
































































Programmable logic controllers
- 1. Basics of PLC Programming EE 100 – Intro to EE Fall 2004 Dr. Stephen Williams, P.E.
- 2. Overview How did we get where we are today? How does a project at GM in 1968 relate to the work of Henry Leland in the late 1800s? PLC SLC AB Autos GM Ford Bus Sensor Drive
- 3. Vocabulary Programmable Logic Controllers Definite-purpose computers design to control industrial processes and machines Drives Solid-state devices designed to control motors Sensors Transducers used to obtain information
- 4. First Programmable Controller General Motors Corporation Hydromatic Division Replacedrelay-controlled system PDP-8 minicomputers? MODICON 084 Modular Digital Controller
- 6. Genesis of Automation Operation sheets May date back to the 1830s Listing of: All machining operations The machine tools employed Tools, jigs, fixtures, and gauges Organization and flow of work
- 7. Industrial Revolution High-volume production Interchangeable parts Transportation system Inexpensive energy (coal) Frederick W. Taylor Scientific management Henry Ford
- 8. Purpose of Automation Increase productivity Standardize components or processes Free workers from repetitive, and sometime dangerous, tasks
- 9. Early Automation Applications 1869 – Refineries in Pennsylvania automatically covert crude oil to kerosene 1937 – Pictured is the loading and unloading of stators via an overhead conveyor for dipping in continuous process oven
- 10. The Case Against Automation Las Vegas Sun, August 2, 1961 Jimmy Hoffa saw a new industrial revolution forming with automation being a threat to his giant union more menacing than the Justice Department, Attorney General Bobby Kennedy and the president himself. He felt he could cope with the Senate committees, the FBI, and all the new legislation being written, which he thinks is aimed at unionism. It is with automation that all his talents, energy and ability must be directed.
- 11. Forces Driving Automation Lower costs Faster production Better quality control How have they remained relevant today?
- 12. Engineering Resources Why do you need all of these engineers running around to make all of this stuff work?
- 13. Breakthroughs and Plateaus Where have we seen breakthroughs, and then plateaus of technology? Microprocessors Graphical User Interfaces Power Electronics Software Systems
- 14. Brief Review of Technology Traditional (ancient?) devices Still used in many plants If it ain’t broke … Where are we going?
- 15. Traditional Relay Logic Used since … Control via a series of relay contacts On and off inputs Race conditions on the outputs Very expensive Hard to design and construct Difficult to maintain
- 16. Traditional Devices Relays Contactors Motor Starters Manually operated switches Mechanically operated switches Electrically operated switches
- 17. Relays Original control elements Now used as auxiliary devices The PLC is not designed to switch high currents or voltages CR1-1 CR1
- 18. Contactors Used for heavy-duty switching Provides isolation from high voltages and large currents Usefully for large inductive currents, such as motor starting
- 19. Motor Starters Contactors + Overload Relay Overload relays were usually heaters and bimetal strips The bimetal strip separates when heated Next steps: PLCs and motor starters Electronic overloads Intelligent starters
- 20. Manually Operated Switches Pushbuttons Normally open Normally closed Break-then-make Make-then-break Selector switches Maintained or spring return
- 21. Mechanically Operated Switches LimitSwitches Temperature Switches Pressure Switches Level Switches
- 22. Electrically Operated Switches PhotoelectricSwitches Proximity Switches
- 23. What's ahead? Solid state devices to replace motor starters Distributed smart sensors Micro- and nanomachines Adaptive control Smart maintenance
- 24. Summary A very brief history of industrial automation Overview of some of the older technologies Some thoughts on the future
- 25. PLC Systems CPU Processor Memory One Module Power Supply Part of the chassis or a separate module Programming/ Monitoring Device I/0 Modules
- 27. Input and Output Input Modules Convert “real world” signal to PLC input 24 V, 120 V, Analog, etc. Output Modules Convert PLC signal to “real world” output 24 V, 120 V, Analog, etc. Limiting values PLC power supply
- 28. Configurations Fixed I/O Limited expandability Rack Many modules, with the possibility of chaining many racks together SLC 500 is a fixed I/O device SLC 5/02 uses a rack configuration
- 29. Chassis Versus Rack One “Rack” is 128 inputs/outputs A chassis is the outer shell of the PLC Chassis ≠ Rack SLC 5/02’s in S-340 have a ten-slot chassis Slots are numbered from 0 to 9
- 30. SLC Image Tables Hex numbering Addressing I1:2.0/01 I is for the file type 1 is the file number 2 is the element number .0 is the sub-element number (>16) /01 is the bit number
- 31. “Real World” Address I1:3.0/01 I is the module type 1 is redundant 3 is the slot number .0 is for terminals above 15 /01 is the terminal number
- 32. Remote Racks I/O racks located close to the equipment being monitored Simplifies wiring Communication modules Similar to LAN Fiber Optic Coaxial cable
- 33. Discrete I/O Modules Either “on” or “off” Bit oriented Various ratings 24 V 120 V TTL 4 – 20 mA
- 34. Special I/O Modules Analog High speed counter Thumb-wheel TTL Encoder PID Servo
- 35. Memory Organization Not the same on all manufactures Allen Bradley uses two main types Memory Maps Data table User program Internal registers Memory allocation could be fixed or variable
- 36. SLC Program File Structure Program File Use Number 0 System Functions 1 Reserved 2 Main Program 3-255 Subroutines
- 37. RSLogix 500 Screen Define controller attributes Model Memory Communication Program files Main program Subprograms
- 38. SLC Data File Structure Data File Use Number 0 Output Image Table 1 Input Image Table 2 Status Table 3 Bit Table
- 39. SLC Data File Structure Data File Use Number 4 Timer Table 5 Counter Table 6 Control Table 7 Integer Table
- 40. SLC Data File Structure Data File Use Number 8 Reserved (Floating Point Value Table) 9 Network Table 10-255 Any combination of Bit, Timer, Counter, Control, or Integer Tables
- 41. RSLogix 500 Screen Access to input and output tables Access to timer and control control files
- 42. Address Format What type of device or module Where is it located physically or in memory For example, T4:0/DN is the done bit for timer 0 in file 4 I:2.0 is an input module in slot 2 Word versus bit addresses I:3.0 is a word, I:3.0/04 is a bit
- 43. Multiword Elements Timers,counters, and control elements Three words used Control word to store status Preset word to store desired value Accumulated word to store present value Control file store a length and position value (on functions other than counters and timers)
- 44. Counter Element Example Name Address Example Control Word C5:0 C5:0/DN Preset Word C5:0.PRE 5000 Accumulated C5:0.ACC 1240 Word
- 45. RSLogix 500 Screen Counter C5:0
- 46. Program Scan Each cycle through the program and I/ O process is called a scan Scan times vary with the length of the program and the speed of the processor
- 47. Programming Environments Languages available Ladder logic Boolean Function chart Ladder logic is the most common Function chart is the future C, BASIC, etc., are also possible
- 48. Transducers Converts energy from one form to another Input transducers Real world into the PLC Output transducers PLC to real world
- 49. Sensors Sensors are transducers used to measure or detect Convert mechanical, magnetic, thermal, or optical variations into electrical quantities Sensor input is the basis for most of the decisions made in a large system
- 50. Proximity Sensors Detect the presence of a object (target) without physically touching the object Solid-state devices Completely encapsulated Used when: Detectingsmall objects Rapid response is required
- 51. Inductive Proximity Sensors Senses a metallic object A change in the magnetic field occurs when a metallic object enters into range This type of sensor can “see” through cardboard boxes and other enclosures Current-sourcing or current-sinking output
- 52. Manually Operated Switches Pushbuttons Normally open Normally closed Break-then-make Make-then-break Selector switches Maintained or spring return
- 53. Counter Instructions Count Up or Down Similar to timers, but without an internal source Two methods used: block and coil SLC 5/02s use the coil format PREset and ACCumlated values RESet similar to RTO
- 54. How Counters Work Increment or decrement on a false to true input transition They are retentive The accumulated value remains when the rung goes false PREsetcan be changed by the program Move a new value into C5:0.PRE
- 55. Control Bits 15 14 13 12 11 10 CU CD DN OV UN UA CU = Count Up CD = Count Down DN = Done OV = Overflow, UN = Underflow
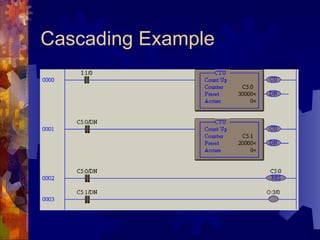
- 56. Integer Limits PREset and ACCumulator values must be integers Integers on the SLC 5/02 range from 32,767 to -32,768 Cascade counters to go beyond these limits
- 58. Down Counters The SLC 5/02 does not have a true down counter The counter does not start at a value and become true when the ACCumulator is zero TheSLC 5/02 CTD works with another counter with the same address
- 60. Types of Data Instructions Math Functions Add, subtract, multiply, etc. Data Conversion and Comparison Integer to BCD, Less than, Equal, etc. Logical Operations
- 61. Bits, Words, and Files A bit is the smallest unit of information T4:0/DN is a bit A “word” is another name for a register T4:0.PRE is a word A “file” is a block of words, also known as a table T4 is a file
- 62. Data Transfer – Move The move instruction takes a value from a register, or a constant value, and places it in another register
- 63. BCD Move Into a Register Moves an integer value into a BCD device. In lab, the LED Display
- 64. BCD Move From a Register Moves an BCD value into an integer register. In lab, the thumb-wheel inputs
- 65. Comparisons Greater than, less than, equals, etc. When true, output is true
- 66. Today’s Task Use what you have learned to “break the code” Each bench has a PLC program The first bench to turn on all five lamps wins!
Editor's Notes
- #8: 1895 paper to ASME
- #11: He told of a new brewery built in Florida with a capacity of 1,300,000 barrels a year. The same-size brewery in Milwaukee turning out the same amount of barrels employed 586 men. The new plant hires 107 men. That's less than one-fifth, which means that 80 percent of brewery labor will go jobless as new plants go into operation.