo la iluminación en las áreas de maniobra de despacho deberá ser suficiente para las actividades de carga y descarga, debido a que se estableció en el estudio el tipo de lámpara para una iluminación adecuada. 3.5.2. En ventilación positiva y negativa En ventilación positiva. La ventilación positiva será aquella que nos ayude en la maquinaria, a enfriar el motor debido a mucho trabajo por lo cual es necesaria la ventilación natural, por medio de ventanas las cuales están ubicadas en los planos de la empresa por lo que es necesario de que también se utilice en algunos lugares ventilación artificial (aire acondicionado), actualmente las áreas que cuentan con aire acondicionado son las oficinas administrativas y el área de tableros de control. En ventilación negativa. El mal uso de ventilación provoca una serie de problemas los cuales se indicarán a continuación, siendo necesario destacar que en la planta ciertos productos para aves en empaque a granel y en sacos, expulsan sustancias como polvos que son tóxicos. El control de la ventilación es importante ya que puede causar fatiga a los trabajadores, generando calor en las áreas de trabajo provocando accidentes, como fuente de información se realizarán mediciones de temperatura y humedad que se tendrán en las área de despacho a diferentes horas del día, cuando la humedad se encuentra menor al 40 por ciento se dice que el ambiente está muy seco, y si se encuentra arriba del 70 por ciento se dice que
- 276. 228 el ambiente se encuentra muy húmedo, el rango necesario deberá encontrarse entre el 40 – 70 por ciento. La temperatura requerida será de 28 grados centígrados para que los colaboradores trabajen en un ambiente adecuado. En la actualidad se provee hidratación a los trabajadores por medio de dispensadores de agua, ubicados junto a las puertas de ingreso y salida de producto terminado de la bodega número uno. Para poder corregir la ventilación inadecuada dentro del área de despacho será necesario tomar acciones rápidas para corregir esta deficiencia. Se iniciará con la cotización de 15 extractores eólicos y se colocarán al inicio dos ventiladores en lugares distintos, mientras serán instalados los extractores, esto se reflejará a través de la tabla siguiente. Tabla XXXVI. Extractores Fuente: elaboración propia. No. de mediciones Temperatura anterior (sin extractores) % de humedad Temperatura actual (con extractores) % de humedad 1 35° 70% 29 62% 2 34° 68% 27 61% 3 36° 72% 27 61% 4 35° 70% 28 62% 5 38° 74% 29 62% 6 36° 72% 27 61% 7 37° 75% 26 60% 8 40° 78% 28 62% 9 39° 76% 29 62%
- 277. 229 3.5.3. En protecciones de equipo y maquinaria A fin de evitar o controlar un riesgo específico para la seguridad o salud de los trabajadores, la utilización de un equipo de trabajo debe realizarse en condiciones o formas determinadas, que requerirán un particular conocimiento por parte de los empleados y los encargados de las áreas deberán adoptar las medidas necesarias para que la utilización de dicho equipo quede reservada a los trabajadores designados para ello. Las disposiciones mínimas aplicables a la manipulación de máquinas y herramientas estarán contempladas en lo siguiente: Los interruptores de accionamiento de un equipo de trabajo que tengan alguna incidencia en la seguridad deberán ser claramente visibles e identificables y, cuando corresponda, estar indicados con una señalización adecuada. La puesta en marcha de un equipo de trabajo solamente se podrá efectuar mediante una acción voluntaria sobre un interruptor de accionamiento previsto a tal efecto. Cada equipo de trabajo deberá estar provisto de un interruptor de accionamiento que permita su parada total en condiciones de seguridad. Cuando los elementos móviles de un equipo de trabajo puedan entrañar riesgos de accidente por contacto mecánico deberán ir equipados con resguardos o dispositivos que impidan el acceso a las zonas peligrosas o que detengan las maniobras peligrosas antes del acceso a dichas zonas.
- 278. 230 Todo equipo de trabajo deberá estar provisto de dispositivos claramente identificables que permitan separarlo de cada una de sus fuentes de energía. Maquinaria, una máquina cumplirá con su objetivo cuando realice el trabajo para la que fue creada y es segura. Para esto la forma de utilización deberá ser adecuada y el trabajador deberá contar con la debida formación para el trabajo, conociendo entre otras cosas cuáles son las protecciones con que cada máquina debe contar. Los puntos o zonas de peligro en las máquinas son: Elementos móviles Zonas convergentes Trasmisiones Se hace énfasis en la protección de las maquinarias a través de las guardas, también se recomendará seguir las indicaciones de las señales colocadas a una distancia similar de altura de ojos para evitar una fatiga visual y que sean reconocibles y visibles al acercarse al equipo. 3.6. Diseño Layout de distribución de extintores Este es a nivel de planos, donde se mostrará la ubicación exacta de cada extintor, ver anexo 1 al final del documento, la cantidad de extintores necesarios en los lugares de trabajo, se determinarán según las características y áreas de los mismos, importancia del riesgo, carga de fuego, clases de fuegos involucrados y distancia a recorrer para alcanzarlos.
- 279. 231 3.6.1. Por tipo de agente extintor Los tipos de extintores se determinarán en función de la clase de fuego que pudieran existir en las áreas a proteger. En todos los casos debe instalarse como mínimo un extintor cada 200 metros cuadrados de superficie a ser protegida. La máxima distancia a recorrer hasta el extintor será de 20 metros para fuegos de clase A y 15 metros para fuegos de clase B. El potencial mínimo de los extintores deberá responder a lo especificado en los siguientes cuadros: Tabla XXXVII. Extintores Potencial extintor mínimo para fuegos de clase A CARGA DE FUEGO RIESGO Riesgo 1 Explos. Riesgo 2 Inflam. Riesgo 3 Muy Comb. Riesgo 4 Comb. Riesgo 5 Por comb. hasta 15kg/m2 -- -- 1 A 1 A 1 A 16 a 30 kg/m2 -- -- 2 A 1 A 1 A 31 a 60 kg/m2 -- -- 3 A 2 A 1 A 61 a 100kg/m2 -- -- 6 A 4 A 3 A > 100 kg/m2 A determinar en cada caso Potencial extintor mínimo para fuegos de clase B CARGA DE FUEGO RIESGO Riesgo 1 Explos. Riesgo 2 Inflam. Riesgo 3 Muy Comb. Riesgo 4 Comb. Riesgo 5 Por comb. hasta 15kg/m2 -- 6 B 4 B -- -- 16 a 30 kg/m2 -- 8 B 6 B -- -- 31 a 60 kg/m2 -- 10 B 8 B -- -- 61 a 100kg/m2 -- 20 B 10 B -- -- > 100 kg/m2 A determinar en cada caso Fuente: elaboración propia.
- 280. 232 Se deberá realizar el control periódico de recargas y reparación de equipos contra incendios, llevar un registro de inspecciones y las tarjetas individuales por equipos que permitan verificar el correcto mantenimiento y condiciones de los mismos. De acuerdo al tipo de fuego serán convenientes diferentes tipos de agentes extintores. Los tipos de fuego pueden ser: Sólidos comunes Líquidos y gases inflamables Eléctricos energizados; y por último Métales combustibles Otra clasificación suele realizarse en función del agente extinguidor: que puede ser: hídricos, de polvo (extintores secos), de CO2 y para metales. En los casos en donde el fuego originado sea de tipo A se emplearán extintores que contengan agua presurizada, espuma o polvo químico seco ABC; cuando el tipo de fuego involucra líquidos y gases inflamables (tipo B) se utilizarán aquellos que contengan espuma, dióxido de carbono, polvo químico seco ABC-BC; en los casos de fuego tipo C se utilizarán aquellos con dióxido de carbono, polvo químico seco ABC-BC y por último ante metales inflamables, fuego tipo D, se emplean extintores con polvo químico especial. Los extintores deben estar situados en lugares de fácil acceso y luminosos (para poder distinguirlos), además de encontrarse aptos para el funcionamiento. La altura máxima a la cual deben estar colocados es de un metro y treinta centímetros (se tomará la medida desde el suelo).
- 281. 233 Todos aquellos que se desempeñen dentro de las instalaciones de la planta deberán estar adecuadamente instruidos y ubicados. Deberán recibir mantenimiento, el manómetro deberá indicar buena presión, y antes de ser usado deberá observar la tarjeta de mantenimiento para así asegurarnos que se encuentre en óptimas condiciones. Pueden diferenciarse los distintos tipos de extintores en función de su movilidad: portátiles (con un peso no mayor a los 30 kilogramos para facilitar su traslado de un lugar a otro) y móviles (que deben contar con ruedas a fin de facilitar su traslado dado que pesan más de 30 kilogramos). Es importante articular el tipo de fuego de acuerdo al agente extintor más efectivo contra el mismo. De esta manera la elección de un buen extintor se realiza teniendo en cuenta el tipo de elemento que predominan dentro del edificio. Es decir que si predominan metales combustibles entonces se elegirán extintores que contengan el agente más idóneo para fuego tipo D. 3.6.2. Por área de peligro Actualmente en la planta no se cuentan con planes contra incendios y aunado a esto no se cuenta con la cantidad suficiente de extintores en las distintas áreas de peligro, se realizará un levantamiento y se propondrá la ubicación de extintores en las siguientes áreas: área de extrusión, área de peletizado, área de molienda, ver anexo 1, donde se muestra el plano.
- 282. 234 3.7. Diseño y estructura del Comité de Salud y Seguridad Laboral En la planta COINCO, no existe ningún comité que se encargue de estos temas. Acontinuación se dan los lineamientos para la creación del mismo. 3.7.1. Pasos a seguir para conformar el comité Para conformar el comité se seguirán los siguientes pasos: Definir la función y misión principal del comité. Informar a las autoridades de la planta para realizar la selección de los miembros. Seleccionar al personal apropiado para el cargo, a través de la evaluación de los mismos, y que estos tengan la voluntad y el deseo de integrar el comité. 3.7.2. Funciones y obligaciones Sus funciones y obligaciones serán: Evaluar las condiciones de vulnerabilidad de la planta y de sus alrededores. Compartir los resultados de la evaluación y las sugerencias de acciones a tomar.
- 283. 235 Motivar la incorporación de los diferentes usuarios y agentes de la planta en el plan de contingencia. Promover reuniones de coordinación con las autoridades de la empresa y organizaciones de respuesta (cruz roja, bomberos, policía). Integrar las actividades de seguridad industrial al plan de trabajo anual. Conformar las brigadas de trabajo, garantizar su capacitación y equipamiento. Dar a conocer el plan de emergencias de la planta. Activar el plan de evacuación. Este grupo de personas tendrá la responsabilidad de administrar el plan y presentarlo a todo el personal de la planta y a los miembros de la junta de directores, quienes también velaran por su implantación, seguimiento y llevaran a cabo la identificación y desarrollo de las acciones necesarias para su mejora continua. Responsabilidades del presidente del comité. En esencia, el presidente del comité deberá: dirigir y coordinar el trabajo del equipo; llevar a buen término el proyecto y servir de enlace entre el equipo y la dirección. Este a su vez tendrá a su cargo los grupos de trabajo, los cuales cumplirán cada una de las funciones del comité.
- 284. 236 El comité de salud y seguridad laboral deberán asegurarse de que los trabajadores reciban una formación e información adecuadas sobre los riesgos derivados de la utilización de los equipos de trabajo, así como sobre las medidas de prevención y protección que hayan de adoptarse. 3.7.3. Personal que lo conformará Se tomará en cuenta lo que establece el artículo 10 de la ley del reglamento sobre protección relativa a accidentes, del Instituto Guatemalteco de Seguridad Social IGGS: Los comités y comisiones de seguridad en el trabajo se integran por representantes del patrono y de los trabajadores en igual número. Sus funciones las desempeñan específicamente en la jornada de trabajo sin deducción de salario. El nombramiento de los representantes de los trabajadores será hecho por estos por medio de elección. Este comité estará conformado por personas de todas las áreas de la empresa las cuales tienen conocimientos específicos y adecuada experiencia con el producto y del proceso. Incluye personas del área de procesos, producción, mantenimiento, control de calidad. El equipo de trabajo estará conformado, tanto por personal de planta que administra y supervisa las operaciones, así como del que las realiza, con la finalidad de poder tener distintos puntos de vistas y criterios profesionales que ayuden a la eficaz implementación del plan de contingencia y del programa de seguridad e higiene industrial. Se sugerirá que este comité sea integrado por un representante de la junta de directores, quien será el presidente y la persona con mayor autoridad. Esta persona tendrá la última palabra y será quien decidirá la aprobación de las acciones de mejora u otros proyectos.
- 285. S i o Subgrupos El gru monito respe proce segur El gru asiste media 3 En es integrantes obligacione Figura Evacuacion y albergue del comité upo de vig or y dos au ctivas nec dimientos ridad de las upo de edu entes. Este ante inducc 3.7.4. O ste se rep s de dicho es de cada 91. Or Prevencion de incendios é de salud y ilancia. Est uditores. Es esarias pa del proces s instalacion ucación. Es e grupo te ciones y tall Organigram resentarán o comité, una de esta rganigrama Fuen Brigadas de tra Seguridad 237 y seguridad tará confor ste grupo se ara evaluar so y verific nes. stará integr ndrá asign eres a todo ma del com posiciones esto con as persona a del comit nte: elaboraci Presid abajo d Primero auxilios laboral rmado por e encargara r el cumpl car las con rado por u nada la tar o el persona mité s y jerarqu la finalida as, para su té de salud ión propia. dente del comite seguridad labo os s Apoy psicoso un jefe, u a de realiza imiento de ndiciones h n jefe o en rea de pre al de la pla uías de ca ad de sa correcta di d y segurid e de salud y oral yo ocial Su Grup vigila un inspecto ar las revisi e las norm higiénicas ncargado y esentar el nta. ada uno de ber debere rección. dad labora bgrupos del com po de ancia Gru edu or, un iones mas y y de y dos plan e los es y al mité upo de cacion
- 286. 238 3.8. Realización de números base Estos los realizará el comité de salud y seguridad laboral. Se utilizará el sistema de planta telefónica existente implementando los números cortos de extensiones por departamento y área de trabajo, los cuales seguirán una jerarquía específica para reaccionar en caso de siniestro. Tabla XXXVIII. Números base Departamento No. extensión Telefónica Gerencia General 107 Asistente de gerencia 108 Jefe de planta 109 Supervisor de producción 110 Supervisor de mantenimiento 111 Supervisor de logística 112 Jefe de informática 113 Asistente de informática 114 Jefe de compras 115 Asistente de compras 116 Jefe de recursos humanos 117 Asistente de recursos humanos 118 Garita de seguridad 119 IGSS. 121 Bomberos Voluntarios 122 Bomberos Municipales 123 Cruz Roja 124 CONRED 1566 PNC 120 Fuente: elaboración propia.
- 287. 239 3.9. Conformación de brigadas de apoyo El objetivo fundamental de la conformación de una brigada consistirá en salvaguardad los activos tangibles de la planta y la vida de todos los trabajadores al surgir una emergencia, mediante la aplicación de las acciones correspondientes, para alcanzar el objetivo principal trazado. Las acciones que deberá implementar la brigada en caso de emergencia son: Brigada de evacuación y albergue. Sus funciones serán: Deberá tener un responsable en cada área de la planta Tendrán las vías de evacuación señaladas Contarán con todo el listado de la comunidad (miembros de la planta) Apoyarán la evacuación, y comprobarán la presencia de todos en el lugar de encuentro Brigada de prevención de incendios Sus funciones serán: Deberán disponer de extintores en buen estado técnico (Los extintores deben estar localizados convenientemente) Coordinarán con los bomberos la capacitación requerida Educarán para la prevención de incendios (charlas, talleres) Desconectarán los sistemas de gas y electricidad en caso de alarma
- 288. 240 Elaborarán el plan de contingencia para casos de incendios, que incluya las posibles vías de evacuación y el aviso a las instituciones de apoyo pertinentes Brigada de seguridad Sus funciones serán: Evaluarán el riesgo de atropello vehicular, actos violentos o delincuencia cercanas a la planta Organizarán el control del tránsito dentro de la planta Garantizarán la organización del tránsito en casos de evacuación Dispondrán de carteles visibles con las señales de alto, pare. Realizarán charlas de educación vial Evaluarán actos violentos de abuso, en el interior de la planta Promoverán reuniones sobre aspectos que preocupan la seguridad de los empleados y de la planta Velarán por que se cumpla los valores humanos dentro de la planta Brigada de primeros auxilios Debido a que en situaciones de emergencia muchas personas actúan precipitadamente, es en estos momentos es cuando la brigada deberá actuar como guía del resto de personas, sus funciones serán: Capacitarán en el tema con el apoyo de la cruz roja u bomberos locales Dispondrán del botiquín, o varios ubicados estratégicamente cercanos a los puntos de encuentro
- 289. 241 Dispondrán de la lista de centros de salud y asistencia cercanos Evaluarán las causas de accidentes dentro de la planta Brindarán los primeros auxilios Brigada de apoyo psicosocial Sus funciones serán: Serán capacitados por personal médico con experiencia Manejarán crisis nerviosas de empleados. Manejarán actividades lúdicas. La brigada no pretende sustituir al personal profesional Las brigadas de emergencia serán grupos de trabajadores capacitados y entrenados para responder adecuadamente ante una emergencia con el objetivo de salvaguardar la vida de los trabajadores de la planta, su conformación será por parte de los trabajadores con el apoyo de los comités de seguridad de forma consciente y voluntaria. 3.10. Introducción al programa de seguridad e higiene industrial Los objetivos del programa de seguridad e higiene industrial serán Reconocer los agentes del medio ambiente laboral que pueden causar enfermedad en los trabajadores. Evaluar los agentes del medio ambiente laboral para determinar el grado de riesgo a la salud. Eliminar las causas de las enfermedades profesionales.
- 290. 242 Reducir los efectos perjudiciales provocados por el trabajo en personas enfermas o portadoras de defectos físicos. Prevenir el empeoramiento de enfermedades y lesiones. Mantener la salud de los trabajadores. Aumentar la productividad por medio del control del ambiente de trabajo. Proponer medidas de control que permitan reducir el grado de riesgo a la salud de los trabajadores. Capacitar a los trabajadores sobre los riesgos presentes en el medio ambiente laboral y la manera de prevenir o minimizar los efectos indeseables. 3.11. Estructura del programa de seguridad e higiene industrial Para que exista una adecuada aceptación por parte del trabajador, el programa llevará una secuencia compuesta por las siguientes fases: Introducción e inducción Capacitación y adiestramiento Implementación y puesta en marcha 3.11.1. Inducción y capacitación La inducción y la capacitación en el programa de seguridad e higiene industrial se deberán de realizar al menos 2 veces al año, a todos los empleados en general. Una de las cuales se hará específicamente al empezar el año, en los primeros días del mes de enero.
- 291. 243 El comité de salud y seguridad laboral, en nombre de la dirección deberá comunicar a todos los miembros de la organización el proyecto que se estará desarrollando, los plazos teóricos de implantación y las repercusiones sobre cada uno de los departamentos implicados. Junto con esta comunicación, se deberá proceder a una serie de actividades de información y concienciación de todo el personal, a nivel individual como a nivel colectivo, mediante talleres, conferencias y exposiciones. 3.12. Evaluación del programa de seguridad e higiene industrial Se harán por medio de indicadores cuantitativos y cualitativos, auditorías internas y simulacros. De existir fallas o deficiencias, el comité deberá evaluar los errores y hacer la reestructuración necesaria. 3.12.1. Auditorías internas En la planta deberán de llevarse a cabo los procesos organizados del programa de seguridad e higiene industrial, y deberá poder mantenerse la vigilancia sobre la cadena de control de los mismos, se hará necesario la creación de un programa sistemático de revisión y valoración para comprobar que las responsabilidades delegadas han sido bien encausadas y que las políticas y procedimientos establecidos se han llevado tal como estaba previsto, en estas auditorías se verificará que en las áreas los colaboradores trabajen bajo los lineamientos del programa de seguridad e higiene industrial, si hicieran caso omiso a esto se le sancionara de forma escrita y amonestación económica.
- 292. 244 Con independencia de la supervisión que ejerza el auditor interno sobre el cumplimiento de las responsabilidades delegadas por la dirección a sus operativos, y de la verificación constante sobre el cumplimiento de los sistemas de control, es parte de su responsabilidad la obtención de evidencias suficientes y competentes que le permitan dictaminar, sobre la exactitud de la situación verificando si se hacen necesarios los cambios en el programa. Responsabilidades del auditor interno: Naturaleza: la auditoría interna será la denominación de una serie de procesos y técnicas, a través de las cuales se da una seguridad de primera mano a la dirección respecto a los empleados de su propia organización, a partir de la observación en el trabajo respecto a: Si los controles establecidos en la planta son mantenidos adecuada y efectivamente. Si los registros e informes reflejan las operaciones actuales y los resultados rápidamente en cada departamento u otra unidad, y si estos se están llevando fuera de los planes, políticas o procedimientos de los cuales la auditoría es responsable. Objetivos y alcance: el objetivo de la auditoría interna será asistir a los miembros de la dirección de la planta, descargándoles de sus responsabilidades de forma efectiva. Con este fin les proporcionara análisis, valoraciones, recomendaciones, consejos e información concerniente a las actividades revisadas. Incluye la promoción del control efectivo a un costo razonable.
- 293. 245 El alcance comprenderá el examen y valoración de lo adecuado y efectivo de los sistemas de control interno de una organización, y de la calidad de la ejecución al llevar a cabo las responsabilidades asignadas, incluyendo: Revisar los sistemas establecidos para asegurar el cumplimiento con aquellas políticas, planes, procedimientos, leyes y regulaciones, que pueden tener un impacto significativo en las operaciones e informes, y determinar si la organización los cumple. Revisar las medidas de salvaguarda de activos y, cuando sea apropiado, verificar la existencia de los mismos. Valorar la economía y eficacia con que se emplean los recursos. Revisar las operaciones o programas para asegurar que los resultados son coherentes con los objetivos y las metas establecidas, y que las operaciones y programas han sido llevados a cabo como estaba previsto. Responsabilidad y autoridad: el propósito, autoridad y responsabilidad del departamento de auditoría interna deberá definirse en un documento formal por escrito, aprobado por la dirección y aceptado por el consejo, especificando el alcance no restringido de su trabajo. Independencia: para asegurar el grado efectivo de independencia necesario para el auditor interno, estará subordinado e informará de su trabajo al ejecutivo más alto del escalafón; solo por este camino puede asegurar un alcance adecuado de responsabilidad y de efectividad en el seguimiento de las recomendaciones.
- 294. 246 Los elementos de la auditoría interna, excepto para asignaciones especiales, podrán clasificarse en: Cumplimiento: extensión con que son seguidas las políticas, reglas, buenas prácticas de negocios, principios contables generalmente aceptados, leyes, regulaciones del gobierno y hasta el sentido común. Verificación: la dirección deberá recibir una seguridad permanente de la validez de los informes actuales superior a la que es posible obtener por el examen anual del auditor externo. Generalmente, la verificación incluirá registros, informes y cuentas. Evaluación: será la responsabilidad más importante del auditor interno, deberá revisar constantemente el sistema de control y estar seguro que es adecuado, que se mantiene tal y como espera la dirección. 3.12.2. Simulacros Se realizarán como mínimo una vez al año. Serán los siguientes: Simulacro de incendio Simulacro de terremoto Simulacro de inundación 3.13. Diseño del Plan de Contingencia a Implantarse Los accidentes ocurren sin previo aviso por lo que es difícil definir un plan específico que abarque todos los supuestos pero se han recopilado los que más incidencia pudieran tener en base al tipo de trabajo realizado dentro de la planta
- 295. 247 de producción. Dentro de la empresa se han suscitado accidentes que pueden denominarse como: De bajo impacto. Se describirá así a los accidentes que tienen consecuencias mínimas y requieren de poca asistencia (cortaduras, quemaduras leves, etc.) por ejemplo algunos operarios han sufrido cortaduras en los accesos de los silos. De mediano impacto. Cuando la persona afectada requerirá asistencia en el lugar de trabajo y en la mayoría de los casos asistencia médica en un centro asistencial (insuficiencia respiratoria, fracturas, quemaduras, etc.) por ejemplo el caso de una persona que sufrió de quemaduras de segundo grado por contactos eléctricos. De alto impacto. Cuando el paciente sufre un trauma que no es posible tratar en el lugar de trabajo, será necesario su traslado a un centro asistencial de inmediato (fracturas craneales o lumbares, quemaduras extremas, etc.) se han dado casos en donde se han requerido intervenciones quirúrgicas debido a problemas de insuficiencia renal provocadas por deshidrataciones por las altas temperaturas ambientales. Determinada la gravedad del accidente es necesario, para aplicar los procedimientos de primeros auxilios correspondientes según la naturaleza de la lesión del empleado. Para poder determinar el tipo de asistencia que corresponde deberá evaluarse la situación correspondiente de la siguiente manera:
- 296. 248 Figura 92. Utilización de los recursos en caso de emergencia Fuente: elaboración propia. 3.14. Diseño de proceso a seguir en caso de incendio La prevención, protección y control de incendios se deberá contemplar en todo programa de seguridad industrial. Un incendio es originado comúnmente por la falta de medidas con respecto al cuidado que se debe de tener con el Ocurre un accidente. Existen personas heridas. Contactar a las unidades de emergencia. La unidad de emergencia atiende llamado. La unidad de emergencia en camino. Unidad de emergencia llega al lugar del accidente. Unidad de emergencia evalúa al paciente para su posterior traslado. Paciente fallece. Informar a las autoridades correspondientes. Traslado a la morgue de la ciudad. Si No Presenta heridas ¿Son graves? Aplicación de los primeros auxilios correspondientes. Estabilización Reincorporación a sus actividades dentro de la cooperativa. Si Aplicación de los primeros auxilios correspondientes. Traslado a un centro de asistencia médicaNo Evaluación profunda de parte del personal del centro. Exámenes de laboratorio.Hospitalización Recuperación del paciente. Egreso del centro hospitalario
- 297. 249 manejo de materiales inflamables, como también por la falta de equipo de combate contra incendio. Un incendio de gran escala deja comúnmente como consecuencias grandes pérdidas materiales y en algunos casos pérdidas humanas. Por los efectos negativos que trae consigo un incendio será importante establecer medidas de protección contra incendios dentro de la planta, se establecerán las siguientes recomendaciones básicas para su prevención: Conservará la calma y tranquilizará a quien sea presa de pánico Identificará el origen del incendio para eludirlo en su escape Dará la voz de alarma y llamará por teléfono a los bomberos Se dirigirá a las salidas de emergencia previamente conocidas, protegiéndose boca y nariz con un pañuelo húmedo con agua, para no inhalar directamente el humo desprendido. Si por las rendijas de las puertas sale humo o al tocar las puertas con las manos percibe que están calientes, es señal que tras ellas hay fuego. No deberá abrir, de hacerlo, por las diferencias de temperatura existentes entre el sitio en el que usted se encuentra y la del cuarto incendiado, habrá primero una retirada de las llamas para después ingresar en una inmensa ola de fuego, quemándolo severamente. De haber humo denso, por la ruta de evacuación, póngase a gatas y desplácese o tendido al piso, arrástrese, toda vez que el humo tiende a ascender a los techos.
- 298. 250 No use elevadores, de llevar ropa de nylon, deshágase de ella, pues es inflamable. Obedezca las indicaciones del personal que coordina la evacuación del edificio. Apóyelo en varias acciones: cierre de válvulas de recipientes con gases o sustancias inflamables o explosivas o para distribuir equipo y materiales para combatir el incendio, pues usted ya sabe dónde se localizan y cuál es su manejo. Utilice extintores, hidrantes, mangueras o agua a cubetazos, paladas de tierra o arena para apagar el fuego y para derribar obstáculos, utilice hacha, materiales y herramientas que usted sabe dónde se encuentran y cómo se manejan, pues así se lo enseñaron en cursos y simulacros promovidos por el ingeniero de seguridad industrial o por su patrón. En el supuesto de quedar cautivo en el edificio y sin ninguna salida apropiada, busque el cuarto menos afectado, acompañándose de un extintor. Cierre puertas y ventanas interiores y tape sus rendijas con telas o trapos mojados con agua (cortinas, batas de trabajo o su misma ropa) para evitar que el humo penetre en ese recinto. Si hay ventanas al exterior, ábralas para ventilar el lugar, pedir auxilio y abandonar el edificio cuando llegue el socorro de los bomberos. De no existir ventanas, manténgase tendido a ras del piso, en espera del personal de rescate.
- 299. 251 3.15. Diseño de proceso a seguir en caso de sismo Se seguirán estas instrucciones ya que puede ser la diferencia entre morir o seguir viviendo. En primer lugar, será necesario contar con un plan, en el que se tenga en cuenta el lugar dónde se encontrará el lugar de reunión luego de algún desastre, para esto se ha diseñado un sistema de señalización de salidas de emergencia y rutas de evacuación. Ver anexo (Planos de rutas de evacuación y puntos de encuentro). Después del sismo Pasada la sacudida del terremoto, se deberán tomar las siguientes precauciones: Cuando compruebe que ha dejado de temblar, salga con tranquilidad con las manos sobre la cabeza como si fuera un prisionero custodiado Apagará, si está dentro de sus posibilidades, cualquier fuente de incendio No regrese al área de producción, después del primer temblor porque siempre existe el riesgo de sismos secundarios (réplicas) Llevará consigo el equipo mínimo de sobrevivencia: frazadas, linternas, pilas, alimentos enlatados, recipientes de agua con tapas, radio transistor Prestará la ayuda que pueda a los demás miembros de la empresa Irá al lugar preestablecido en el plan de emergencia No caminará bajo las construcciones que puedan derrumbarse. Evitará el miedo y el pánico porque son los enemigos más grandes, ya que paralizan y provocan reacciones ineficaces y peligrosas.
- 300. 252 Ya en el punto de concentración, escuchará las indicaciones que serán impartidas por protección civil y atienda otras instrucciones que pueden llegar por radio. Durante el sismo Se colocará debajo de una mesa u otro mueble salido y protegerse la cabeza con las manos. Si esta cerca de la salida búsquela despacio y sin tropezar Se ubicará al lado de una columna Se retirará de la cercanía de lámparas, objetos o muebles que pueden caer Se alejará de maquinas u objetos peligrosos. Se mantendrá alejado de las ventanas y muebles de cristal, para evitar heridas producidas por vidrios. No utilizará las escaleras durante el sismo. 3.16. Diseño de rutas de evacuación Este tiene como objetivo mostrar la ruta de evacuación que los empleados y usuarios de la planta seguirán en caso de una emergencia. Será a través de planos a escala de las instalaciones. Ver anexo al final del documento el cual contiene los planos del diseño de rutas de evacuación. La identificación de la ruta de evacuación mediante rótulos en el área de la línea finalizadora ayudará a los trabajadores de la planta a conocer la dirección adecuada para encontrar la salida en caso de una emergencia. Para su definición se tomará en cuenta las salidas más próximas y amplias para la
- 301. 253 evacuación más rápida posible, debido a la disposición de algunas maquinarias y equipos en el complejo industrial se contará con tres salidas de emergencia y tres puntos de encuentro dos en los portones de la bodega de producto terminado y otro frente al área de producción exactamente en el patio de maniobras de carga a granel. La ruta estará indicada en forma de flechas de color VERDE, este indica hacia dónde dirigirse por seguridad. Estas flechas estarán dispuestas sobre el suelo y paredes, llevan un solo sentido y todas llevan hacia los puntos de encuentro seguro. Figura 93. Diseño de las dimensiones y sentido para las rutas de evacuación Fuente: elaboración propia. 3.17. Introducción al plan de contingencia Primeramente deberá realizarse la presentación del plan ante la asamblea de asociados. La presentación del plan será responsabilidad del presidente del comité de salud y seguridad laboral.
- 302. 254 En esta sesión será necesaria la presencia de los gerentes y jefes de cada departamento para que conozcan con detalle cada una de las condiciones y arreglos del acuerdo y que se pueda solventar cualquier duda referente al tema. 3.18. Divulgación del plan de contingencia Como parte de la divulgación del plan ante el demás personal administrativo y operativo de la empresa, se deberán hacer publicaciones gráficas de las nuevas normas y procedimientos, en el que todos los empleados deben obtener los documentos, al personal existente se les proveerá de un trifoliar informativo con lo esencial del plan de contingencia a implementarse, en el caso de los nuevos colaboradores se les someterá a inducción y capacitación previo a iniciar sus labores. 3.19. Capacitación del plan de contingencia Cuando ya se haya divulgado por un lapso de tiempo la existencia del plan, será necesario comenzar con procedimientos de formación del personal para acatar las respuestas ante emergencias establecidas en el plan de contingencia, para esto se realizarán los simulacros y las auditorias. 3.19.1. Manejo de situaciones de peligro Los brigadistas serán los encargados de coordinar las acciones o reacciones antes situaciones de peligro, brindando el apoyo que se necesite en el área donde se suscite el peligro para resguardar el equipo y a sus compañeros de trabajo, y mientras este a su alcance reducir los daños y
- 303. 255 mantener la calma. Mientras la situación es controlada por el equipo o personal de apoyo capacitado. 3.19.2. Respuestas ante emergencias Cuando se dé la alarma de parte de la CONRED, de alerta roja en el área donde se localiza la planta y la dirección de la planta considere la suspensión de las actividades laborales, todos los empleados deberán acatar estas indicaciones. 3.19.2.1. Conatos de incendios Deberán reaccionar las alarmas contra incendio, las brigada de incendios deberán disponer de los extintores ubicados convenientemente en cada área, coordinar con los bomberos los refuerzos necesarios para controlar el incendio, deberá además cortar el flujo de gas y electricidad al momento de la alarma. 3.19.2.2. Sismos Ante un sismo deberá sonar la alarma y las personas deberán evacuar según se indique en las capacitaciones y simulacros para reunirse en los puntos de encuentro que indican las señales de evacuación. Además, será necesario contar con un radio portátil y todo lo que éste necesite, como por ejemplo, las pilas. Por otra parte es imprescindible no olvidar contar con linternas o velas, así como también con fósforos, agua en botellas, comida en lata y algunas herramientas que podrían ayudar a salir del aislamiento.
- 304. 256 3.19.2.3. Inundaciones En la planta se deberá estar preparado para reaccionar ante una inundación, ya que en los últimos años en el departamento de Escuintla, se han dado varias inundaciones, ocasionadas por fuertes lluvias y desbordamientos de ríos, que ponen en peligro la vida de los pobladores. Antes inundaciones se deberá: Acatará los llamados de alerta de las instituciones oficiales, así como las órdenes de evacuación de la Coordinadora para la Reducción de Desastres CONRED Se tendrá listo un botiquín de primeros auxilios Se tendrán preparados focos, radios y pilas de repuesto Se colaborará con los funcionarios, autoridades locales, instituciones gubernamentales y no gubernamentales en la elaboración de mapas de las zonas afectadas por inundaciones, y en la organización de planes comunales de emergencia Indicaciones especificas en la planta Se Identificarán las zonas altas para colocar objetos de valor Se mantendrá una vigilancia y un control del nivel de las aguas, en caso de presentarse temporales de lluvia Nunca bloquearán los drenajes, darles una continua revisión, mantenerlos limpios y libres de sedimentos o basura que pudiera obstruirlos
- 305. 257 En la ribera del rio cercano, y en los alrededores de las áreas construidas de la planta sembrar árboles y plantas que crezcan rápido y se extiendan por el suelo Se eliminarán materiales o escombros producto de derrumbes cercanos al cauce del río o dentro de él Se mantendrá una reserva de agua, ropa y alimentos en la planta, que no necesiten ser cocinados para 3 días. durante la época lluviosa Se mantendrá un sitio fuera del alcance del agua y en una bolsa plástica los documentos importantes A fin de evitar contaminaciones se colocarán los productos tóxicos fuera del alcance del agua y los alimentos en lugares altos Indicaciones durante la inundación en la planta Si hay posibilidades de inundación en la planta se desconectarán inmediatamente los aparatos eléctricos. No tocar los aparatos eléctricos si están mojados Al momento de observar que el nivel del agua sube, se evacuará inmediatamente la planta, en orden y en grupos según planes de evacuación Prepararse para abandonar la planta y acudir a un albergue o zona segura, si considera que su vida está en peligro, si se da la señal de alerta de la planta, o así lo ordenan las autoridades competentes Cuando se evacue la planta se deberán cerrar las ventanas, portones, puertas, para que estas no sean destruidas por el agua y los escombros
- 306. 258
- 307. 259 4. IMPLEMENTACIÓN DE LAS PROPUESTAS 4.1. Implementación del programa de seguridad e higiene industrial Para el establecimiento de un programa de este tipo se deberá establecer un compromiso de todos los miembros de la empresa, respecto a la producción de alimentos sanos, seguros y limpios, con procedimientos higiénicos y anuentes a la seguridad industrial, esto se logra mediante la revisión de los procesos operacionales y su mejora, e implica también avances en la política de calidad de la empresa. Es de suma importancia que la dirección sea comprometida respecto a dar todo el apoyo y los recursos necesarios para la implementación del programa de seguridad e higiene industrial, así como para la educación y capacitación del personal. Es conveniente contar con una persona coordinando el proceso, sin embargo, tendrán que ser muy cuidadosos para evitar personalizar el programa ya que esto, generalmente garantiza su fracaso. Para que el programa de seguridad e higiene industrial, funcione será necesario que se involucre a todo el personal de las diferentes áreas de la planta, desde la gerencia general hasta el nivel de menor jerarquía, ya que, finalmente, será beneficio y responsabilidad de todos implementarlo y mantenerlo.
- 308. 260 4.2. Tiempo estimado de implementación del programa de seguridad e higiene industrial El tiempo estimado será aproximadamente de 8 meses a partir de la fecha de aprobación de la propuesta, por la junta de directores y la asamblea general. 4.3. Prácticas de higiene para la prevención de enfermedades Las instalaciones, equipo, utensilios, y producto de las áreas de producción, despachos, extrusión, peletizado molienda y micromezclas deberán de estar higiénicos. La falta de higiene del personal que manipulará los alimentos y las materias primas, es con seguridad fuente de contaminación de los mismos. La capacitación del personal en buenas prácticas de manufactura e higiene, los podrá transformar en los mejores agentes comprometidos y responsables de la aplicación de los procedimientos de limpieza logrando una calidad óptima del producto. El uso de ropa protectora y accesorios evitará que las diferentes partes del cuerpo, potencialmente infecciosas, contaminen los productos que están siendo procesados para el alimento de los animales. Las instalaciones sanitarias del área de proceso y almacenamiento deberán ser mantenidas y utilizadas correctamente. Deberán contribuir a asegurar la higiene y la calidad del producto.
- 309. 261 4.3.1. Normas de limpieza dentro de la planta El objetivo de las normas de limpieza dentro de la planta, será mantener un ambiente agradable estéticamente, seguro para la salud de los trabajadores y donde se produzca, procese y empaquen productos limpios, buscando siempre mantener buenas prácticas de manufactura. Presentación e higiene personal Cada uno de los empleados deberá cumplir con las normas de higiene básicas como lo constituyen: baño diario, uso de agentes desodorantes, arreglo personal discreto. En el caso del personal femenino, utilizar maquillaje discreto, no utilizar accesorios como cadenas, pulsera, aretes y anillos, estas usarán pantalón de tela. En el caso de los caballeros deberán utilizar el pelo corto, sin aretes o cualquier otro tipo de accesorios como los mencionados anteriormente. La limpieza personal no constituye solamente el baño sino también: el lavado de cabello el cual debe ser diario, recorte y limpieza de uñas que también debe ser frecuente para evitar la acumulación de suciedad dentro de estas; lavado de dientes y boca después de cada alimento debido a que contienen microbios que al estornudar, toser o escupir salen al ambiente; cambio de ropa a diario, principalmente la ropa interior ya que las partículas de heces pueden quedar en esta y se ensucia por exudación y contacto con el ambiente; rasurado que debe ser diario y cortar el pelo con la frecuencia
- 310. 262 necesaria ya que el cabello es un ambiente ideal para las bacterias, lavado de manos debido a que tocan equipos, superficies sucias, ropa, partes del cuerpo y alimentos contaminados. Será obligatorio lavarse las manos antes y después de ir al baño, y después de tocar objetos fuera del puesto de trabajo. Se establecerán las siguientes normas mínimas de limpieza dentro de la planta: Mantener el orden y la limpieza en cada área de trabajo Depositar la basura en su lugar y según su clasificación Mantener el orden de herramientas u equipo personal de protección para no obstruir la circulación de los demás operarios. No fumar ni escupir dentro de las instalaciones Utilizar correctamente los dispensadores de agua No ingerir alimentos fuera de horarios ni de las áreas destinadas para esta actividad. No orinar en ningún punto de las instalaciones que no sean las unidades sanitarias.
- 311. Fuent Fig te: Organizac www.orga Consultad gura 94. ción Mundial d anizacionmun da el 15 de oc 263 Cómo la de la Salud, 2 dialdelasalud ctubre de 201 avarse las m 2009. d.com/revista/ 1. manos /sistemasociaal.com.
- 312. 264 4.3.2. Normas de limpieza y conducta dentro de los servicios sanitarios La planta cuenta con cinco unidades sanitarias una para cada departamento. Oficinas administrativas, 2 artefactos de un inodoro y lavamos cada uno para hombres y mujeres y en recepción 2 artefactos mas de inodoro y lavamanos cada uno para hombres y mujeres, adicional a esto cuenta también con un área de duchas con vestidores una para hombres y otra para mujeres. Oficinas de contabilidad y compras, 2 artefactos cada uno con 1 inodoro, 1 lavamanos, 1 ducha, para hombres y mujeres. Área de producción, 1 batería con 4 inodoros, 4 mingitorios, 2 lavamanos Vestidores hombres, 4 inodoros, 4 lavamanos, 16 duchas con espacio para casilleros y vestidor. Vestidores mujeres, 2 inodoros, 2 lavamanos y 2 duchas con espacio para casilleros y vestidor. Las instalaciones sanitarias están separadas por sexo y por tipo de personal, cuentan con ventilación hacia el exterior, provistas de papel higiénico, jabón, dispositivos eléctricos para secado de manos, basureros, separadas de la sección de proceso, las áreas de limpieza están contiguas a las unidades sanitarias antes descritas. No se deberá guardar alimentos en los casilleros, el área deberá ser la adecuada para la cantidad de personal que debe usarlos.
- 313. S Se establec Mante sanita Mante Respe Depos No ha Usar l Figura Fu cerán las s ener un c arias ener orden etar los hor sitar la bas acer mal us la cantidad a 95. L uente: limpiez www.li Consu iguientes n comportami y limpieza rarios para ura en su lu o de los sa de jabón y 265 Limpieza de za en sanitario mpiezasterm ultada el 22 de ormas: iento adec dentro de l ingresar a ugar anitarios y m y agua nece el servicio os y duchas. y.com. e agosto 201 cuado den os casillero vestidores mingitorios esarios o sanitario 1 ntro de las os y casilleros s instalaci s iones
- 314. 266 4.4. Estrategias para mitigación de accidentes Las estrategias para mitigación de accidentes en la planta serán: El diseño ergonómico del puesto de trabajo, para obtener un ajuste adecuado entre las aptitudes o habilidades del trabajador y los requerimientos o demandas del trabajo. El diseño ergonómico de los puestos de trabajo en la planta, deberán tener en cuenta las características antropométricas de los empleados, la adaptación del espacio, las posturas de trabajo, el espacio libre, la interferencia de las partes del cuerpo, el campo visual, la fuerza del trabajador y el estrés biomecánico, entre otros aspectos con el objetivo final, de optimizar la productividad del trabajador y del sistema de producción, al mismo tiempo que garantizar la satisfacción, la seguridad y la salud de los trabajadores. Se deberán de revisar las condiciones de los puestos de trabajo en las áreas de peletización, molienda, extrusión, micromezclas y despacho, teniendo en cuenta, entre otros, los siguientes factores: Los riesgos de carácter mecánico que puedan existir Los riesgos causados por una postura de trabajo incorrecta fruto de un diseño incorrecto de asientos, bancos, etc
- 315. F 4 n v Figu Fuente: la sa Orga 4.5. Se Su en no solo en vista no rep Figura 97. Mantener la Llevar un re Aislar o con Agrupar los Considerar Separar los Comprobar Emplear ar ura 96. alud y la se nización Inter guridad op nfoque prim las áreas m presenten u Norma Evita deb Garant Evitar a cantidad alm egistro actual nfinar los prod s productos d r las caracterí s productos in r etiquetados rmarios de se Funcione eguridad en rnacional del peracional mordial será más vulnera un peligro e as para red Fuen ar los esfuerzos ben sobrepasar tizar una correc Evitar los traba r movimientos q macenada al lizado de prod ductos de car e característi ísticas de peli ncompatibles . eguridad. 267 es del diseñ el trabajo. Trabajo OIT. á salvaguar ables de la eminente de ducir el rie nte: elaboraci s innecesarios. r la capacidad cta disposición ajos excesivam que fuercen los mínimo oper ductos almac racterísticas e icas similares igrosidad de l . ño adecua Los principi p. 73. rdar la inte planta si n e accidente esgo deriva ión propia. Los esfuerzos física del traba del espacio de mente repetitivo s sistemas arti rativo cenados. especiales. s. los productos ado del pue os básicos egridad de no en lugare e. ado del alm s nunca ajador e trabajo. os. culares. s y sus incom esto de tra de la ergon los operad es que a si macenamie patibilidades. abajo nomía. ores, imple ento .
- 316. 268 Determinación de la unidad de carga. Una unidad de carga puede ser definida como la carga a ser manejada o recogida, de una sola vez, al mismo tiempo. La unidad de carga es parte integrante del sistema de manejo de material, dentro de la planta de producción y por lo tanto elemento a considerar dentro de la seguridad operacional. Las unidades de carga en la planta son las materias primas y procesadas, en sus unidades de almacenamiento. Las unidades de carga deben tener el tamaño y configuración apropiado para que los objetivos de flujo y manejo de material sean alcanzados, al manipular cargas mayores a 100 libras es necesario que el operador utilice equipo mecánico, o sea apoyado por otro operador. El tamaño de la unidad de carga puede variar, conforme el empaque utilizado. La integridad de la unidad de carga puede ser mantenida de diversas maneras. Por ejemplo, empaques como sacos de 1 quintal, o jumbos de 50 quintales pueden ser utilizados para desplazar la unidad de carga. La determinación del tamaño de la unidad de carga, es influenciada por diversos factores, como por ejemplo: el material al ser unificado (reprocesos); el número de veces que el material es removido de la unidad de carga para ser procesado; la cantidad de material a manejar; las condiciones ambientales a las que la unidad de carga se encuentra expuesta; la susceptibilidad del material a ser dañado; entre otros factores.
- 317. a j p t e s Fig Las d a un quint jumbos de protección también de estibar se d se cuenta c gura 98. imensiones al, las mat 50 quinta para los ependiendo determinara con 5 monta Medidas Fuen s de los em terias prim ales, de es trabajador o de la conf a el equipo acargas y 3 Determ concep Selecc equipa manejo Identif distant Establ distant Determ unidad Config estruct carga Determ formac carga. 269 para dime nte: elaboraci mpaques de as varían to se deriv es del áre figuración d o más adec 3 equipos p minar la aplic pto de unida cionar el tipo amiento a uti o de la unida ficar el origen te de la unida ecer el desti te de la unida minar el tama d de carga gurar la comp tura de la un minar el méto ción de la uni ensionar la ión propia. e producto en present va el uso ea de des de las carg cuado para para elevac cabilidad del d de carga de lizar para el ad de carga n más ad de carga no más ad de carga año de la posición y nidad de odo de idad de a unidad de terminado taciones d importante spacho y gas y cantid transporta ción de Pall e carga o se estand e 3 kilos h e del equip micro mez dad de sac rla, en la p ets. darizo hasta po de zclas, cos a planta
- 318. Fig Fue Fue ura 99. ente: complejo Figur ente: complejo 27 Unidade o industrial CO a 100. o industrial CO 70 s de carga OINCO, Masa Unidad ju OINCO, Masa a en la plan agua, Escuin mbo agua, Escuin nta tla. tla.
- 319. T T p r p s c i l e Técnicas y Técnica de En la producto te recomenda pesos sin h Cuand se inclina columna v imprescind La pr ligeramente enderezar l Fig Fuente métodos d elevación. planta se e erminado e aciones, m hacerse dañ do se levan en la articu vertebral y ibles para u rimera será e separada la espalda gura 101. e: complejo ind de trabajo elevan carg en sacos antener la ño. nta un pes ulación de en una p una buena á poner los as también y tensar los 271 Unidad dustrial COIN as de 100 de un qui espalda r o con la es la cadera, posición es elevación d s pies a lo n adoptar u s músculos de levante NCO, Masagu libras equiv intal, el op recta para spalda deb , mantenié stática favo de la carga s lados de una posici s dorsales y e Pallet ua, Escuintla. valentes a p perario deb poder lev bidamente e ndose rígid orable, hay . e la carga ón agacha y abdomina presentació berá segui vantar may erecta, la p da o erguid y tres técn con las pie ada equilib ales. ón de r las yores pelvis da la nicas ernas rada,
- 320. La piernas. Po hacia de columna concavid ese lado traslado escalera Se concavid deforma el levant segunda La tercera Figu siciones y elante o ha a, sometien dad a una f o cóncavo de cargas as con carg e deberá e dad en la arse la colum tamiento o será eleva será erguir ura 102. Fuente: po ww Co movimient acia atrás ndo a los fuerte tracc o a una so s, tirar o em a, deberá h evitar siem parte post mna hacia descenso d 27 ar la carga r la parte su Forma c osicionamient ww.seg-socia onsultada el 2 tos peligros especialme músculos ción y a las obrepresión mpujar carr hacerse sin mpre el arq terior debid atrás, hacia de cargas s 72 a mediante uperior del correcta de to ergonómico al/levantado_d 22 de agosto sos. Cuand ente se pr y ligamen aristas de n, de este retillas o co n brusqueda queo pelig do a esto a delante o se ligará a l e el ender cuerpo. e alzar pes o. de_cargas.es 2011. do la espa roduce una ntos del la las vértebr e modo, e ontenedore ades y con groso de la durante e o alrededor a torsión d rezamiento sos s. alda es enc a desviació ado contrar ras y los di l levantam es y la sub sumo cuida a espalda l trabajo n de su eje y el tronco. de las corvada ón de la rio a la scos en miento y bida por ado. con la no debe y nunca
- 321. t c a p p c t e Regla transportar coloca dich El ma almacenaje poseer un precisas pa cuenta son tiempo cor empresa pu Figura 103 as de soste cargas a has cargas anejo de m e teniendo buen apoyo ara el des el balance recto y lug ueda obten 3. Reg car nimiento y lo largo d convenient material no en cuenta o logístico y empeño de e económic gar estimad ner beneficio glas para rgas Fuen 273 transporte. e importan temente. se limita s el tiempo y conocer t e estas fun o, la entreg do para ten os. el correct nte: elaboraci utiliz tales e ma so apro . En posició ntes distanc solo al ma y el espac todos los in nciones. O ga de comp ner unos co to sosteni ión propia. zar elementos como cincha albardas el transportar anteniéndose oportar la carg esqueleto co cargar los cu simétricam oximar la carg ón de pie e cias sin ha anejo, si no cio disponib nstrumentos Otros aspec ponentes y ostes acep imiento y s auxiliares s, yugos y/o s. la carga e erguido ga con el orporal, uerpos mente ga al cuerpo l hombre p acerse dañ o al embala bles. Se de s y maquin ctos a tene productos ptables y q transport uede ño, si aje y eberá narias er en en el ue la e de
- 322. 274 Prevención de los riesgos eléctricos Las instalaciones eléctricas de los lugares de trabajo en las áreas de producción y almacenaje de la planta se utilizarán y mantendrán en la forma adecuada y el funcionamiento de los sistemas de protección se controlarán periódicamente, de acuerdo a las instrucciones de sus fabricantes e instaladores, y a la propia experiencia del supervisor. Los trabajos en instalaciones eléctricas en emplazamientos con riesgo de incendio o explosión se realizarán siguiendo un procedimiento que reduzca al mínimo estos riesgos; para ello se limitará y controlará, en lo posible, la presencia de sustancias inflamables en la zona de trabajo y se evitará la aparición de focos de ignición, en particular, en caso de que exista, o pueda formarse, una atmósfera explosiva. En tal caso queda prohibida la realización de trabajos u operaciones (cambio de lámparas, fusibles, etc.) en tensión, salvo si se efectúan en instalaciones y con equipos concebidos para operar en esas condiciones, que cumplan la normativa específica aplicable. 4.5.1. Protección personal La capacitación de los trabajadores de la planta sobre la importancia que tiene el uso del equipo de protección personal será necesaria con el fin de concientizar que la buena salud es lo primordial para poder realizar las actividades laborales exigidas. El equipo de protección personal es todo accesorio que tiene como fin el proteger la vida y salud del trabajador. La mayoría de accesorios que se utilizan
- 323. 275 para este fin causan cierto grado de molestia, pero los beneficios que se obtienen superan las molestias que puedan aportar estos accesorios. Para la selección adecuada del equipo de protección personal se tomarán en cuenta los siguientes parámetros: Se debe analizar detalladamente las áreas y condiciones físicas a las cuales está expuesto el trabajador para la identificación de todos los riesgos que representen peligro alguno Se deberá tomar en cuenta la condición física del trabajador Que el equipo de protección a seleccionar sea de alta eficiencia, de fácil manejo, cómodo y de mantenimiento sencillo Por el tipo de trabajo que se realiza dentro de la planta que en algunos casos se caracteriza de mucho esfuerzo físico, y en otras se expone a fuentes de contaminación a través de partículas y polvillos, contaminación auditiva, y vibraciones se propondrá la utilización de equipo de protección personal con el fin de proteger la salud del trabajador, para ello es necesario realizar combinaciones de equipo de protección personal de acuerdo al riesgo de la actividad que se esté realizando. 4.5.1.1. Respiradores con filtro mecánico En los procesos industriales que se realizan en la planta, existen partículas que pueden ser peligrosas para la salud del operador de micromezclas y molienda; Para evitar que estás entren en contacto con el organismo de los trabajadores, la selección del tipo de dispositivos protectores respiratorios se realizarán de acuerdo a los siguientes criterios:
- 324. 276 Tipo de agente del que hay que protegerse Propiedades químicas, físicas y toxicológicas Es un contaminante de tipo emergencia o de situación normal Selección del tipo adecuado de protector respiratorio de acuerdo a las especificaciones del fabricante. Todo empleado al que se le requiera hacer uso de equipos respiratorios debe primero someterse a un examen médico. Los respiradores que se utilizarán en la planta son: Mascarilla con válvula de exhalación Especificaciones técnicas Fabricada bajo especificaciones de la norma NIOSH 42CFR84 con aprobación N95 para material particulado libre de neblinas aceitosas. Protección respiratoria de material particulado en concentraciones menores a 10 TLV. Válvula de exhalación que mantiene más fresco el interior del respirador e incrementa la comodidad de uso.
- 325. Mascar Especifi Fabric protec Filtro Visor y la v gasoli Los tir Figura 1 Fuent rilla con filtr icaciones té cada bajo cción respir de cartucho plástico co válvula de ina y el thin rantes de s 04. M te: respirador http://www Consultad ros. écnicas especificac ratoria). o contra po on amplio c exhalación nner. sujeción est 277 ascarilla c res tipo masc w.paritarios.cl/ a el 16 de oc ciones de olvos compu campo de v . Es resist tán elabora con válvula arilla. /especial_epp ctubre. la norma uesto por c visión, sosti tente a alg ados encauc a de exhala p.htm. ANSI K 1 carbón activ iene los ca unos disolv cho antialé ación 3.1 (equip vado artuchos o f ventes com rgico o de filtros mo la
- 326. El planta, h observa hará ne puestos ingredie soya. La suspend Exi empaña el interio 4 riesgo que hará que se r, acompañ ecesario el de trabajo ntes, verted función pr didas en el a iste el pr miento de or de los len Figura 10 Fuente: res htt Co .5.1.2. G e represent e forme un ñado de irr uso de g o: pesadore dores de m incipal de l ambiente q roblema q los lentes, ntes. 27 5. Ma spiradores tip tp://www.parit onsultada el 1 Gafas con ta trabajar ambiente d ritación, y gafas o an es de mate materia prim las gafas s que afecten que se p esto se co 78 ascarilla co po mascarilla tarios.cl/espe 6 de octubre protectore con mate denso situa ardor en lo nteojos, pro ria prima e a en máqu será evitar e el sistema resenta e orregirá con on filtros con filtro mec cial_epp.htm . es laterale erias primas ación que c os ojos. Po otectores, en bodega ina mezcla el paso de a visual del en ambien n una aerac cánico. . es s harinosa crea dificult or tal situa en los sig de macro adora y vert partículas trabajador. ntes húme ción máxim as en la tad para ación se guientes y micro tedor de sólidas edos el ma hacia
- 327. 279 Las gafas que se utilizarán en las áreas donde los trabajadores estén en contacto con materias primas harinosas se muestran a continuación. Las especificaciones técnicas de las gafas serán: Diseñados bajo la norma ANSI Z 87.1 (equipo de protección de los ojos y el rostro). Fabricado de material polímero transparente anti alérgico La parte frontal de las gafas está cubierta con una capa de resina anti ralladura. Las gafas utilizan un sistema de ventilación indirecta que permite que no se empañe la parte frontal. Figura 106. Gafas protectoras Fuente: anteojos con protección lateral. http://www.paritarios.cl/especial_epp.htm. Consultada el 16 de octubre. Además según sea el caso, y la necesidad, se pueden utilizar los siguientes tipos de protectores:
- 328. 280 Cascos de soldadores: se utilizarán en los casos donde se requieran trabajos de soldadura, contra el salpicado de metales fundidos, y a su vez una protección visual contra la radiación producida por las operaciones de soldado. Pantallas de metal: se usarán en operaciones donde exista el riesgo de salpicadura por metales fundidos los cuales son separados por una barrera física en forma de una malla metálica de punto muy pequeño, que le permite ver al operario sin peligro de salpicarse y de exponer su vista a algún tipo de radiación. Capuchones, estarán realizados de material especial de acuerdo al uso, por medio del cual se colocara una ventana en la parte delantera, la cual le permitirá observar a través de dicha ventana transparente lo que está haciendo, el empleo de este tipo de capuchones se usará en operaciones donde intervengan el manejo de productos químicos altamente cáusticos, exposición a elevadas temperaturas, etc. 4.5.1.3. Calzado con punta de acero “Para ingresar a la planta, solo se permitirá el uso de zapatos cerrados y de suela antideslizante, de preferencia botas con punta de acero. Los mismos deberán mantenerse limpios y en buenas condiciones. Estos zapatos deberán ser provistos por la empresa al personal de producción”. 24 24 Plan de buenas prácticas de manufactura y control de puntos críticos para la planta de producción de una industria de alimentos balanceados para aves. Sergio Giancarlo Custodio García p. 241.
- 329. 281 Figura 107. Botas con punta de acero Fuente: calzado industrial con puntera. http://www.paritarios.cl/especial_epp.htm. Consultada el 16 de octubre. Características que tendrán los zapatos con punta de acero: La puntera de acero es muy duradera y protege los pies de posibles daños causados por una posible caída de objetos y resiste al riesgo eléctrico Peso aproximado de 32 onzas cómodos de usar en el lugar de trabajo Resistentes al agua, golpes absorbentes y químicos Debido a su alta calidad de cuero, estos zapatos son duraderos. Suela antideslizante 4.5.1.4. Protectores auditivos El ruido se ha convertido en un problema para el operario de la máquina peletizadora, como también en las siguientes áreas de trabajo: área de extrusión, área de molienda, y área de micro mezclas, debido al ruido ocasionado por las máquinas. El problema radicará en la dificultad para oír, y
- 330. 282 puede causar frecuentes dolores de cabeza en los trabajadores que laboran en dichas áreas. Por esta situación se deberán utilizar tapones protectores para oído con cordones del tipo reutilizable debido a que reducen hasta 25 decibeles y por su diseño se ajustan fácilmente al canal auditivo. Los ruidos en el área de producción y en las áreas ya mencionadas son perjudiciales que excedan los niveles de exposición al ruido permitidos (85-90 db), debido a que las disminuciones en la fuente de emisión que son las maquinas por su mantenimiento no es suficiente, se deberá acudir a la protección del oído, sea en su parte interna, o directamente en los canales auditivos. Los protectores para oídos se podrán dividir en dos grupos principales: Tapones o dispositivos de inserción: serán aquellos que se colocan en el canal auditivo. Existen los tapones aurales, y los superaurales. Las cantidades de reducción de ruido dependerán del tipo de material con el que se encuentren fabricados, siendo más o menos absorbentes del ruido pudiendo llegar hasta disminuir 15 decibeles. Especificaciones técnicas Diseñados bajo la norma ANSI S3.19 (métodos de protección auditiva) Fabricados en silicona, con compuesto elastómero anti alérgico suave de larga duración. Nivel de atenuación de 25 decibeles
- 331. u c e 2 m c Oreje propo difere suspe orejer atenu suspe puede Algo i una ayuda cuales al e esto hay qu 25 por cien musculares ciento se te Figur Fue ras: serán orcionan un ncias de ta ensión. La c ra y la ca ación. Los ensión de en sufrir pé 4.5. mportante para mant estar bajo u ue tomar e nto del tota s o lumbag endrá que b a 108. ente: protecto http://ww Consulta una barrera na atenuac amaños, fo clase de co abeza tien cojines lle ruido, que rdidas. .1.5. A será que e tener una t una compre n cuenta qu al de su pe gos. Cualqu buscar otros 283 Tapones r auditivo tipo ww.paritarios.c ada el 16 de o a acústica ción varía ormas, mat ojín o almoh en mucho enos de líqu e los plást rnés de cin ste equipo ensión ade esión no se ue el trabaj eso corpora uier carga s métodos para oído o tapo. cl/especial_e octubre. que se colo n grandem terial sellad hada que se o que ver uidos o gra ticos o ca ntura de protecc ecuada de e esfuerza jador no te al, esto co que tenga para el leva reutilizabl epp.htm. ocarán en mente de dor, armaz e usarán en con la e asas, brind aucho espo ción person los múscul n más de endrá que le n el fin de un peso m antamiento les el oído ext acuerdo a zón, y clas ntre la copa eficiencia d arán una m onjoso, au al solamen os del tóra lo normal. evantar má evitar lesi mayor al 25 o. erno, a las se de a y la de la mejor nque nte es ax los Para ás del iones 5 por
- 332. Especific Cin pla Fab He cin Cinturón Est pero po incomod los sigu mezclad F caciones té nturón de c anta bricado en billa de de tura n ergonómic te equipo d or el mate didad que p uientes pue dora pesado Fotograf Fuente: cintur http:/ Cons écnicas del color café o piel de cerd eslizamient co de protecció erial de di produce un estos de t ores de ma 28 ía 109. rón para leva //www.paritari sultada el 16 d cincho de c oscuro en t do to rápido p ón tendrá la iseño y s cincho de c trabajo: ve teria prima 84 Cincho d ntar cargas ti ios.cl/especia de octubre. cuero tallas M y L para fácil G a misma fun u forma f cuero. El us rtedores d y operador e cuero ipo piel. al_epp.htm. L para los Graduación nción que u física perm so de este de ingredie res de mon trabajadore n de ajuste un cincho d mitirán elim equipó se entes en m ntacargas. es de la e en la de cuero minar la hará en máquina
- 333. m Especificac Cintur de la Hebill Tirant Sopor inferio Lamin una p Tapas En la momento p Fig Fuente: cin htt Co ciones técn rón ergonó planta. a de desliz tes elástico rte lateral e or de la esp nas internas ostura ade s de soport 4.5. as diferente podría caer gura 110. nturón para le tp://www.parit onsultada el 1 icas del cin mico de co amiento rá s 1 ½ pulga elástico de palda. s de tipo fle cuada. e para cierr .1.6. Ca es áreas d r algún obje 285 Cintur evantar carga tarios.cl/espe 16 de octubre nturón ergo olor negro pido para fá ada de anc fácil ajuste exible en a re abdomin asco con a de trabajo eto sólido s rón de seg as sintético co ecial_epp.htm e. nómico entallas M fácil gradua cho. e, para aum crílico, que nal accesorios será impo sobre la cab guridad on tirantes. m. y L para l ación de altu mentar el a e brinda sop osible dete beza, ya se os trabajad ura de hom apoyo a la porte, exigi erminar en ea por desc dores mbro parte endo qué cuido
- 334. de algún al trabaja Ca operario utilizado utilizado serán ut Especific Fab pol La El p Dis n trabajado ador media sco de col os del área os por el p o por el per ilizados po caciones té bricado en lvo en la su suspensión peso total d señado bajo or o por cas ante la utiliz lor blanco, de produc personal de rsonal de m r los electri écnicas polímero, uperficie de n está fabri del casco e o la norma Figura 11 Fuente: prote http: Cons 28 sualidad. P zación de ca identificará cción de la e mantenim materias pr cistas de la material q l casco. cada de po s de 355 + ANSI Z 89. 1. Cas ección para la //www.paritar sultada el 16 86 or tal situa ascos. án a las in planta, los miento. Ca rimas de h a planta. que evita l olímero livia 10 gramos .1 scos de se a cabeza cas rios.cl/especia de octubre. ación será n ndustrias al s cascos de sco de co arina (bode a adheren ano y anti a s eguridad co de políme al_epp.htm. necesario p limenticias e color azu olor amarillo ega 2), cas cia del ag alérgico ero. proteger y a los ul serán o serán sco gris ua y el
- 335. 287 Para la elección de casco de se tomará en cuenta la existencia de diferentes niveles, tipo de trabajo y peligro por caída de objetos. La ASTM indica los diferentes tipos de cascos dependiendo los diferentes tipos de trabajos a realizar: CLASE A: este tipo de cascos tienen una resistencia a la electricidad de 10 000 voltios y con buena resistencia a los impactos. CLASE B: este tipo de cascos tienen una resistencia a la electricidad de hasta 20 000 voltios y con una excelente resistencia a los impactos. CLASE C: este casco está determinado a las actividades en las cuales no se maneje equipo eléctrico ya que su resistencia es mínima, y tiene una buena resistencia a los impactos. 4.6. Señalización industrial Señalizar implicará indicar en forma clara y sin lugar a dudas, acciones, lugares y normas. La señalización industrial será una de las condiciones más importantes de cualquier plan de emergencias y seguridad.
- 336. 288 Tabla. XXXIX. Señalización industrial a utilizar en las diferentes áreas de la planta SEÑALIZACIÓN ÁREAS A APLICAR FUNCIÓN área de peletizado área de silos Evitar los riesgos eléctricos área de peletizado área de molienda área de micromezclas área de despacho área de extrusor Evitar incendios y riesgos eléctricos área de peletizado área de molienda área de extrusor Evitar riesgos de quemaduras área de peletizado área de molienda área de extrusor Evitar riesgos mecánicos, y accidentes.
- 337. 289 Continuación de la tabla XXXIX. SEÑALIZACIÓN ÁREAS A APLICAR FUNCIÓN área de peletizado área de molienda área de extrusor Evitar riesgos mecánicos, y accidentes. área de despacho Evitar riesgos de atropellamiento, aplastamiento, etc. área de micro mezclas Evitar riesgos químicos de intoxicación. área de peletizado área de molienda área de micromezclas área de despacho área de extrusor Evitar accidentes y riesgos a la salud y seguridad en general. Fuente: elaboración propia.
- 338. Tuberías Est será imp minuto h Tub am F Tub con 4.6.1. s de materi tas tubería pulsado po hacia los ta berías de marillo, con f igura 112. Fue berías de m n flechas y Panel de a prima líqu s serán de or medio d nques de e grasa: est flechas y le Tuberí ente: complejo melaza: est letras blanc 29 informaci uida e diámetro de bombas espera en e a tubería etras negras ía de color o industrial CO ta tubería s cas para in 90 ón conten 10 pulgad dando un el área de p se encontr s para indic r amarillo, OINCO, Masa se encontra dicar el sen ido de tub das, el líqui n caudal d producción. rará señali car el sentid conducció agua, Escuin ará señaliz ntido del flu berías do de los t e 36 galon zada por do del fluido ón de grasa tla. zada de col uido. tanques nes por el color o. a lor azul,
- 339. n e a Fig Tuber Las tu natural y se el tipo de c alimenta. F gura 113. Fuente rías de elec uberías que e señalizar orriente qu Figura 114. Fuente Tubería e: complejo ind ctricidad e contienen rán con etiq e llevan y e Tube e: complejo ind 291 de color a dustrial COIN n las líneas quetas de c el sentido d ría que con dustrial COIN azul, condu NCO, Masagu eléctricas s color amar de la misma ntiene cab NCO, Masagu ucción de m ua, Escuintla. serán de tu rillo, las cua a e indicará bleado eléc ua, Escuintla. melaza ubo galvani ales especi án el equipo ctrico izado ifican o que
- 340. Tub Las serán d forrada misma, área de Tub term Est conduzc berías de c s tuberías e tubo ced con lamina esta tuberí extrusión y Figura 1 Fue berías de minado tas estarán can las mate conducción que condu dula 40 y a galvaniza ía es basta y peletizado 15. Tub ente: complejo elevación n señalizada erias y se e 29 de vapor ucen el va se encuen ada calibre ante recono o. bería que c o industrial CO y condu as con etiq encontrarán 92 por al área ntrarán insu e 26 es po ocible y se conduce va OINCO, Masa ucción de uetas numé n pintadas d a de extru uladas con or ello el c encuentra apor de la agua, Escuin materia p éricas segú de color gri sión y pel n fibra de color natura únicament caldera tla. prima y p ún la tolva a is. etizado, vidrio y al de la te en el producto a donde
- 341. 293 4.6.2. Delimitaciones Delimitaciones de áreas En todas las áreas se deberá destacar más que nada la utilización de equipo de protección, ya que actualmente es uno de los puntos más débiles del proceso laboral en la planta, es decir, es una de las instrucciones que menos se cumplen a nivel operativo. Las áreas que fueron nombradas restringidas son: Área de peletizado Área de extrusión Área de molienda Área de micromezclas Esto significará que sin el equipo de protección apropiado ninguna persona puede ingresar aun siendo miembros de la empresa, se tomarán en cuenta únicamente los procesos o áreas que tienen un alto riesgo y que requiere del equipo necesario para poder acceder a los mismos. Área de micromezclas Esta área es una de las más peligrosas, ya que como se ha mencionado anteriormente es donde se manejan todos los componentes vitamínicos que lleva el producto, el riesgo estará en la concentración de estos componentes y la granulometría (tamaño de las partículas), ya que son tan finas que es muy fácil ingerirlas o aspirarlas y al hacer esto provocarán daños muy severos al
- 342. organism Para acc F Delimita Se trabajo e ellos se deben so de que e Lo mism circulen mo a largo ceder a est Figura 116. ciones para gún el Art. establece: realicen o ometerse a estas se pr mo debe ha fluidos pel plazo ya q a área será Señal F a equipos y . 64 del R Los aparat o por el pe a constante resenten de acerse con ligrosos o a 29 que el tiemp á necesario l industrial Fuente: elabor y tuberías eglamento tos que po ligro que lo vigilancia eben ser co las tubería altas tempe 94 po de expo o seguir las l para el ár ración propia general d r la índole os mismos para evitar ontenidas y as y condu eraturas. osición es d instruccion rea de mic . e higiene de las ope s ofrezcan, las posible y reparada ucciones de de 8 horas nes señaliza romezclas y segurida eraciones sean herm es fugas. E s inmediata e vapor po diarias. adas. s ad en el que en méticos, En caso amente. r donde
- 343. 295 Según el Artículo 64 del reglamento general de higiene y seguridad en el trabajo establece: respecto a las tuberías. Aquellas que ofrezcan grave peligro por su simple contacto deben tener carteles en que consten destacadamente las palabras peligro no tocar, esta norma se aplicará directamente en las tuberías que conducen vapores y fluidos de grasa y melaza que representan un peligro potencial. 4.6.3. Rotulación Rotulación arte que se tiene al momento de realizar un cartel o rótulo. Es toda perfección que se consigue cuando se está trazando las literales del mismo. Legibilidad término empleado en el diseño tipográfico de rotulación, para definir una cualidad deseable en la impresión de las letras del texto. Algo legible es la facilidad o complejidad de la lectura de una letra. Indicaciones en la planta. Se deberán ubicar señales con rótulos de los aspectos que se consideren para el control y seguridad de los operarios y de los procesos productivos. El rotulado o escritura deberá ser claro, directo con letra arial o similar, mayúscula, y de dimensiones adecuadas para su lectura, se especificarán rotulación eléctrica, peligro mecánico, uso obligatorio de equipo de protección, y rotulación de rutas de evacuación, ubicación y clasificación de extintores, rotulación de tubería, rotulación de servicios y áreas según su uso.
- 344. 296 Las especificaciones técnicas de los rótulos serán: Tamaños: según sea el caso podrán ser de las siguientes dimensiones: XS: 73 x 148 milímetros. S: 104 x 210 milímetros. M: 148 x 297 milímetros. L: 209 x 420 milímetros. XL: 296 x 594 milímetros. Deberán contar con la pegatina sin ningún tipo de soporte, para poderse aplicar donde sea necesaria. Las pegatinas deberán estar fabricadas en vinilo resistente al exterior (lluvia, calor, frio, sol). La colocación de la pegatina es muy fácil, hará que no quede ninguna burbuja de aire. El dibujo deberá estar protegido por un laminado transparente resistente la luz ultra violeta y al roce. Rotulación de cada área según su uso Cada área deberá tener su rotulo de identificación según su uso, estos serán los siguientes:
- 345. 297 Figura 117. Rotulación por áreas Fuente: elaboración propia. ÁREA DE PELETIZADO ÁREA DE EXTRUSIÓN ÁREA DE DESPACHO ÁREA DE MOLIENDA ÁREA DE MICROMEZCLAS
- 346. 298 Rótulos de peligro También se considerarán rótulos de peligro en las áreas, donde sea necesario, estas áreas, serán cerca de los equipos de peligro: extruder, molino y máquina cosedora. Figura 118. Rotulación peligro no tocar Fuente: elaboración propia. Rótulos de prohibición Los rótulos de ingreso solo para personal autorizado, se colocaran en el área de producción. Figura 119. Rotulación sólo personal autorizado Fuente: elaboración propia. SOLO PERSONAL AUTORIZADO PELIGRO NO TOCAR
- 347. 299 4.7. Mejoras a implementarse en áreas vulnerables Las mejoras a implementarse, se realizarán de acuerdo a normativos establecidos en plantas industriales para el correcto uso de los equipos y protección del personal que las manipula. 4.7.1. Protección en maquinaria La protección en maquinaria deberá ser la indicada en las especificaciones de cada máquina, y en piezas móviles colocar guardas protectoras, seguir los procedimientos de arranque y colocar interruptores de paro de emergencia. 4.7.1.1. Escaleras salida de emergencia Gradas metálicas La planta contará con dos circulaciones verticales en el área de producción, las cuales serán de tipo metálicas, estructura con huellas de lámina forjada y pasamanos de tubo las cuales conducen a niveles superiores, de maquinaria y partes altas de almacenaje de materias primas. Será necesaria la construcción de dos escaleras tipo u con protección para realizar salidas de emergencias que estén apartadas de las maquinarias y tuberías de conducción de materiales y que se encuentren adosadas a la edificación para que conduzcan directamente a los puntos de encuentro seguros.
- 348. Las estar pro dobles d tirantes adecuad Las de la pla la protec económ s escaleras ovistas de deben unirs resistentes dos y su inc 4 s guardas p anta. Los p cción de lo ica de mejo Fue s usadas en dispositivo se conveni s. Las es clinación se 4.7.1.2. para transp paneles esta os transport orar la segu Figura 12 ente: complejo 30 n el trabajo os de segur entemente scaleras de erá racional Guardas portadores m andarizado tadores qu uridad en el 20. Gu o industrial CO 00 o deberán s ridad en su ambos lad eberán est . protectora mejoran la os proveerá e es fácil d l ambiente arda de se OINCO, Masa ser sólidas y us extremo dos de la e tar provista as productivid án un enfoq de instalar. de trabajo. eguridad agua, Escuin y seguras y os. Cuand escalera m as de pasa dad y la se que sistemá . Son una tla. y deben do sean mediante amanos eguridad ático de manera
- 349. c g r p g a i Mejor cuando se guarda y el Instala removidos Diseñ podrán ser guardas pu aplicacione instalacione Figura 12 rar la segu instala con l transporta ación senc y reinstalad o universa r usadas e uede ser f es que se p es de bomb 21. Gu Fuente uridad. Cu n un mínim ador. illa. Abraza dos rápidam al. Las gua en casi cu fácilmente pueden ver bas de cual uardas de s e: complejo ind 301 umple con mo de 0,00 aderas de c mente. ardas estará ualquier ap expandido r en la figu lquier tipo e seguridad dustrial COIN la norma 05" de dista cuña perm án disponi plicación, a o recoloca ura 121 y 1 en los siste en poleas NCO, Masagu OSHA 29 ancia de la iten que lo bles en va así mismo ado como 122, donde mas de pol de bomba ua, Escuintla. 9 CFR 191 a apertura d os paneles arias medid el sistem sea reque e se coloca leas. as de mela 10,21 de la sean das y a de erido, an en aza
- 350. Figura Est abertura Co (peletiza resbalam estables Las se prote equivale acceso a a 122. Fue 4 tas serán u as, desnivel n el fin d ado, molien miento los s y no resba s aberturas gerán med ente, que po a la abertur Guardas ente: complejo 4.7.1.3. una barrer es y escale de evitar a nda, extrus suelos del aladizos, sin s o desnive iante baran odrán tener ra. 30 de segurid o industrial CO Barandas a y servirá eras accidentes sión, micro primer niv n irregularid les que sup ndillas u otr r partes mó 02 dad en pol OINCO, Masa s de protec án de prote laborales o mezclas) vel y segu dades ni pe pongan un ros sistema óviles cuand leas de bo agua, Escuin cción ección anti en el áre y despac ndo nivel, endientes p riesgo de c as de protec do sea nec mbas de g tla. caídas en ea de pro cho, por ca deberán s peligrosas. caída de pe cción de se esario disp grasa suelos, ducción aídas o ser fijos, ersonas eguridad poner de
- 351. 303 Deberán protegerse en particular: Las aberturas en los suelos Las aberturas en paredes o tabiques, siempre que su situación y dimensiones suponga riesgo de caída de personas, y las plataformas, muelles o estructuras similares En la ausencia de pasarelas y barandillas tienen ciertos riesgos, la caída de operarios durante las operaciones de mantenimiento y los atropellos de operarios en operaciones de mantenimiento por ancho insuficiente de las plataformas y distancias no reglamentarias con respecto a obstáculos fijos, son los riesgos a los que se estará expuesto, y para prevenirlos se utilizarán las siguientes normas de seguridad en pasarelas y plataformas. El ancho de paso de las pasarelas no deberá ser inferior a 0,5 metros La distancia vertical de una pasarela o una plataforma de acceso normal a la cabina y todo obstáculo situado por encima fijo o móvil con relación a la pasarela, no deberá ser inferior a 1,8 metros. Las pasarelas y plataformas situadas a una altura sobre el suelo superior a un metro deberán estar provistas de barandillas sobre los lados que dan al vacío. La barandilla se compondrá de un larguero superior a 1metro de alto, esta altura podrá reducirse a 0,8m para las pasarelas, también de un larguero intermedio a media altura del superior y un roda-pié de una altura mínima de 0,04 metros. La distancia vertical entre el larguero superior y todo elemento situado por encima, con relación a ella, no deberá ser inferior a 0,5 metros. La distancia vertical entre toda parte de un aparato móvil y todo obstáculo situado por encima, fijo o móvil con respecto al aparato no deberá ser inferior a 0,5 metros. Esta prescripción no será aplicable a los elementos
- 352. de tod deb Est despach pasar m ambiente arriba. toma de co da parte de berá ser inf Figura Fu 4 tos se colo ho, dado qu muchas hor e con la c orriente. La el edificio d ferior a 0,5 123. B ente: complej 4.7.1.4. ocarán para ue en esta ras en el constante re 30 a distancia v de las inst metros. Baranda pr jo industrial C Ventilado a que fluyan área se co trabajo. Lo enovación d 04 vertical ent alaciones f rotectora e COINCO, Mas ores de tec n más corr oncentra m os ventilad del mismo re toda par fijas situad en circulac sagua, Escuin cho rientes de a mucho el ca dores perm extrayéndo rte de un ap das por de ciones ntla. aire en el á alor y es inc mitirán refre olo de abaj parato y bajo no área de cómodo escar el jo hacia
- 353. e l e y Figura 124 La ne en los por laborales c ellas. Las p y en torno a La fr comú Sentid (y hac o man Sistem 4. Vista de Fuente 4.7.1.5. cesidad de rtones de l cuando los puertas deb a otros asp recuencia nmente usa do de apert cia qué lado nual. mas de avis e los extra e: complejo ind Puerta e regular el a bodega trabajador berán ser d pectos como de uso: c arán la pue tura: si la p o ha de abr so: si la pue 305 actores eól dustrial COIN as de salida uso y la se de despac res pasan diseñadas y o lo serán: consideran erta cotidian puerta debe rir) o si es d erta deberá licos sobre NCO, Masagu a de emerg eñalización chos, será mercancía y fabricada do la can namente. erá de abri de vaivén. á tener una e la bodeg ua, Escuintla. gencia de puertas para prev as o transit s de acuer ntidad de r hacia un Si es de ap ventanilla d a de despa s de emerge venir accide tan a travé rdo a su fun personas lado solam pertura eléc de aviso. acho encia entes és de nción que mente ctrica
- 354. 306 Materiales constitutivos de la puerta: las puertas podrán ser categorizadas de acuerdo con sus propiedades en relación con el tiempo o duración estimada en un incendio ya que unas puertas pueden resistir el paso del fuego menos o más tiempo que otras. Las puertas deberán tener una superficie lisa y no absorbente y ser fáciles de limpiar y desinfectar. Deberán abrir hacia afuera y estar ajustadas a su marco y en buen estado. “Las puertas que comuniquen al exterior del área de proceso, deberán contar con protección para evitar el ingreso de plagas”. 25 Figura 125. Puertas en portones para salidas de emergencia Fuente: complejo industrial COINCO, Masagua, Escuintla. 25 Plan de buenas prácticas de manufactura y control de puntos críticos para la planta de producción de una industria de alimentos balanceados para aves. Sergio Giancarlo Custodio García. p. 194.
- 355. c p p p 2 p G “Las construidas provistas d Se co para mejor para que la 26 Plan de bu producción d García. p. 20 4.7.1.6. ventanas s de modo e malla con onsiderará rar la ventil a renovació Figura 12 Fuente uenas práctic e una indust 3. Venta de la pla que impida ntra insecto necesario ación en e n del aire s 26. Área e: complejo ind cas de manu tria de alimen 307 nas para v anta, debe an la entra os que sea colocar 2 el espacio d sea de form a donde es dustrial COIN ufactura y co ntos balancea ventilación erán ser f ada de agua fácil de des ventanas de recepció ma continua necesaria NCO, Masagu ontrol de pun ados para av n fáciles de a y plagas smontar y l en el área ón de prod . a una venta ua, Escuintla. ntos críticos ves. .Sergio G limpiar, . Deberán impiar”. 26 a de despa ucto termin ana para la plan Giancarlo Cu estar estar achos nado, nta de stodio
- 356. Se y extrud señaliza vidrio fo quemad 4 colocarán der que es adas según orrados co ura por con Fig Fue Figura 1 Fue 4.7.1.7. aislantes e s donde te el tablero d on lámina ntacto a los gura 127. ente: complejo 28. Ai ente: complejo 30 Aislantes en los tram enemos fluj de tuberías galvanizad s operarios. Acabad o industrial CO slante térm o industrial CO 08 térmicos os de tube jos calient s, estos ais da calibre do de tube OINCO, Masa mico en tub OINCO, Masa ería de vapo tes, así mi slantes podr 26, evitan ería insulad agua, Escuin berías de c agua, Escuin ores en pe ismo debe rán ser de ndo así cu da tla. caldera tla. letizado erán ser fibra de ualquier
- 357. i v p Se ingresos a velocidad d por hora, d Figura 129 Fuente 4.7 colocarán la planta de las unida entro de las Figur Fuente . Aisla e: complejo ind 7.1.8. Co túmulos y e ingreso ades y esta s instalacio ra 130. e: complejo ind 309 ante térmic dustrial COIN olocación y reductore a báscula ablecer una ones de la p Implemen dustrial COIN co en tuber NCO, Masagu de túmulo es de velo camionera a velocidad planta y pat ntación de NCO, Masagu rías de cal ua, Escuintla. os ocidad tipo a con el fi d mínima d tios de man túmulos ua, Escuintla. dera o boyas en n de reduc de 15 kilóm niobras. n los cir la etros
- 358. En la fig boya col En de veloc 4.8. Co vida de industria Los instalaci entrenam servicios gura 130 locados en F Fue la figura 1 cidad máxim Costos de ste del ciclo todos los al. s costos d ón, config miento, tes s, entre otro se puede el ingreso Figura 131. ente: complejo 31 se obse ma dentro d e implemen o de vida. E sistemas r de ciclo de guración y st y recep os), manute 31 observará a la planta Letrero o industrial CO ervará la co de la planta ntación de El análisis e resultantes e vida del y preparac pción del ención y rep 0 la impleme e ingreso a o con cinta OINCO, Masa olocación d . el program económico del progra sistema in ción de m sistema, paración, d entación de a la báscula a reflectiva agua, Escuin e letreros c a deberá con ama de hig ncluirán inv métodos y operación isposición f e los túmu a de camio a tla. con cinta re nsiderar el giene y se versión de y equipam (mano de final. ulos tipo nes. eflectiva ciclo de eguridad capital, mientos, e obra,
- 359. 311 Tabla XL. Costos de implementación del programa de seguridad e higiene industrial en COINCO Tabla de Costos de Implementación programa de seguridad e higiene industrial Renglón Sub región No. De personal involucrado Área a aplicar Número de elementos a obtener Costo Unitario Costo Total Capacitación Capacitación Normas y procedimientos en áreas vulnerables 13 Todas las áreas 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Procedimientos para operar con seguridad los equipos 9 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Normativo de equipo de protección personal 45 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Interpretación de señales de seguridad 110 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Notificación de riesgos, y uso de las cartas de notificación de riesgos. 45 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Evaluación y Retroalimentación de las capacitaciones 110 2 sesiones 1 hora cada una Q.100.00 Q.200.00 COSTO TOTAL: Q.1,200.00
- 360. 312 Continuación de la tabla XL. Señalización de A. de peligro. (señales + instalación ) señalización de áreas de peligro Señalización de Alto Voltaje - Tableros de control 2 Q.75.00 Q 150.00 Señal de no fumar - Peletizado, molienda, extrusión, despacho, micromezclas 6 Q 75.00 Q 450.00 Señal de peligro maquina en movimiento - Peletizado, Molienda, Extrusor 3 Q 75.00 Q. 225.00 Señal de montacargas en servicio - despacho 5 Q 75.00 Q 375.00 Señal de sustancia toxica - micromezclas 1 Q 75.00 Q 75.00 señal de información del equipo de protección - Peletizado, molienda, extrusión, despacho, micromezclas 5 Q 75.00 Q 375.00 Señales de no tocar - Peletizado, Molienda, Extrusion 3 Q 75.00 Q 225.00 COSTO TOTAL: Q 1875.00 Instalación y compra de extintores (equipo e instalación) instalación y compra de extintores Recarga de extintores - 14 Q 125.00 Q 1750.00 Instalación y compra de alarma y su sistema de tubería. - 2 Q 1800.00 Q 3600.00 Protección en maquinaria (equipo e instalación) Protección en maquinaria Escaleras de emergencia - 1 Q 9250.00 Q 92500.00 Guardas protectoras - 6 Q 583.00 Q 3500.00 Barandas de protección - 2 Q 4500.00 Q 9000.00 Ventiladores en techo - 15 Q 1300.00 Q 19500.00 Ventanas para ventilación - 4 Q 1400.00 Q 5600.00 Aislantes térmicos - 2 Q. 8000.00 Q 16000.00 Túmulos - 2 Q. 4500.00 Q 9000.00 COSTO TOTAL: Q 77200.00
- 361. 313 Continuación de la tabla XL. Indicación de áreas peatonales en área de despacho y señalización de paso de montacarga. Uso de equipo de protección personal Usodeequipodeprotecciónpersonal Gafas 45 Peletizado, molienda, extrusión, despacho, micromezclas 45 Q 25.00 Q 1125.00 Guantes de hule 45 Peletizado, molienda, extrusión, despacho, micromezclas 45 Q 35.00 Q 1575.00 Cincho de cuero 8 Despacho 8 Q 120.00 Q 960.00 Cinturón de seguridad 16 Despacho 16 Q 175.00 Q 2800.00 Casco 45 Peletizado, molienda, extrusión, despacho, micromezclas 45 Q 75.00 Q 3375.00 Botas con punta de acero 45 Peletizado, molienda, extrusión, despacho, micromezclas 45 Q 350.00 Q 15750.00 Tapones para protección auditiva 45 Peletizado, molienda, extrusión, micromezclas 45 Q 16.00 Q720.00 COSTO TOTAL: Q 23305.00 GRAN TOTAL PARA IMPLEMENTACION DEL PROGRAMA DE SEGURIDAD E HIGIENE INDUSTRIAL Q 103,580.00 Fuente: elaboración propia.
- 362. 314 4.9. Costos de arranque del programa Son los costos que se tomarán durante la planificación e implementación del programa. Tabla XLl. Costos de arranque del programa de seguridad e higiene industrial en COINCO Costos del arranque del programa de seguridad e higiene industrial Actividad No. De personal involucrado Área a aplicar Número de elementos a obtener Costo Costo Total Actividades administrativas ----- Todas las áreas No aplica No aplica Q 7500.00 COSTO TOTAL: Q 7500.00 Documentación a divulgar para el programa de seguridad e higiene industrial Manual descriptivo de señales de seguridad. 110 Todas las áreas 110 Q 60.00 Q 6600.00 Manual de uso y manejo del equipo de protección personal 110 Todas las áreas 110 Q 60.00 Q 6600.00 Manual de normas de higiene y comportamiento en la Planta. 110 Todas las áreas 110 Q 60.00 Q 6600.00 Manual de procedimientos para operar con seguridad los equipos 45 Todas las áreas 45 Q 60.00 Q 2700.00 Cartas de notificaciones de riesgos 45 Todas las áreas. 1000 Q 0.50 Q 500.00 COSTO TOTAL Q 23000.00 COSTOS ARRANQUE DEL PROGRAMA Q 30,500.00 Fuente: elaboración propia.
- 363. 315 4.10. Costos de operación Son los costos que se requerirán para que el programa se mantenga activo, para esto serán necesarios contabilizar los gastos para la actualización y las capacitaciones al personal existente. Tabla XLII. Costos de operación del programa de seguridad e higiene industrial en COINCO Tabla de costos de operación del programa de seguridad e higiene industrial Actividad No. De personal involucrado Área a aplicar Número de elementos a obtener costo unitario costo total Capacitación O P E R A C I O N Normas y procedimientos en áreas vulnerables 13 Todas las áreas 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Procedimientos para operar con seguridad los equipos 9 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Normativo de equipo de protección personal 45 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Interpretación de señales de seguridad 110 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Notificación de riesgos, y uso de las cartas de notificación de riesgos. 45 2 sesiones 1 hora cada una Q.100.00 Q.200.00 Evaluación y retroalimentación de las capacitaciones 110 2 sesiones 1 hora cada una Q.100.00 Q.200.00 COSTO TOTAL: Q.1,200.00 Fuente: elaboración propia.
- 364. 316 4.11. Implementación del plan de contingencia La inducción y la capacitación en el plan de contingencia se deberán de realizar al menos 2 veces al año, a todos los empleados en general. Una de las cuales se hará específicamente al empezar el año, en los primeros días del mes de enero. El comité de salud y seguridad laboral, en nombre de la dirección deberá comunicar a todos los miembros de la organización el plan que se estará desarrollando, los plazos teóricos de implantación y las repercusiones sobre cada uno de los departamentos implicados, además de esto se realizarán simulacros donde se medirá la asimilación de todo el personal de planta en relación a los planes de evacuación y reacción ante siniestros. Junto con esta comunicación, se deberá proceder a una serie de actividades de información y concientización de todo el personal, a nivel individual como mediante comunicaciones colectivas, por medio de talleres, conferencias y exposiciones. Para la implementación del botiquín de primero auxilios será necesaria la asesoría técnica acerca del uso de los componentes que este debe de tener en caso de cualquier emergencia, para ello se obtendrá la ayuda de los miembros de Bomberos Voluntarios.
- 365. 317 Se recomendará mantener todos los suministros en un lugar, de tal manera que se sepa dónde están los mismos cuando se necesitan. En este caso específico se incluirán 2 botiquines dispuestos en puntos estratégicos para cubrir la mayor área posible, uno en el área de producción para las áreas de peletizado, micromezclas, extrusión, y molienda y otro para el área de despacho. 4.12. Tiempo estimado de implementación del plan de contingencia El tiempo estimado límite, será de 8 meses a partir de la fecha de aprobación de la propuesta, por la junta de directores y el consejo general, sin embargo muchas medidas preventivas se implementarán inmediatamente, después de su aprobación, debido al alto riesgo de condiciones inseguras que existen. 4.13. Procedimiento a seguir en caso de siniestro Se seguirán los siguientes lineamientos en caso de siniestros: Para incendios: los indicados en los puntos 3.14. y 3.19.2.1. del presente documento. Para sismos: los indicados en los puntos 3.15. y 3.19.2.2. del presente documento. Para inundaciones: los indicados en el punto 3.19.2.3. del presente documento.
- 366. 318 Y seguirán los siguientes procedimientos para la aplicación de primeros auxilios: Para determinar estos procedimientos se tomarán en cuenta los aspectos más comunes que ocurren dentro de la empresa por medio de experiencias pasadas y algunas como supuestos en caso que sucedan, la mayoría de estos procedimientos serán básicos pero la atención que se preste a los mismos hace la diferencia. Cada uno de los procedimientos constará de instrucciones acerca de la aplicación dependiendo del tipo de emergencia presentada así como también será presentado de forma gráfica en pasos secuénciales para visualizar mejor el proceso de aplicación. Procedimiento para aplicación de RCP Procedimiento para la atención de fracturas Procedimiento para atención de quemaduras Procedimiento para atención de heridas En caso de insuficiencia respiratoria Se verificará el estado de conciencia de la persona afectada, determinando el ritmo respiratorio del paciente, en caso de ser nulo deberá seguir los siguientes pasos: Situará a la persona afectada en una posición cómoda de preferencia boca arriba. Aislará las vías respiratorias del paciente, es decir, determinar si existen agentes que obstruyan el paso libre del aire. Generalmente la lengua
- 367. 319 puede constituir un problema grave ya que muchas veces esta se coloca hacia atrás obstruyendo las vías respiratorias de la boca. Colocará la cabeza del paciente en la posición de inclinación de la cabeza hacia atrás, esto para abrir o dar paso libre del aire. Utilizando los dedos índice y pulgar de la mano deberá oprimirse las fosas nasales descansando el resto de la mano sobre la frente del paciente, esto con el fin de canalizar la entrada de aire por una sola vía evitando que el mismo se escape por medio de conductos nasales. Abrirá completamente la boca e inspirará profundamente. Colocará la boca alrededor de la boca del paciente sellando fuertemente con los labios la vía respiratoria. Exhalará de forma inmediata en la boca del paciente, esto deberá hacerse hasta que el pecho del mismo suba o se obtenga una resistencia por parte de los pulmones al expandirse. Una señal importante para determinar si el proceso está siendo bien aplicado es el de verificar que sea el pecho el que suba, no el estómago, esto indica que las vías respiratorias no están bien abiertas, desviando el aire hacia el estómago. Retirará la boca del paciente para que pueda salir libremente el aire aportado, verificando si el paciente puede hacerlo por sí solo, y si el pecho del mismo desciende. Este procedimiento debe repetirse alrededor de 4 veces seguidas, sin esperar que los pulmones del paciente queden completamente vacíos, transmitiendo aire antes de que esto ocurra.
- 368. 320 “Cuando la persona afectada responda al proceso, (respire por si sola) deberá colocarse a la misma en la posición lateral de seguridad. La posición lateral de seguridad consiste en colocar a la persona afectada, boca abajo, poniendo una de las piernas extendida y la otra encogida, haciendo la cabeza hacia un lado colocando debajo la mano favorable, a la dirección de la cara, además colocando completamente extendido el otro brazo hacia arriba (esta posición es utilizada como método de contingencia en caso de posibles atragantamientos por vómitos, etc.)” 27 En caso de insuficiencia cardiaca En caso de que no exista actividad cardiaca deberán seguirse los siguientes pasos: Colocará al paciente sobre una superficie dura. Despojará al paciente de prendas que produzcan presión u obstrucción alguna en cuello o en la cintura, como cinchos, corbatas, etc.; abrir la camisa, overol o cualquier prenda de vestir en la parte superior del paciente. Se ubicará a la altura del pecho del paciente, colocándose sobre sus rodillas. Se ubicará el talón de una de las manos sobre la parte posterior de la otra entrelazando con los dedos. 27 Diseño e implementación de un sistema de seguridad e higiene industrial, en la planta de producción de la cooperativa madre y maestra, y mitigación de polvos en el área de descarga de materia prima. p. 216.
- 369. 321 Ubicará las manos sobre el centro del pecho del paciente ubicando este sobre la línea de los pezones, o localizando el apófisis xifoide (parte final del esternón) calculando el ancho de dos dedos por arriba del apófisis. Colocará los brazos extendidos completamente, colocando los hombros rectos y arriba, inclinándose hacia delante de manera que los hombros queden en forma recta sobre el esternón del paciente. El punto de apoyo del peso deberá ir dirigido hacia las manos del socorrista. Ejercerá presión vertical hacia abajo lo suficiente para hundir el pecho del paciente de 4 a 5 cm., manteniendo en todo momento los brazos estirados completamente y sin retirar las manos del punto de presión. Cuando existe un solo socorrista se deberá, comprimir el tórax a razón de 80 veces por minuto (más de 1 vez por segundo) para lograr una circulación adecuada, estas compresiones deben ser aplicadas contando 15 compresiones aplicando inmediatamente después 2 insuflaciones o ventilaciones. Cuando existen dos socorristas se deberá comprimir el tórax a razón de 60 veces por minuto (1 vez por segundo), para lograr una circulación adecuada, estas compresiones deben ser aplicadas contando 5 compresiones aplicando inmediatamente después 1 insuflación o ventilación. Cuando existen 2 socorristas, el primero debe administrar las compresiones al tórax haciendo el conteo respectivo mientras que el segundo se ocupa únicamente de suministrar ventilaciones al paciente.
- 370. 322 “Este procedimiento deberá realizarse durante el primer minuto dejando aproximadamente 5 segundos para verificar si el paciente tiene algún tipo de respuesta, de caso contrario deberá seguirse con la maniobra”. 28 28 Diseño e implementación de un sistema de seguridad e higiene industrial, en la planta de producción de la cooperativa madre y maestra, y mitigación de polvos en el área de descarga de materia prima. p. 218.
- 371. 323 Figura 132. Diagrama de primeros auxilios en caso de insuficiencia respiratoria y cardíaca Fuente: elaboración propia. Hacer seguro el lugar del accidente, trasladar al paciente a un lugar seguro y examinar a la víctima. Responde Si No Pedir ayuda Colocar a la persona afectada en posición RCP Abrir vías respiratorias 1 Respira Si No Contener la hemorragia para prevenir el Shock. Colocar al paciente en una posición cómoda según la gravedad de sus lesiones 4 Si No Verificar si existen otras lesiones, hemorragias internas, heridas, quemaduras, etc. Coloque a la persona en posición lateral de seguridad Verificar la existencia de materias extrañas en la boca o conductos. 2 insuflaciones seguidas a la boca 2 Tiene pulso 3 Continuar con respiración artificial a razón de 12 insuflaciones por minuto Retomo la respiración ¿Esta Sangrando? 15 compresiones 2 insuflaciones Cada 4 ciclos ¿Retorno el pulso? No Si Si No
- 372. 324 Fractura en brazos y piernas De ser posible deberá pedirse ayuda médica de primera mano. El paciente deberá permanecer inmóvil colocando tablillas de yeso o madera, alrededor del miembro afectado. La lesión deberá ser entablillada en la misma posición en que se encontró, es decir no deberá tratarse de colocar el hueso en su lugar (en caso de dislocación) si no se tiene los conocimientos necesarios para hacerlo. Deberán de colocarse por lo menos 4 enlaces, con la ayuda de telas, o bandas sin ajustar demasiado las amarras, para evitar interrupciones en el flujo sanguíneo del miembro. Deberá evitarse el contacto directo del miembro con el dispositivo utilizado para inmovilizarlo haciendo uso de una venda, gasa o tela colocándola entre el miembro y el dispositivo ya que de ser una fractura expuesta esta puede infectarse. Fracturas craneales En caso de que la fractura tuviera lugar en el área craneal deberá acudirse al servicio médico más cercano para que sea atendido. Se manipulará con sumo cuidado al paciente, manteniendo en bloque el eje cabeza – cuello – tronco Se colocarán vendajes en el área craneal para impedir posteriores dificultades o disfunciones Se vigilarán las constantes vitales con frecuencia
- 373. 325 “Traslado urgente a un centro asistencial, en posición lateral de seguridad, si la victima esta inconsciente (esta maniobra realizarla entre varias personas)”. 29 Fracturas vertebrales. En caso de que la fractura tuviera lugar en el área vertebral (columna) deberá recurrirse inmediatamente al servicio médico más cercano para que sea atendido. “Se inmovilizará al paciente, en caso de ser necesario, mantener en bloque el eje cabeza – cuello - tronco (esta maniobra debe realizarse entre varias personas) Se trasladará al paciente sobre una superficie plana y rígida hacia el área donde será atendido (centro asistencial) Se vigilará constantemente los signos vitales del paciente Pulso Respiración”. 30 29 Diseño e implementación de un sistema de seguridad e higiene industrial, en la planta de producción de la cooperativa madre y maestra, y mitigación de polvos en el área de descarga de materia prima. p. 223. 30 Diseño e implementación de un sistema de seguridad e higiene industrial, en la planta de producción de la cooperativa madre y maestra, y mitigación de polvos en el área de descarga de materia prima. p. 226.
- 374. 326 Figura 133. Diagrama de primeros auxilios en caso de fracturas Fuente: elaboración propia. Fractura de columna vertebral Se presenta una fractura Fractura de cráneo Fractura de brazos o piernas No Traslado al centro asistencial Colocar apósitos, vendas en el área afectada. Aplicar maniobras de primeros auxilios ¿Tiene signos vitales? ¿Signos Vitales? Colocar al paciente en superficie plana EstablesInestables Si Entablillar el miembro afectado en la posición encontrada. Aplicar de 4 a 5 enlaces alrededor del miembro inmovilizado. Inmovilizar bloque Cabeza – cuello – tronco utilizando bloques de madera o ladrillos.Colocar vendajes esterilizados en el área craneal
- 375. 327 En atención de quemaduras se deberán de seguir las siguientes instrucciones: Si la persona estuviera ardiendo impedir que corra. Apagar las llamas cubriéndola con mantas o rociarla con agua, o haciéndola rodar en el suelo. Enfriar la quemadura inmediatamente, poniendo la zona afectada bajo un chorro de agua, por lo menos durante 10 minutos o incluso más si no desaparece el dolor. en caso de quemaduras químicas, ampliar el intervalo a 15 o 20 minutos bajo el chorro de agua abundante. Se cubrirá la zona afectada con apósitos estériles o en su defecto muy limpio (sabanas, fundas de almohadas, etc.) y humedecidos. Descartar la aplicación de cremas, pomadas o cualquier otro medicamento o producto. No se quitará, como norma general, la ropa a la víctima, sobre todo si está adherida a la piel. Solamente quitaremos la ropa en caso de que este impregnada de productos cáusticos o hirvientes. No se brindará líquidos al paciente, si esta sediento humedecer únicamente sus labios. No deshacer las ampollas que se manifiesten como producto de la quemadura. Se retirarán los anillos, relojes, pulseras, etc.
- 376. 328 Si el paciente no presenta signos vitales se aplicarán las maniobras que se describen en el procedimiento RCP. “Se trasladara a la víctima a un centro especializado cuanto antes. Allí se valorará entre otras cosas la administración de líquidos”. 31 31 Diseño e implementación de un sistema de seguridad e higiene industrial, en la planta de producción de la cooperativa madre y maestra, y mitigación de polvos en el área de descarga de materia prima. p. 228.
- 377. 329 Figura 134. Diagrama de primeros auxilios en caso de quemaduras Fuente: elaboración propia. Se presenta una quemadura ¿Está la persona incendiándose? Impedir que corra Apagar las llamas con mantas o hacer rodar a la persona en el suelo. Traslado al centro asistencial Aplicar maniobras de primeros auxilios ¿Tiene signos vitales? ¿Signos Vitales? EstablesInestables Cubrir con apósitos esterilizados las heridas que pueden ser atendidas. No retirar la vestimenta de la persona afectada. ¿Qué tipo de quemadura presenta? Quemadura Química. Quemadura Enfriar la quemadura 15 a 20 min. Bajo chorro de agua (abundante) Enfriar la quemadura 10 min. Bajo chorro de agua (abundante)
- 378. 330 Atención de heridas Se determinará el tipo de herida que se está tratando para establecer el procedimiento a seguir. Si es una herida interna o externa. Herida interna Se verificará si existe flujo de sangre en los orificios del cuerpo (nariz, boca, oídos, recto, etc.) Se administrará tratamiento anti shock Se recostará a la persona afectada en el suelo o en una superficie dura Esto es elevar los miembros inferiores (piernas) colocando un bloque debajo de ellas a manera que permanezca más alto que el nivel de la cabeza evitando así la pérdida del conocimiento Se aflojará la ropa de la persona afectada Se trasladará a la persona afectada a un centro asistencial Herida externa Determinar el tipo de herida presentada para establecer el tipo de procedimiento a seguir.
- 379. 331 Si es una herida abierta o cerrada Abierta Se determinará la gravedad de la herida (si es abrasión, incisión, laceración, y en el peor de los casos amputación). Se removerá la vestimenta que se encuentre alrededor de la herida a tratar. Se aplicara presión directa en el lugar de la herida con la ayuda de un apósito esterilizado en su defecto muy limpio. No aplicar presión directa en caso de que exista fractura de un miembro. Se cambiará constantemente los vendajes o apósitos colocados en la herida para evitar infecciones. En caso de que la herida sea muy grave (profunda) y la aplicación de presión directa sea insuficiente se deberá aplicar un torniquete. Ubicar un trozo de tela grueso (toalla, sabana, etc.) y envolver la parte en donde se aplicara el torniquete de preferencia arriba de una articulación. Se aplicará el torniquete utilizando un pedazo de tela gruesa anudándola alrededor del área escogida y con la ayuda de un palo o tubo atravesado dar vueltas a la tela de modo de apretar el miembro; no utilizar cuerdas, cinturones, etc.
- 380. 332 Se aflojará el torniquete cada 15 minutos para permitir que el flujo de sangre no se interrumpa por obstrucción de las vías. En caso de hemorragia como consecuencia de una amputación. Aplicar torniquete (siguiendo los pasos para el mismo). Con la parte amputada Se cubrirá con apósitos estériles la parte amputada. Se colocará dentro de una bolsa de plástico o en un recipiente limpio libre de contaminación. Se colocará dentro de una bolsa de plástico o recipiente con hielo en su interior. Se trasladará junto al lesionado a un centro especializado para su reimplante. Cerrada “Se vigilará constantemente el estado del paciente, En sospecha de que esta herida sea más grave (herida interna) aplicar los procedimientos respectivos”. 32 32 Diseño e implementación de un sistema de seguridad e higiene industrial, en la planta de producción de la cooperativa madre y maestra, y mitigación de polvos en el área de descarga de materia prima. p. 221.
- 381. 333 Figura 135. Diagrama de primeros auxilios en caso de heridas Fuente: elaboración propia. Miembro 1 2 3 Traslado al centro asistencial ¿Existe amputación? Aplicar hielo en la parte afectada. Verificar la existencia de flujo de sangre (oídos, nariz, boca, etc.) Cerrada Abierta ¿Se produjeron heridas internas? Verificar la existencia de flujo de sangre (oídos, nariz, boca, etc.) Aflojar vestimenta Cinchos, corbatas. Si No ¿Es grave la herida? No Paciente Desinfectar la herida lavándola con agua y jabón desinfectante Colocar apósitos limpios y vendajes de ser necesarios. Remover vestimenta Si Aplicar presión directa Cambiar vendajes constanteme Aplicar torniquete Aflojar cada 15 min. Cubrir con apósitos la herida Colocar la parte amputada en una bolsa Colocar la bolsa en un recipiente con hielo Se presenta una herida ¿De qué tipo? ExternaInterna
- 382. 334 Procedimiento para la aplicación de primeros auxilios psicológicos. Componentes de los primeros auxilios psicológicos. Según recomendaciones de primeros auxilios psicológicos, se deberán de considerar los siguientes aspectos: Se realizará contacto, invitar a las personas a hablar, escuchar los hechos y sentimientos, se mostrará interés por comunicarse, mantener contacto visual, contacto físico: tocar (palmadita en el hombro) abrazar, sostener la mano, (Terapia de contacto). Antes de abrazar o dar la mano de alguien no se deberá de olvidar pedir permiso para hacerlo, algunas personas no se sienten cómodas con este tipo de contacto y lo que menos se querrá es incomodar a quien le estará brindado ayuda. Se analizará el problema examinado el pasado inmediato, presente y futuro inmediato de las personas. El objetivo de este segundo paso será conocer cuáles son los conflictos o problemas que necesitan manejarse de forma inmediata y cuáles pueden dejarse para después. Se analizarán las posibles soluciones, se averiguará qué es lo que las personas han intentado hasta ahora, qué es lo que pueden o podrían hacer y proponer nuevas alternativas (viables). Se ejecutará la acción concreta, se ayudará a las personas a realizar una acción concreta para manejar la crisis, de preferencia una acción a la vez, se tratará de dar el mejor paso próximo según la situación.
- 383. 335 Se dará seguimiento, se restablecerán las redes de apoyo, se procurará mantener el contacto en un tiempo posterior, puede referir el caso a un profesional en la salud mental. Algunas veces cuando una persona vive una crisis se siente estancada o dando vueltas, incapaz de progresar. Puede necesitar estímulo para actuar o tomar una decisión que le ayude a comenzar de nuevo el proceso de adaptación. Esto no quiere decir que se deberán tomar decisiones por la otra persona cuando ella se encuentra en crisis, pero puede necesitar apoyo de alguien para tomar su propia decisión. Ofrecer información: uno de los servicios más importantes que se podrá ofrecer a la gente es darle información de los recursos disponibles en la comunidad. Información acerca de enfermeras que van a la casa, cooperativas de alimentos, círculos sociales, agencia de bienestar social. 4.14. Sistemas de alerta, activación y coordinación Estos estarán a cargo del comité de salud y seguridad laboral, con sus respectivos representantes. Los sistemas de alerta serán: Sistema de alarmas. (tendrán los elementos indicados en el punto 4.18.1.1 del presente documento).
- 384. Estas se Simu Situa otras Com de los ex se esper del man entrenam el uso aproxima impartido antigua e activarán ulacros aciones de s emergenc mo parte de xtintores de rará sea p tenimiento miento para correcto adamente t o por la e planta COI F cada vez q desastre o cias e la fase de e incendios osible por m y recarga a todo el pe de los tres seman empresa en NCO. Figura 136. Fuente: com 33 que ocurra: o peligros r enseñanza s podrá ser medio de la de los exti ersonal tan extintores nas. En la f ncargada d . Utiliz mplejo industr 36 : reales: sism a – aprendi compleme a intervenci ntores, la nto operativ el cual figura 135 s del manten zación de e rial COINCO, mos, inunda izaje el pro entado con ión de la em cual promo vo como ad tendrá u se observa nimiento de extintores Masagua, Es aciones, inc ocedimiento capacitació mpresa enc overá un c dministrativ una durac a el adiestra e extintore scuintla. cendios, o de uso ón, esta cargada curso de vo sobre ción de amiento s en la
- 385. 337 4.15. Activación del plan El plan permanecerá activo todos los días laborales, durante todas las horas de la jornada laboral, y en las horas extras mientras permanezcan trabajadores en la planta. 4.16. Responsables y prioridad de llamada Los responsables principales serán los miembros del comité de salud y seguridad laboral con las brigadas designadas, quienes se deberán dirigir a un teléfono dentro de la planta, mas todos los empleados serán adiestrados para actuar en caso de siniestros y llamar a los números base para coordinar la atención del siniestro y los brigadista serán los encargados de coordinar la prioridad de la llamada, si el siniestro amerita el apoyo externo se deberá comunicar a las instituciones de emergencia, ejemplo Bomberos Voluntarios o Municipales. 4.17. Acciones operativas a implementarse Entre estas se podrán mencionar: Los operadores sabrán distinguir entre las alarmas dentro de la planta Los operadores conocerán los procedimientos de paro de emergencia al momento de producirse una alarma. Los operadores informarán inmediatamente vía radio a los supervisores o brigadistas para que estos coordinen la asistencia.
- 386. 338 Los operadores reconocerán la gravedad de los siniestros para coordinar de mejor manera la asistencia según sea el caso antes de accionar una alarma que pueda producir retrasos en otras áreas de trabajo. 4.18. Coordinación de acciones La coordinación y dirección de acciones como asistencia humanitaria, esfuerzos de respuesta durante y después de un siniestro estarán a cargo de las brigadas de emergencia, que tendrán como único fin resguardar la integridad física del personal expuesto ante el peligro suscitado, tratando de la misma manera de resguardar los bienes materiales de la planta. Si existieran crisis donde los protagonistas y brigadistas tuvieran una llamada de emergencia de mayores proporciones, se coordinara de inmediato con instituciones encargadas que darán el apoyo. 4.18.1. Lineamientos a seguir en caso de incendios Estos serán establecidos en el plan de contingencia, mas en circunstancias ajenas a las establecidas se deberá de hacer uso de la lógica y la razón, basándose en los ejemplos que se darán en las capacitaciones, por lo que estas serán obligatorias a todo el personal.
- 387. 339 4.18.1.1. Sistemas de alarmas “Un sistema de alarma será un elemento de seguridad pasiva. Esto significará que no evitan una situación anormal, pero sí son capaces de advertir de ella, cumpliendo así, una función disuasoria frente a posibles problemas”.33 Sistemas automáticos de detección y alarma de incendios. Será necesario implementar la colocación de detectores de humo próximos a las áreas que contengan materiales inflamables, como bodega de materia prima y bodega plana de harinas. Será necesario también implementar un sistema de altavoz así como un sistema de sirena y luz, el cual tendrá interruptores de encendido en putos estratégicos de la planta. Mantenimiento Anual: se verificarán integralmente las instalaciones, limpieza del equipo de centrales y accesorios. Se verificarán uniones roscadas o soldadas. Se limpiará el reglaje de relés, regulación de tensiones e intensidades. Se verificarán los equipos de transmisión de alarma. Se realizará la prueba final de la instalación con cada fuente de suministro eléctrico. Trimestral: se comprobará el funcionamiento de las alarmas y altavoces (con cada fuente de suministro). Se sustituirán de pilotos, fusibles 33 Wikipedia la enciclopedia libre. http://es.wikipedia.org/wiki/Sistema_de_alarma. Consultada el 12 de enero de 2012.
- 388. 340 defectuosos. Se realizará el mantenimiento de acumuladores. (limpieza de bornes, reposición de agua destilada, etc.). Seguridad en emplazamientos con riesgo de incendio y explosión Los detectores que dispongan de dispositivos electrónicos o eléctricos requerirán la adopción de medidas de protección especiales ya que se instalarán en una atmósfera que contiene gases, vapores, nieblas, polvos y fibras inflamables, por el riesgo de explosión que conllevan. 4.18.1.2. Equipo para mitigación de incendio Para mitigar un incendio en la planta, se deberá contar con equipo apropiado que siempre se encuentre en buen estado, este equipo estará compuesto por: Extintores de incendio Mantenimiento Cada mes se deberán: realizar inspección visual de los mismos revisando marchamo de seguridad, corroborar la ultima fecha de revisión. Se comprobará la accesibilidad, señalización, buen estado. Se comprobará el peso y presión en su caso, inspección ocular del estado externo de las partes mecánicas (boquilla, válvula, manguera, etc.).
- 389. 341 Cada año se deberá: descargar el extintor en un curso de capacitación, y reemplazar su químico en una recarga dependiendo de su agente extintor. Cada 5 años se deberá: a partir de la fecha de timbrado del extintor en su placa de diseño o etiqueta de pruebas de presión (y por tres veces) se re timbrará el extintor de acuerdo con la ITC-MIE AP5 del Reglamento de aparatos a presión sobre extintores de incendios (BOE 23.6.1982) y sus modificaciones por orden 26.10.1983 (BOE 7.11.1983), orden 31.5. 1985 (BOE 20.6.1985), orden 15.11.1989 (BOE 28.11.1989) y orden 10.3. 1998 (BOE 28.4.1998, rect. 5.6.1998). 4.18.1.3. Colocación de rociadores automáticos Los sistemas de rociadores automáticos desempeñarán simultáneamente dos funciones con idéntica eficacia: detección y extinción de incendios. Abastecimiento de agua contra incendios La planta contará con un sistema de abastecimiento propio combinado con pozo de agua con sistema neumático sumergible de 25 HP el cual abastece un tanque elevado de 20 000 litros a una altura de 20 metros del nivel de la plataforma de la planta.
- 390. Sistema Est anhídrid Manteni Se fabricant compone Se com (medida condicio Ca bombas elemento Figura Fue s fijos de e tos podrán o carbónico miento anu comproba te o insta entes del s probará la alternativa ones de su r ada año se de acuerd os de rete 137. T ente: complejo xtinción ser: rociad o. ual ará integra alador, inc sistema, es carga de a del peso recepción. realizará e do con las nción de s 34 Tanque elev o industrial CO dores de ag almente, d cluyendo e specialment agentes e o o presió el programa instruccion suciedad en 42 vado de la OINCO, Masa gua, agua p e acuerdo en todo c te los dispo extintores y ón). Prueba a de mante nes del fab n la alimen a planta CO agua, Escuin pulverizada o con las caso: verif ositivos de y del indica as de la i enimiento a bricante, lim ntación de OINCO tla. a, polvo, es instruccion ficaciones disparo y ador de la instalación anual de mo mpieza de agua, pru spuma y nes del de los alarma. misma en las otores y filtros y eba del
- 391. 343 estado de carga de baterías y electrolito de acuerdo con las instrucciones del fabricante. 4.18.1.4. Colocación de hidrantes Será necesario la implementación de una red de hidrantes y distribución de mangueras contra incendio, esta red estará conectada a la reserva potable o tanque elevado y deberá llenar los requisitos mínimos de presión según lo requieran los cuerpos de bomberos, mangueras de diámetro mínimo de 2 pulgadas flexibles con un mínimo de 50 metros de largo y una presión mínima de agua de 125 libras/pulgada cuadrada. Mantenimiento Cada 3 meses: se comprobarán las accesibilidades a su entorno y la señalización en los hidrantes enterrados. Inspecciones visuales comprobando sus sellos y estado hermético del conjunto. Quitarán las tapas de las salidas, engrasarán las roscas y comprobarán el estado de las juntas de los racores. Cada 6 meses: se engrasarán las tuercas de accionamiento o se rellenarán las cámaras de aceite del mismo. Abrir y cerrar el hidrante, comprobando el funcionamiento correcto de la válvula principal y del sistema de drenaje, se comprobará el estado de las mangueras. 4.18.2. Lineamientos a seguir en caso de sismos Estos serán establecidos en el plan de contingencia, mas en circunstancias ajenas a las establecidas, se deberá hacer uso de la lógica y la
- 392. 344 razón, basándose en los ejemplos que se darán en las capacitaciones, por lo que estas serán obligatorias a todo el personal, observar inciso 3.19.2.2. 4.18.3. Lineamientos a seguir en caso de inundación Estos serán establecidos en el plan de contingencia, mas en circunstancias ajenas a las establecidas se deberá hacer uso de la lógica y la razón, basándose en los ejemplos que se darán en las capacitaciones, por lo que estas serán obligatorias a todo el personal, observar inciso 3.19.2.3. 4.19. Costos del plan de contingencia Costo del ciclo de vida El análisis económico deberá considerar el ciclo de vida de todos los sistemas resultantes del plan de contingencia. Los costos del ciclo de vida del sistema incluirán inversión de capital, instalación, configuración y preparación de métodos y equipamientos, entrenamiento, test y recepción del sistema, operación (mano de obra. servicios, entre otros), manutención y reparación, disposición final.
- 393. 345 Tabla XLIII. Tabla de costos de implementación del plan de contingencia Tabla de costos de implementación del plan de contingencia Renglón Actividad No.De personal involucrado Áreaa aplicar Númerode elementos aobtener Costo Unitario CostoTotal Capacitación CAPACITACIONES En uso de extintores 110 Todas las áreas 13 Q 125.00 Q. 1625.00 En reacción ante emergencias (sismo) 110 Q. 15.00 por persona. Q. 1650.00 En reacción ante emergencia (inundación) 110 Q. 15.00 por persona. Q. 1650.00 En reacción ante emergencia (conatos de incendio) 110 Q. 15.00 por persona. Q. 1650.00 En reacción ante emergencias varias. 110 Q. 15.00 por persona. Q. 1650.00 En aplicación de primeros auxilios. 60 Q. 15.00 por persona. Q. 900.00 Evaluación y retro alimentación de la capacitación 25 Q. 15.00 por persona. Q. 375.00 Equipo de radiocomunicación Equipo de radiocomunicación en caso de emergencias. 25 Todas las áreas 25 Q. 1300.00 Q. 32500.00 Costos indirectos Costos administrativos - Todas las áreas No aplica No aplica Documentación a elaborar DOCUMENTOS AELABORAR Manuales de reacción ante sismos 110 Todas las áreas 3 Q. 174.00 Q. 522.00 Manuales de reacción ante inundación 110 3 Q. 174.00 Q. 522.00 Manuales de reacción ante incendios 110 3 Q. 174.00 Q. 522.00 Manuales de primeros auxilios 110 3 Q. 174.00 Q. 522.00 Total costos del plan de contingencia Q.44,088.00 Fuente: elaboración propia.
- 394. 346 4.20. Evaluación del daño La evaluación del daño en un accidente indicará el tipo y grado de perdida que produjo. Estas se clasificarán en: Evaluaciones de daños material. Los perjuicios ocasionados en un accidente deberán ser medidos y diagnosticados, a través de auditorías internas en donde consten los siguientes datos: Daño en Infraestructura de la planta (estructuras, muros, plataformas) Daño en mobiliario, maquinaria y equipos Daño en productos, materia prima, producto terminado Daño en vehículos Evaluación de daño humano. La evaluación del daño humano ocasionado en un accidente, se podrá designar como cualitativo, sin embargo, en un accidente con una lesión severa, la calificación de la invalidez la relizará el Instituto Guatemalteco de Seguridad Social IGGS, para determinar si habrá una suspensión temporal o si esta será definitiva, en tal caso se determinaran el costo de la indemnización o jubilación. Dentro de la empresa se podrán suscitar accidentes que pueden denominarse como: De bajo impacto. Se describirán así a los accidentes que tienen consecuencias mínimas y requieren de poca asistencia (cortaduras, quemaduras leves, etc.).
- 395. 347 De mediano impacto. Cuando la persona afectada requerirá asistencia en el lugar de trabajo y en la mayoría de los casos asistencia médica en un centro asistencial (insuficiencia respiratoria, fracturas, quemaduras, etc.). De alto impacto. Cuando el paciente sufrirán un trauma que no es posible tratar en el lugar de trabajo y es necesario su traslado a un centro asistencial de inmediato (fracturas craneales o lumbares, quemaduras extremas, etc.). Figura 138. Tipos de accidentes y niveles de daño Fuente: elaboración propia Ante alguna emergencia de cualquier índole los brigadistas serán los encargados de reunir toda la información del daño material y humano para ser trasladados a la dirección del comité de salud y seguridad laboral que serán los encargados de hacer el análisis económico e indemnización de perdidas, para saber si esto lo cubrirá el seguro según las clausulas establecidas o si lo absorberá la planta. Accidente de bajo impacto accidente de mediano impacto accidente de alto impacto
- 396. 348
- 397. 349 5. SEGUIMIENTO Y MEJORA CONTINUA En este capítulo se establecerá la supervisión de la puesta en marcha del programa de seguridad e higiene industrial, la verificación de su viabilidad y el uso en las instalaciones. Así mismo, se continuará con la capacitación, revisión y complementación de los procedimientos para la prevención de accidentes, primeros auxilios, uso de equipo de protección personal, reacciones ante emergencias y el uso de los extintores, entre otros. Se concluirá con el seguimiento de inspección a las instalaciones, tiempo útil de las señales creadas, evitando el deterioro de las mismas con mantenimiento adecuado. 5.1. Actualizaciones del programa de seguridad e higiene industrial Estas se darán cada vez que hayan cambios en la estructura física y organizacional de la planta poniendo especial atención a los procesos de producción. Cómo mínimo serán dos actualizaciones anuales del programa de seguridad e higiene industrial. 5.2. Inducción al personal de nuevo ingreso Siempre que ingrese nuevo personal, se deberá capacitar en el programa de seguridad e higiene industrial, así como en el plan de contingencia, si tiene cualidades se deberá incluir como miembro activo dentro de las brigadas de apoyo del comité de salud y seguridad laboral.
- 398. 5.3. Se segurida condicio mantenie Comunic La comunic consider Proceso Figura Actualizac hará una ad e higien ones de in endo una c cación inter dirección cación apro rando la efi os de la junt 139. ción al per actualizac ne industria nfraestructu capacitación rna deberá as opiados den cacia del p ta de direct Proceso comunic F 35 rsonal exis ción del pla al al meno ura, maqui n constante segurarse ntro de la p lan de cont ores para lo o de la j cación inte Fuente: elabor 50 stente an de cont os 2 veces naria, cam e a todos lo que se es planta y que tingencia. ograr la com unta de erna ración propia tingencia y s al año, y mbien dent os grupos d stablezcan e la comun municación directores . y del progra y siempre tro de la e trabajo. los proce nicación se n interna. s para log ama de que las planta, esos de efectúa grar la
- 399. 351 5.4. Programas de capacitación Para la realización de estas charlas se deberán realizar las siguientes actividades: Identificar la fecha más adecuada para su realización, de forma que no afecte el nivel de productividad o se interponga en el desarrollo normal de las operaciones. Este día deberá ser de preferencia el día sábado, ya que en este existe menos carga laboral. Separar a todo el personal de la planta como mínimo 3 grupos. Se impartirán las charlas en un lapso no mayor de 60 minutos, valiéndose de las herramientas didácticas adecuadas, como lo son las diapositivas y el equipo de proyección. Es recomendable que las charlas comiencen a las 7:30 de la mañana, debido a que es la hora en la que generalmente se procesan rápidamente instrucciones. 5.5. Control e índices de evaluación Responsabilidad y autoridad La dirección deberá asegurarse que las responsabilidades y autoridades estén definidas dentro de la organización. El comité de salud y seguridad laboral tendrá la responsabilidad y autoridad para:
- 400. 352 Iniciar acciones para prevenir la ocurrencia de no conformidades relacionadas con el servicio, el proceso y el plan. Identificará y registrará cualquier no conformidad relacionada con el otorgamiento del servicio, el proceso y el plan. Verificará la implementación de acciones correctivas y preventivas. Controlará el proceso posterior hasta que la no conformidad se haya corregido. Compromisos El comité de salud y seguridad laboral bajo la supervisión y control de la junta directiva deberá proporcionar evidencia de su compromiso con el desarrollo e implementación del programa de seguridad e higiene industrial, con el plan de contingencia así como con la mejora continua de su eficacia. Comunicará a la organización la estrategia del programa, sus procedimientos y aspectos. Establecerá una política de calidad en el programa. Llevará a cabo las auditorias y revisiones del programa. Asegurará la disponibilidad de los recursos. Se realizarán evaluaciones al personal después de las capacitaciones para observar si los colaboradores que recibieron las charlas, pueden seguir los lineamientos establecidos en el programa de seguridad e higiene industrial, y así tener un parámetro que sirva de índice para comprobar que se puede reaccionar ante alguna emergencia.
- 401. 353 5.6. Auditorías internas Los servicios de auditoría comprenderán la evaluación objetiva de las evidencias, efectuadas por los auditores internos, para proporcionar una conclusión independiente que permitirá calificar el cumplimiento de las políticas, reglamentaciones, normas, disposiciones jurídicas u otros requerimientos legales; respecto a un sistema, proceso, subproceso, actividad, tarea u otro asunto de la Planta. Estos servicios servirán de base para el seguimiento y mejora continua del programa de higiene y seguridad industrial y del plan de contingencia. 5.7. Reuniones del comité para analizar revisiones y definir estrategias Estas se deberán realizar periódicamente, en ellas se establecerán los controles para: Aprobar los documentos pertenecientes al plan previos a su emisión. Se revisarán y actualizarán los documentos cuando sea necesario. Se identificarán los cambios y el estado actual de los documentos. Se tendrán disponibles las versiones pertinentes de los documentos en las áreas involucradas en el programa de seguridad e higiene industrial y en el plan de contingencia. Se asegurarán de que los documentos permanecen legibles y fácilmente identificables.
- 402. 354 Se prevendrá el uso no intencionado de documentos obsoletos, y se aplicará una identificación adecuada en el caso de que se mantengan por cualquier razón. 5.8. Eficiencias y productividad alcanzadas al implementar el programa de seguridad e higiene industrial Publicaciones de las normas y procedimientos. Será responsabilidad del grupo de educación las publicaciones de las normas y procedimientos estandarizados de operación referentes a los hábitos y conductas higiénicas establecidas en el programa de higiene y seguridad industrial, que deberá seguir el personal que labora en la planta. Esto se deberá hacer para facilitar la aplicación de estas prácticas higiénicas; también para apoyar el fortalecimiento de las inducciones y capacitaciones para lograr la implementación eficaz del plan de trabajo. Estas publicaciones deberán ser representativas y mostrar claramente cómo deben realizarse los procedimientos. 5.9. Actualizaciones del plan de contingencia por el comité de salud y seguridad laboral Estas deberán darse periódicamente, específicamente cuando hayan cambios en la estructura física y de personal en la planta. Con el fin de identificar los potenciales peligros, comunicarlos y evaluar periódicamente los procedimientos para la reducción de riesgos.
- 403. 355 La propia dirección, sus representantes, y líderes del comité de salud y seguridad laboral, deberán elaborar un documento con las actividades necesarias para la actualización del plan, conteniendo entre otros puntos: Documentación a elaborar Responsables de los documentos Plazos de cada actividad Actividades necesarias de formación Auditorias Además deberán ser asignados los recursos necesarios para la elaboración, implementación, mantenimiento y actualización del programa de seguridad e higiene industrial y del plan de contingencia. 5.10. Revisión del sistema de alerta El sistema de alerta deberá ser revisado continuamente, por un técnico especializado en el tema, así mismo deberá llevar un mantenimiento rutinario, los simulacros verificaran el funcionamiento del sistema, estos se harán 2 veces al año. 5.11. Verificación del cumplimiento de los lineamientos establecidos en caso de siniestros Esta verificación se dará al momento de terminar los simulacros, de estas evaluaciones se obtendrán los índices para establecer el grado de asimilación de los procedimientos del plan, tanto para el colaborador como para el facilitador que sería el brigadista, así mismo también se realizarán evaluaciones periódicas.
- 404. 356
- 405. 6 s u y 6.1. Im Estos se darán li un proceso y sean ami Figura mpactos ne serán med neamientos o ecoeficien gables con 140. A Fuente 6. egativos d didos por m s para miti nte (genera el ambient Acumulació e: complejo ind 357 MEDIO A e la planta medio de ind gar estos i ar productos te). ón de basu dustrial COIN AMBIENT a de produc dicadores c inconvenien s de calida uras en el NCO, Masagu TE cción cuantitativo ntes ya qu ad que den exterior de ua, Escuintla. os y cualitat e tiene que valor agre e la bodeg tivos, e ser gado a
- 406. Contami La desecho emanan contamin En segrega vehículo contamin Entr contamin evitar, y drenajes Ensuc que no inación am contamina os sólidos c de las tu nación aud Figura la planta d n polvos d os y maq nación aud re los aspe nación del y deberá d s, para qu iar parte del am os rodea, enven biental ación que p como empa uberías y itiva genera a 141. C F de producci de harinas uinarias p itiva por el ectos conta suelo por dar manten ue no se f mbiente nenarlo. 35 produce la aque de m chimeneas ada por tod Característ Fuente: elabor ión se da u orgánicas producen e ruido produ minantes q aguas ne nimiento a filtren agua Romper alimenticias y a los se 58 planta se f materia prim s de vapo da la maqui ticas de la ración propia una contam s, se quem emisiones ucido por la que no se gras. Por las fosas as negras las cadenas privar de oxige eres vivos. focaliza en ma, polvillos or así com naria y el tr contamina . minación am ma basura atmosféric as maquina ven a sim tal razón, sépticas d en el sue eno Altera n la produc s, vapores mo también ransporte. ación mbiental, ya regularme cas, y ex as. ple vista, e estas se d e los servi elo y esta r los ciclos nor naturaleza cción de que se n de la a que se nte, los xiste la están la deberán icios de as sean rmales de la a.
- 407. 359 procesadas apropiadamente para su tratamiento, actualmente la planta cuenta con 3 fosas sépticas las cuales están distribuidas de la siguiente manera: Dos en línea atienden los desechos sanitarios de las áreas de producción. Una atiende las áreas de vestidores, duchas y sanitarios. El mantenimiento que se les dará a estas fosas será una vez al año para evitar su desbordamiento o colapso. Será necesaria la implementación de un sistema de reorganización de los desechos para evitar el acumulamiento dentro de las instalaciones de la planta esto se llevará a cabo por medio de la clasificación de los desechos y su acumulación para la comercialización de papel, cartón, metales como chatarra, tratando de evitar así la proliferación de plagas como roedores e insectos. 6.2. Impactos directos (en el proceso de producción) Impacto ecológico de los desechos. Un mal sistema de gestión de las basuras, producidas en la planta está conduciendo a un deterioro y depreciación del entorno debido a la contaminación del aire, del agua y del suelo. Esto se da porque no se cuenta con infraestructura para la recolección de desechos que permita su almacenaje temporal de forma hermética, para esto es necesario la construcción de un colector de basura principal que podrá ser un cuarto de mampostería reforzada con puerta superior de ingreso de basura y puerta lateral para la extracción de los desechos.
- 408. 6.2 Las micrones enferme El por la a residenc aire, la c impleme emanan F Fue 2.1. Co s partículas s por lo qu edades ocup 6.2 polvillo sac atmósfera, ciales cerca contaminac entar la co polvillos es Figura 142. ente: complejo ntaminació s expulsad ue será ne pacionales 2.1.1. E cado del pr contaminan anas y deb ción es míni locación d specíficame 36 Acum o industrial CO ón emision as a la atm ecesaria la como prob Emanación roceso de m ndo áreas bido a que e ima y no pe e fieltro en ente en las 60 mulación d OINCO, Masa nes de par mósfera se mitigación blemas resp n de polvil molino y ex cercanas, estas son o erjudica a n n las comp áreas de m de chatarra agua, Escuin rtículas a la erán aproxim n de los m piratorios y los xtrusión de debido a q orgánicas, s ningún veci puertas de micromezcl a tla. a atmosfer madamente mismos par de la piel. el producto que no ha se esparce no, será ne e salida do as y molien ra e de 10 a evitar viajará y áreas en por el ecesario onde se nda.
- 409. 361 6.2.2. Contaminación hídrica Serán necesarias las buenas prácticas de manufactura, como la adecuada retención de líquidos (grasas y melaza) para evitar la contaminación hídrica del río cercano y de los mantos freáticos, buscando el equilibrio ambiental, entre la industria y su entorno. 6.2.2.1. Derrames de grasa Los derrames de grasa que se han producido en la planta, han ido a desembocar a un riachuelo cercano contaminándolo. El hecho de que sean menos densos que el agua e inmiscibles con ella, hace que difundan por la superficie, de modo que pequeñas cantidades de grasas y aceites puedan cubrir grandes superficies de agua. Además de producir un impacto estético, reducen la re oxigenación a través de la interface aire-agua, disminuyendo el oxígeno disuelto y absorbiendo la radiación solar, afectando a la actividad fotosintética y en consecuencia, la producción interna de oxígeno disuelto. Encarecen los tratamientos de depuración y en algunos aceites, especialmente los minerales, suelen ser tóxicos. Se implementarán piletas anti derrames alrededor de todas las bombas de grasa para evitar lo anteriormente mencionado llevando los residuos a un tanque enterrado al cual se le dará un mantenimiento de extracción y limpieza una vez al año, o según lo amerite el nivel del recolector.
- 410. Figura 143 Fue Figura 144 Fue 3. Depó ente: complejo 4. Depó ente: complejo 36 ósitos o re o industrial CO ósitos o re o industrial CO 62 ecipientes OINCO, Masa ecipientes d OINCO, Masa de aceite q agua, Escuin de aceite q agua, Escuin quemado tla. quemado tla.
- 411. 363 6.2.2.2. Derrames de melaza Los derrames de melaza que se han producido en la planta han ido a desembocar a un rio cercano, contaminándolo. Los nutrientes vegetales pueden ocasionar el crecimiento excesivo de plantas acuáticas que después mueren y se descomponen, agotando el oxígeno del agua y de este modo causan la muerte de las especies marinas (zona muerta). Se implementarán piletas antiderrames alrededor de todas las bombas de melaza para evitar lo anteriormente mencionado llevando los residuos a un tanque enterrado al cual se le dará un mantenimiento de extracción y limpieza una vez al año, o según lo amerite el nivel del recolector. 6.3. Impactos indirectos (después del proceso productivo) Se referirá al riesgo y daño, que puedan ser ocasionados después del proceso productivo, debido a la eliminación de desechos inadecuadamente, y al mal manejo de los productos terminados. 6.3.1. Eliminación de desechos sólidos por falta de almacenamiento Actualmente la planta no cuenta con un servicio de recolección de desechos y el proceso de eliminación se ha dado por medio de la quema de los mismos dentro del terreno de la planta lo cual representará claramente un foco de contaminación pudiendo afectar no solo al personal al respirar los humos y partículas sino también a los productos terminados por impregnación de olores y cenizas, por las características físicas de las materias primas que se almacenan en la bodega plana número 2 puede llegar a producir un incendio,
- 412. 364 se recomiendará la implementación de un sistema de incineración y como ya se menciono en el inciso 6.1 la clasificación de los mismos. El sistema de incineración requerirá un estudio para su correcta ubicación dentro del terreno de la planta en donde se deberán tomar en cuenta los factores ambientales como vientos predominantes y lluvias. 6.3.2. Transmisión de enfermedades por eliminación inadecuada de deshechos Entre algunas enfermedades, las más comunes que se producirán por la acumulación y eliminación inadecuadas de basura dentro de la planta, dadas las condiciones medio ambientales de la misma, serán: Infecciones respiratorias Infecciones intestinales Dengue clásico y dengue hemorrágico Otitis media aguda Conjuntivitis clásico hemorrágico Neumonías y bronconeumonías Gripe De las anteriormente mencionadas, se habrán suscitado varios casos particulares, en los que ha sido necesaria la intervención de las unidades medicas como IGSS, suspendiendo en algunas ocasiones al empleado.
- 413. 365 6.3.3. Ruido, congestión y agravación de peligros por transporte pesado que transportan materia prima y producto terminado Los peligros relacionados con el transporte pesado que transporta materia prima y productos terminados en la planta COINCO, serán: Intoxicaciones y quemaduras Incendios y explosiones Caída de materiales Caída del conductor Caída de personas Vuelco de la carretilla o granelera Arrollamiento de peatones Choques de vehículos Será necesario el ordenamiento vehicular principalmente del transporte pesado para evitar congestionamientos en el patio de maniobras, ruidos de bocinas al acercarse otro vehículo, y se colocarán límites de velocidad para que se respete al peatón. 6.4. Medidas de atenuación o mitigación La planta deberá mantenerse en buenas condiciones, de forma que se cuente con medidas que la protejan contra la contaminación. Entre las actividades que se deberán aplicar para mantener los alrededores de la planta limpios se incluyen:
- 414. 366 Almacenamiento en forma adecuada del equipo, maquinaria y herramientas en desuso. Por ejemplo, cuando se tuvieran partes de maquinaria o vehículos que ya no sirvan pero que se piense puedan ser reparados y reutilizables deberán almacenarse en un espacio específico para esta función, como por ejemplo un taller de mantenimiento, donde también se almacenen herramientas y se puedan guardar las partes en desuso, actualmente no se cuenta con un taller especifico para reparaciones. Deben removerse los desechos sólidos y desperdicios. Recortar la grama, eliminar la hierba y todo aquello dentro de las inmediaciones del edificio, que podrán constituir una atracción o refugio para los insectos, pájaros y roedores. Si las graneleras, los camiones que transportan maíz u otra materia prima o los vehículos de los visitantes dejan residuos o basura en la entrada de la planta estos deben removerse. La banqueta de la planta debe barrerse diariamente, será necesario hacer un chapeo alrededor de la planta para evitar el crecimiento de maleza. Mantener patios y lugares de estacionamiento limpios. Para que estos no constituyan un foco de contaminación. Estos deberán barrerse diariamente. Además cuando sea necesario se pintará con pintura para exteriores, los bordes y elementos de los jardines, patios y estacionamientos que lo requieran.
- 415. 367 Deberá darse un mantenimiento adecuado a los drenajes para evitar contaminación e infestación. Después de lavados los tanques de depósito, los canales que conducen los desechos deberán limpiarse correctamente. Deberán removerse las rejillas de protección y con pala extraer todos los residuos, se deberá limpiarse con mangueras de agua caliente a presión y con cloro raspar lo que quede. La frecuencia con la que se realizará este proceso no deberá limitarse a una vez al mes, o cada vez que se limpian los tanques. El proceso deberá repetirse regularmente, al menos una vez a la semana, debido a que los desechos de los camiones o del área de producción también caen en estos. Reducir la contaminación atmosférica. Se recomendará que los vehículos de la planta sean chequeados regularmente y reciban un mantenimiento mecánico apropiado. Normas estrictas de aire limpio. Contribuirían a una mejor salud con efectos en gran escala, entre estas normas está estrictamente prohibido fumar dentro de la planta. Transporte de cargas. Las cargas que transporten los trabajadores, deberán ser proporcionadas a sus condiciones físicas, debiendo tenerse en cuenta la clase, forma, peso, volumen, distancia y camino a recorrer.
- 416. 368 Las vagonetas, plataformas, y demás vehículos dedicados al transporte de materiales, deberán llevar indicación de la carga máxima que puede soportar la cual no deberá ser sobrepasada en ningún caso. Las operaciones de carga y descarga de transporte, deberán hacerse con la debida protección para el personal y para el material transportado, empleando siempre que sea posible, dispositivos mecánicos que faciliten el esfuerzo humano. Medidas de manejo de desechos lubricantes y combustibles. La creación de medidas de prevención para el manejo adecuado de lubricantes y combustibles, tendrá como objetivo principal: prevenir incendios que puedan ocurrir por el mal manejo de combustibles y de enfermedades en la piel a causa del mal manejo de los lubricantes industriales, será necesario tener recipientes para el depósito del aceite usado, y depósitos de arena para contener sus derrames. Combustibles. Por sus características inflamables será necesario seguir las siguientes medidas en cuanto al manejo de combustibles para la prevención de incendios, ya que en la planta se cuenta con un tanque de 5 000 galones de combustible diesel, un tanque de 6 000 galones de bunker y un tanque de 2 000 galones de gasolina. Se deberá mantener siempre los extintores del tipo abc con su respectiva señalización cerca del área de combustible.
- 417. 369 Se capacitará al personal de trabajo sobre el uso y manejo de los líquidos inflamables. Se eliminará todo material inflamable en el área donde se almacenan combustibles. El mal uso y manejo de los lubricantes industriales producirán daños en la piel, cuando el contacto es por períodos prolongados, como también daños al sistema respiratorio cuando se inhalan sus vapores. Por tal razón será necesario seguir las siguientes medidas de protección para evitar enfermedades en la piel: Los lubricantes industriales deberán estar almacenados en el departamento de mantenimiento, y deberán ser únicamente utilizados por personal calificado. Cuando se tenga que trabajar con lubricantes industriales en las tareas de cambio de aceite o reemplazo de grasa, los empleados deberán utilizar guantes para la protección de las manos. Se capacitará constantemente al personal de mantenimiento sobre el uso y manejo adecuado de los lubricantes industriales.
- 418. 370 Tabla XLIV. Peligro por transporte pesado que transporta materia prima, producto terminado y medidas de atenuación Peligros por transporte pesado que transportan materia prima y producto terminado y sus medidas de atenuación Descripción Medidas de atenuación intoxicaciones y quemaduras Los medios de protección para las intoxicaciones y quemaduras son: utilizar carretilla adecuada (térmica o eléctrica), de acuerdo con las características del local de trabajo, efectuar el llenado de carburante en un local bien ventilado o al aire libre y pantallas anti calor o anti radiaciones de acuerdo con el producto transportado o en acceso del montacargas a lugares peligrosos (fundiciones y/u hornos). incendios y explosiones Los medios de protección para los incendios y explosiones son: Equipar la carretilla con un extintor adecuado si el local de trabajo tiene un grave riesgo de incendio es un medio de protección, al igual que también poner recarga de baterías eléctricas en el local adecuadamente, bien ventilado y prohibir fumar si existe riesgo de incendio y explosión en el local. caída de materiales Los riesgos en la caída de materiales son debidos por el mal estibado de las cargas en la circulación, por golpes contra estanterías o materiales almacenados y/o rotura de estanterías y palés por exceso de carga. Se deben utilizar medios de protección para evitar estos riesgos, tales como disponer de tejadillo de protección del conductor, adaptar las cargas y evitar sacudidas, tener una buena iluminación de la zona de circulación y almacenamiento, proteger las estanterías y zonas de almacenamientos con defensas adecuadas, indicar la capacidad máxima de estanterías y revisar periódicamente el estado de los palés. Riesgo: caída del conductor Los riesgos de caída del conductor se producen en el acceso o abandono del montacargas y en la inclinación del conductor cuando el vehículo está en marcha. Debido a estos riesgos se deben utilizar medios de protección tales como el estibo correcto, anti derrapante, evitar marchas forzadas y problemas de visibilidad que motiven inclinación excesiva del operario.
- 419. 371 Continuación de la tabla XLIV. Fuente: elaboración propia. RIESGO: Vuelco del montacargas En el manejo del montacargas se encuentran también con riesgos en el vuelco de la torre que pueden ser debidos al exceso de carga, velocidad inadecuada, por circulación en vías con pendiente y cerca de los desniveles. Se debe revisar el estado de las pendientes y vías de circulación, verificar el bloqueo de los vehículos (camiones y/o vagones) antes de penetrar en los mismos. Para la Recogida de una carga debe cerciorarse de si la carga no sobrepasa la capacidad nominal del montacargas que viene indicada en las placas de capacidades de carga, Para trabajar sin problemas con la carga a gran altura, es imprescindible que el piso tenga una característica perfecta además, se debe procurar que la presión de los neumáticos sea la correcta. En la traslación con carga se debe de transportar la carga lo más baja posible teniendo en cuenta la distancia necesaria sobre el suelo, efectuar el transporte de carga siempre usando ambas horquillas. Para el transporte de cargas pesadas es muy importante que el peso se reparta homogéneamente en las dos horquillas, se debe de avanzar siempre con una velocidad regular, únicamente en caso de peligro está permitido desconectar de forma brusca. En la colocación de la carga hay que detenerse poco antes de llegar al punto de estibado y levantar la carga con un margen de seguridad por encima de la pila, avanzar la carga hasta colocarla directamente encima de la pila y accionar el freno de estacionamiento, hay que poner el mástil en posición vertical y bajar la carga hasta que las horquillas queden libres de peso y cerciorarse de si se puede retroceder sin peligro soltando el freno de mano, retrocediendo paulatinamente. Caída de personas Una persona tiene un riesgo elevado de sufrir una caída al ir elevada como es en la elevación de personal en palé o torre del montacargas para acceso a estanterías o trabajos de mantenimiento. En el transporte de personas también hay riesgos como en la caída de personas que sean transportadas por montacargas. Se reducirán estos riesgos al señalizar y prohibir la utilización del montacargas para la elevación de personal y la utilización de jaula de seguridad para este tipo de trabajos. Pero para evitar esto se deben poner medios de protección como señalizar y prohibir la utilización del montacargas como vehículo de transporte de personas.
- 420. 372 Área de seguridad o paso peatonal Muchos de los empleados de la empresa necesitan circular por varias áreas de la empresa para realizar su trabajo, pero su libre locomoción se ve entorpecida por el constante flujo de montacargas y vehículos de carga que se disponen en los espacios de carga y descarga teniendo un alto nivel de riesgo de ser víctimas de un accidente. Se deberán de limitar las áreas en que los montacargas pueden circular, es más sencillo definir las áreas en que los peatones pueden andar sin problemas evitando ser víctimas de un accidente por errores ajenos como de errores propios. Se dará un patrón definido sobre cómo deberán ser elaborados los pasos peatonales dentro de las empresas y los espacios de circulación disponibles. Será utilizado el color correspondiente tomando como base las normas IRAM, estas normas se constituyen como normas de seguridad a nivel mundial, podría considerarse como el equivalente a las normas ISO únicamente que enfocados en cuestiones de seguridad. Franjas. El paso será delimitado utilizando líneas de 0,15 metros y el paso tiene un ancho total de 0,8 metros lo cual da el espacio suficiente para circular cómodamente además están dispuestas líneas de 0,15 metros de espesor colocadas a 45 grados con respecto a la horizontal. Todo el paso estará dispuesto para evitar que se transite por lugares en donde circula cualquier tipo de vehículo en especial los montacargas.
- 421. c p Color. como Fig Existe conectan o prioridad so . El color qu se observa ura 145. en puntos o cruzan po obre el pas ue se utiliza a en las figu Diseño d Fuen en donde r lo que ser o de monta 373 ará para m uras 145 y de las dim nte: elaboraci e los dos rá necesari acargas. arcar el pa 146. ensiones d ión propia. pasos pea io recalcar aso peatona del paso p atonales que el paso al es el ama peatonal y vehicula o peatonal 3 mt 0.10 mt arillo, ar se tiene
- 422. Fig Fig gura 146. F gura 147. Indicac Fuente: comp Indicac Fuente: co 37 ción paso p plejo industria ción paso p omplejo indus 74 peatonal e l COINCO, M peatonal e strial COINCO n patio de Masagua, Esc n patio de O, Masagua, e maniobra uintla. e maniobra Escuintla. as as
- 423. 375 6.5. Medidas de atenuación en impactos directos (en el proceso de producción) Medidas de atenuación contra el desorden Equipamiento. El diseño y distribución interior de las áreas de producción, deberán ser dimensionadas para así acomodar equipamientos y subproductos de manejo de material y productos. El orden de almacenaje será establecido por el comité de salud y seguridad laboral en concordancia con los supervisores e ingenieros de la planta. Materiales y productos peligrosos. Tendrán necesidades especiales en lo que se indica con respecto a la protección contra el vertido, combustibilidad y otros riesgos, la clasificación en la bodega de materias primas de los productos peligrosos estará a cargo de los supervisores de producción. 6.5.1. Retención de polvillos, por filtros manga Un filtro mangas es un dispositivo para la separación de partículas sólidas en suspensión de una corriente gaseosa, no elimina la contaminación por compuestos volátiles. Los filtros mangas se utilizarán sobre todo en instalaciones industriales como una alternativa a los precipitadores electrostáticos. Diseño. Se tratará de un filtro que consta de diversas mangas tejidas dispuestas sobre cestas metálicas. El polvo se acumulará en su parte externa. El material del tejido debe adaptarse al uso deseado.
- 424. El retenida sustituirs El actualme los mism son tras tamaño d s. Sin em se cada cie polvo acu ente se cue mos en las ladados dir Fig F Figura F e los poro bargo las erto tiempo. umulado d enta con un partes alta rectamente ura 148. F Fuente: comp 149. F Fuente: comp 37 os limitará mangas s deberá tra n sistema d as de los e hacia la m Filtros man plejo industria Filtros man plejo industria 76 el tamaño serán pieza atarse ade de aspiració equipos y p ezcladora. nga vistos l COINCO, M ga del mo l COINCO, M o mínimo as de des ecuadament ón de polvil por medio d desde aba Masagua, Esc lino de ma Masagua, Esc de las pa sgaste que te. En la llos que su de un filtro ajo uintla. artillos uintla. artículas e deben planta ccionan manga
- 425. l m m q d á t r 6 Estos los líquidos materias pr mínima de que en pla de bunker áreas del t también co residuos a .5.2. E dispositivo s de los ta rimas como 3 pies en nta COINC y bombas tanque de on un can un deposito Figura 150 Fuente Elaboración os antiderra anque o ba o grasa y m todo el per CO, ya se h de grasa y diesel, bom al colector o de derram 0. Pilet e: complejo ind 377 n de piletas ames se ela ambas, los melaza, esta rímetro del han iniciado y melaza, s mbas de b r en todo mes. ta antiderr dustrial COIN s antiderra aborarán co fluidos va as estarán d dispositivo o con este in embargo bunker, est su períme rames tanq NCO, Masagu ame de líqu on la finalid arían entre dispuestas o a cubrir, c tipo de pile o será nece as piletas etro el cua que de bun ua, Escuintla. uidos dad de cont combustib a una dista cabe menc etas en tan esario cubr deberán c l conducirá nker tener les y ancia cionar nques rir las ontar á los
- 426. Figura 15 F Fig 51. Pile Fuente: compl ura 152. Fuente: comp 37 eta antiderr lejo industrial Pileta an plejo industria 78 rame tanqu COINCO, M ntiderrame al COINCO, M ue de com asagua, Escu e de bomb Masagua, Esc mbustible uintla. bas cuintla.
- 427. 379 6.6. En impactos indirectos (después del proceso productivo) La recolección de desechos sólidos se hará por medio de la clasificación, para separar los residuos orgánicos, inorgánicos y peligrosos. Esto se hará con la intención de tener una producción más limpia y propiciar el reciclaje dentro de las instalaciones. 6.6.1. Clasificación de los deshechos La basura se podrá clasificar según su composición: Residuo orgánico: todo desecho de origen biológico, que alguna vez estuvo vivo o fue parte de un ser vivo, En la planta serán residuos de la fabricación de alimentos, estos pueden ser convertidos en abonos según sea el caso. Residuo inorgánico: todo desecho de origen no biológico, de origen industrial o de algún otro proceso no natural. En la planta serán plásticos y desechos de sacos, etc. Residuos peligrosos: todo desecho, ya sea de origen biológico o no, que constituye un peligro potencial (código CRETIB) y por lo cual debe ser tratado de forma especial, por ejemplo: los microingredientes con cualidades especiales, etc. Los tratamientos de los residuos en la planta, los podrán clasificar en técnicas de eliminación o en técnicas de valorización.
- 428. 380 Es decir en la desaparición de los residuos o en conseguir un segundo uso de los mismos. Así se tendrán los vertederos, sanitariamente controlados y depósitos de seguridad, y a las incineradoras, ya sean con o sin aprovechamiento de energía. Como técnicas de aprovechamiento tendrán procesos químicos, bioquímicos, reciclados y recuperados de materiales. Las técnicas de eliminación ya sea por vertido o por incineración siempre conllevarán una contaminación al medio ambiente, que si bien es verdad que el riesgo de contaminación se puede bajar si se realiza de una forma adecuada, este riesgo siempre va a estar presente y su disminución representará un aumento en los costos. Alternativa. Se separarán y clasificarán los desperdicios para mandarlos al reciclaje industrial, de esta forma se eliminarán gran parte de la función de los tiraderos de basura. Biodegradación. Contenedores y otros equipamientos usados para proteger las unidades de carga deberán ser concebidas apuntando a la reutilización y a la biodegradación después de su utilización, siempre que sea posible. 6.6.2. Control de los desechos sólidos por medio de recolección Para la separación de los deshechos se usarán contenedores de distintos colores, cada uno de los cuales deberá indicar en un letrero el tipo de basura que se le depositará.
- 429. e F Conten de env bandeja Conten deposit periódic Será espacio de Figura 153. Fuente: nedor amar vases lige as, etc.), de nedor azul tar los env cos, revista aconsejab ntro del con Difere contenedore http://beta.to Consultada e rillo (envase ros como e latas. (papel y vases de as, papeles le plegar ntenedor. 381 entes tipos es de basura. opalmacen.co el 22 de agos es): en ést los envas cartón): e cartón (ca de envolve las cajas s de conten om/sr/-Conten sto de 2011 te se deber ses de pl en este co ajas, bande er, propaga de manera nedores de nedores_resid rán de dep ásticos (bo ontenedor s ejas, etc.), anda, etc. a que ocu e basura duos. positar todo otellas, bo se deberá así como upen el mí o tipo olsas, n de o los ínimo
- 430. 382 Contenedor verde (vidrio): en este contenedor se depositarán envases de vidrio. Contenedor gris (orgánico): en él se depositarán el resto de residuos que no tienen cabida en los grupos anteriores, fundamentalmente materia biodegradable. Contenedor rojo (desechos peligrosos): en él se depositarán artículos como celulares, insecticidas, pilas o baterías, aceite comestible o de autos, jeringas, latas de aerosol, etc. “Manejo y disposición de desechos líquidos. El sistema de drenajes de la planta deberá estar diseñado para soportar la cantidad de desechos que salen de la planta, los drenajes deberán tener la protección adecuada para evitar la contaminación del área de producción y la proliferación de plagas, contar con trampas de grasa para el correcto manejo de las aguas residuales”. 34 Para el manejo y disposición de desechos sólidos se tomarán las siguientes medidas: No se deberá permitir la acumulación de desechos en las áreas de manipulación y de almacenamiento de los alimentos o en otras áreas de trabajo ni zonas circundantes. Los recipientes para la basura deberán ser lavables y tener tapadera para evitar que atraigan insectos y roedores. 34 Plan de buenas prácticas de manufactura y control de puntos críticos para la planta de producción de una industria de alimentos balanceados para aves. Sergio Giancarlo Custodio García. p. 136.
- 431. 7 4 3 p G “El al zonas Horario de Este será: 7:30 a.m. – 4:30 p.m. – 35 Plan de bu producción d García. p. 14 lmacenamie s de proces limpieza – 7:45 a.m. – 4:50 p.m. Fuente uenas práctic e una indust 5. ento de lo samiento de Figura 154 e: complejo ind cas de manu tria de alimen 383 os desecho e alimentos 4. Estib dustrial COIN ufactura y co ntos balancea os, deberá s”. 35 bación de NCO, Masagu ontrol de pun ados para av ubicarse tarimas ua, Escuintla. ntos críticos ves. Sergio G alejado de para la plan Giancarlo Cu e las nta de stodio
- 432. 384 6.6.3. Ordenamiento vial interno de transporte pesado para la carga de producto terminado y descarga de materias primas, minimizando el congestionamiento y el ruido Todas las vías de acceso y circulación vehicular dentro de la planta se encontrarán pavimentadas evitando con esto el levantamiento de polvo que pudiera contaminar las materias primas y afectar el ambiente dentro de la misma. Vehículos para el transporte. Los vehículos para transporte automotores o los que funcionen en unidades sueltas o formando tren, cuando por su velocidad, naturaleza, peso o volumen de carga ofrezcan peligro, deberán ser provistos de silbatos, campanas, bocinas o cualquier otra señal audible avizora, que se deberán hacer funcionar espaciadamente y siempre que se aproximen a lugares o pasos peligrosos. Los vehículos de transporte de carga (montacargas), contarán con sirenas de retroceso y dependiendo de la nubosidad es obligatorio llevarlas luces encendidas, como norma mínima se estableció un horario de encendido de luces vehiculares obligatorio de 7:30 a 17:00 horas. Ordenamiento vial. Cuando las vías sean necesariamente transitadas por los trabajadores, público o vehículos, deberán colocarse señales adecuadas en las inmediaciones de las mismas, que indiquen claramente el peligro.
- 433. S s e a O e Figura 155 Sentido del Se ref será de do el flujo de d amarillo co Observacio evitar posib 5. Ejem Fuente l flujo ferirá a la s ble vía ya q dos unidade locadas al ones: serán bles accide mplos de de e: complejo ind señalización que las con es a la vez, centro del p n necesaria ntes tanto v 385 elimitación dustrial COIN n del sentid ndiciones de , el flujo est paso de mo as estas n vehiculares n paso de NCO, Masagu do del flujo e la bodega tará determ ontacargas normas en s como ries montacarg ua, Escuintla. de montaca a señalizad minado por . la planta gos peaton gas en bod argas; este da no perm flechas de COINCO, nales. dega e flujo mitirán color para
- 434. Figura 1 Figura 1 156. Di m 57. Elabo Fue seño de la montacarga F oración de ente: complejo 38 as dimens as Fuente: elabor e señalizac o industrial CO 86 siones y s ración propia ción para e OINCO, Masa sentido par . el paso de agua, Escuin ra circulac montacarg tla. ción de gas
- 435. 387 Tabla XLV. Peligros viales y sus medidas de contingencia PELIGROS VIALES Riesgo Medida de Contingencia Colisiones y choques contra obstáculos En las colisiones y choques contra obstáculos y estructuras hay riesgos por el exceso de velocidad, la poca visibilidad de las vías de circulación, conducción con poca visibilidad debido a la carga y ausencia de señalización de obstáculos y vías de circulación, circulación con carga elevada, suelos resbaladizos, no limpios y con obstáculos. Los medios de protección utilizados para estos riesgos son los siguientes: limitar el exceso de velocidad del montacargas cuando la misma constituye un grave riesgo (señalizar la velocidad máxima de circulación), fijar unos niveles de iluminación adecuados a las vías de circulación preferiblemente las áreas de giros y cambios de vía, circular en el sentido adecuado, cuando la carga no ofrezca condiciones de visibilidad segura, señalizar con líneas amarillas y negras alternas, o lámparas rojas por la noche, aquellos obstáculos u objetos situados en las vías de circulación, Circular con las cuchillas del montacarga a 0,15 m por encima del suelo, mantener las áreas de trabajo libres de obstáculos y los suelos limpios (sin aceite y/o grasas). Colisiones contra otros vehículos Se pueden sufrir riesgos en colisiones y choques contra otros vehículos debido a exceso de velocidad, vías de circulación inadecuadas y/o defectos en la señalización. Para estos riesgos se utilizarán medidas de protección para reducirlos, así pudiendo reducir las intersecciones, prever sentidos únicos y anchura suficiente de las vías de circulación, accionar la alarma sonora y reducir la velocidad en cruces peligrosos y limitar la velocidad a las condiciones del local. Colisiones con peatones En la conducción los montacargas se tienen riesgos en colisiones y choques con peatones por atropellos a peatones por exceso de velocidad, falta de visibilidad y/o vías de circulación inadecuadas. Para reducir estos riesgos se necesita dotar a los montacargas de iluminación rotativa, evitar entrada de vehículos y peatones por la misma puerta de acceso a talleres y/o almacenes. Otros medios de los que se disponen son: abordar las puertas batientes con precauciones, no aparcar el montacargas en intersecciones o zonas de paso y estacionar los montacargas con las cuchillas colocadas de plano sobre el suelo. Conducción por personas no calificadas La conducción por personas no cualificadas es un riesgo al que se está expuesto pero se deben de evitar señalizando y prohibiendo la utilización los montacargas por personal no autorizado y la llave de contacto debe estar sólo en posesión del carretillero autorizado que la retirará al abandonar la carretilla Lesiones lumbares Las lesiones lumbares es un riesgo al que debe de poner medios para evitarlo utilizando neumáticos adecuados a las superficies de circulación Evitar las marchas forzadas con marcha atrás y en caso de continuidad excesiva en marcha forzada, estudiar la utilización de un montacargas con asiento adecuado a los trabajos a realizar. Fuente: elaboración propia.
- 436. 388
- 437. 389 CONCLUSIONES 1. Las causas de los accidentes se darán básicamente por las condiciones inseguras dentro de la empresa, ya que la misma no ofrece la infraestructura ni las herramientas necesarias para la consecución de las labores. Por otro lado, el operario también tendrá la responsabilidad del caso ya que algunas ocasiones hacen uso indebido de las herramientas ocasionando actos inseguros y provocando las condiciones inseguras al no hacer uso de los implementos de seguridad otorgados durante el desarrollo de los procesos de producción. 2. El comité de salud y seguridad industrial de COINCO será el principal mecanismo de elaboración y ejecución de los planes de contingencia, así como también de presentar proyectos que mejorarán la calidad de vida de los empleados aumentando gradualmente la confiabilidad en la empresa. La participación de los diferentes departamentos dentro del comité harán que las necesidades de cada uno se concentren y se conviertan en las necesidades de todos. 3. Cada uno de los departamentos de la planta tendrá como principal enemigo la contaminación derivada del proceso productivo, la propagación de polvo sumado a intervención de otros factores de riesgo como lo podrán representar los agentes químicos, éstos podrán provocar serios problemas respiratorios, el equipamiento de seguridad
- 438. 390 se enfocará principalmente en la protección de los sentidos, principalmente del conducto respiratorio dando varias alternativas de utilización según sea su necesidad. 4. La delimitación del tránsito de los peatones y la de los montacargas reducirá el riesgo de accidente ya que ninguno puede transitar fuera del espacio designado. La seguridad del peatón estará por encima del operario del montacargas ya que el primero poseerá menores expectativas de salir ileso al encontrarse en una situación de accidente. 5. La utilización de formatos y reportes de control de accidentes serán una fuente de información necesaria, ya que proveerán datos ocultos tales como la fuente del accidente, ocurrencia, nivel de riesgo, etc. Esta información proveerá todas las herramientas necesarias para la elaboración de una solución permanente evitando futuras ocurrencias. 6. La señalización en las áreas de circulación de camiones y patios de maniobra así como la implementación de túmulos y vibradores reducirá en un 90 por ciento los riesgos de volteo y de choque dentro de las instalaciones de la planta, así como también contribuirá a incrementar la seguridad de los peatones.
- 439. 391 RECOMENDACIONES 1. El comité de seguridad industrial deberá seguir inculcando dentro de la empresa la nueva cultura de seguridad ofreciéndoles a los trabajadores toda la información necesaria y hacer especial énfasis sobre los riesgos que se correrán al no acatar las directrices que sean implementadas para el mantenimiento de la seguridad. 2. La incentivación y responsabilidad para la utilización del EPP de cada departamentito recaerá sobre el jefe de cada una de las áreas, ya que él deberá exigir que dentro de las operaciones de su área sean utilizados los implementos recomendados dentro de este proyecto. 3. Capacitar al personal operativo nuevo y retroalimentando al personal antiguo sobre nuevas técnicas para la aplicación de primeros auxilios en caso de emergencia. 4. La utilización de los formatos para la recopilación de datos y los procedimientos establecidos deberán ser obligatorias y exigidas para todos los departamentos tratando de asegurar la información obtenida sea lo más confiable posible y presentar mejoras. 5. La junta directiva deberá efectuar una evaluación general semestral, acerca de las condiciones de la empresa en cuestión de seguridad exigiendo el cumplimiento de las normas que no lo fueren.
- 440. 392
- 441. 393 BIBLIOGRAFÍA 1. AGUIRRE SANDOVAL, Jorge Luis. Salud y seguridad operacional para la mitigación de accidentes y enfermedades laborales. Madrid: Alfaom- ega, 2006.183 p. 2. Botiquín primeros auxilios [en línea]. [ref. 10 de julio de 2011] Disponible en Web: < http://www.botiquin.org/>. 3. Buenas prácticas de manufactura [en línea]. [ref. de 10 octubre de 2011] Disponible en Web: <http://es.wikipedia.org/wiki/Buenas_pr%C3%A1 cticas_de_fabricaci>. 4. Cruz Roja Salvadoreña. Apoyo psicosocial en emergencia. Manual del participante. Año 2. Vol 3. El Salvador: Cruz Roja, 2002. 145 p. 5. __________. Rutas de evacuación. Folleto de la Federación Internacional de Sociedades. Año 3. Vol 1. El Salvador: Cruz Roja, 2002.185 p. 6. __________. Educación, organización y prevención para la reducción del riesgo. Folleto de la Federación Internacional de Sociedades. Año 5. Vol 2. El Salvador: Cruz Roja, 2004. 140 p.
- 442. 394 7. CUSTODIO GARCÍA, Sergio Giancarlo. Plan de buenas prácticas de manufactura y control de puntos críticos para la planta de producción de una industria de alimentos balanceados para aves. Trabajo de graduación de Ing. Industrial. Facultad de Ingeniería, Universidad de San Carlos de Guatemala, 2008. 145 p. 8. Estudio en 6 años en EEUU muertes por culpa de las irresponsabilidades [en línea]. Virginia Polytechnic Institute and State University, 1989- [ref. 15 de marzo de 1995]. Semestral. Disponible en Web: <http://www.elmundo.es/elmundomotor/2010/09/24/conductores/1285 326288.htm >. 9. ETHEL PAZOS, Juan Carlos. Metodología para la redacción de informes técnicos de seguridad e higiene. Vol 1. Costa Rica: Limusa, 2005 182 p. 10. GONZALES IZAGUIRRE, Juan José. Diseño e implementación de un sistema de seguridad e higiene industrial, en la planta de producción de la cooperativa madre y maestra, y mitigación de polvos en el área de descarga de materia prima. Trabajo de graduación de Ing. Industrial. Facultad de Ingeniería, Universidad de San Carlos de Guatemala, 2008. 165 p. 11. Guatemala. Congreso de la Republica. Ley orgánica del Instituto Guatemalteco de Seguridad Social IGSS: Decreto 295. Publicado en el Diario Oficial, 14 de septiembre de 1944. 95 p.
- 443. 395 12. Guatemala. Reglamento general sobre higiene y seguridad en el trabajo. Ministerio de trabajo y previsión social. Publicado en el Diario Oficial, 24 de abril de 1954, Modificado por el Artículo 24 del Decreto del Congreso de la República de Guatemala No. 64-92 Reforma al Código de Trabajo, 1984. 80 p. 13. Instituto Guatemalteco de Seguridad Social. Historial, Reglamentos Estatutos y normativos del IGSS. [en línea]. Información de texto ed. 2.1: WindSpiel, Noviembre 1994 [ref. 10 de febrero de 1995]. Disponible en la Web: <http:www.igssgt.org/sobre_nosotros/historia_ Igss.html>. 14. Instituto Nacional de Sismología, Vulcanología, Meteorología, e Hidrología de Guatemala (INSIVUME). Medición y registros sismológicos en el territorio guatemalteco. [en línea]. Nuevas provincias, N.J.: RR Bowker, s.d. [ref. 16 de agosto de 2002]. Disponible en Web: < http://www.insivumeh.gob.gt/geofisica/indice%20sismo.htm >. 15. Incendios forestales. [en línea]. [ref. 15 de marzo de 2011]. Disponible en Web: <http://www.alertatierra.com/TierIncendiosguat.htm>. 16. Los terremotos - que es epicentro. [en línea]. [ref. 15 de octubre de 2011]. Disponible en Web:<http://www.lahistoriaconmapas.com/012/03/el- epicentro-y-el- hipocentro-de-un.html>. 17. Limpieza e higiene personal: Eman. [en línea]. [ref. 20 de agosto de 2011]. Disponible en Web: <http://es.wikipedia.orgki/Higiene>.
- 444. 396 18. Mapa de Escuintla Google Earth. [en línea]. [ref. 20 de agosto de 2011]. Disponible en Web: <http://www.googleearth.files.wrdppress.com>. 19. RUIZ DIAZ, Edwin Vinicio. Diseño de un plan de mantenimiento preventivo para las líneas de producción de alimentos para animales y diseño de un plan de seguridad e higiene industrial, para la planta de alimentos del prado. Trabajo de graduación de Ing. Industrial. Facultad de Ingeniería, Universidad de San Carlos de Guatemala, 2007. 172 p. 20. Tectónica de placas ondas sísmicas [en línea]. Universidad del Valle de Guatemala, [ref. 6 de octubre de 2011]. Disponible en Web: <http://www.recursos- tic.org/proyecto/index.php?option=com_conten t&view=category$layout=blog%id=89&itemid=124&limitstart=6>. 21. Vivir en la Historia, el peligroso trabajo en la Escorial [en línea] [ref. 31 de marzo de 2011].18:45 NRT. Disponible en Web: < http://www.viviren lahistoria.com/el-peligroso-trabajo/el-escorial>.
- 445. 397 ANEXOS Como complemento del programa, se presentarán los siguientes planos: Planos de delimitación de áreas Delimitación de áreas general Área de despacho - paso de montacargas Delimitación de áreas, primer nivel Delimitación de áreas, segundo nivel Delimitación de áreas, bodega Equipos de peligro, primer nivel Equipo de peligro, segundo nivel Por contenido de materiales Planos de rutas de evacuación Ruta de evacuación, área administrativa Ruta de evacuación, área de producción Rutas de evacuación, área de silos Ruta de evacuación, bodega 1 Rutas de evacuación, área de bodega 2