













































































































































![122
7. ORTÍZ SOLÓRZANO, Roberto Enrique. Diagnóstico y propuesta para
mejorar el estado actual de las calderas del Instituto Guatemalteco
de SeguridadSocial a nivel nacional. Trabajo de graduación de
Ing. Mecánica. Universidad de San Carlos de Guatemala, Facultad
de Ingeniería, 2007. 215 p.
8. RAMÍREZ LÓPEZ, Juan Pablo. Plan de mantenimiento preventivo y sus
costos para calderas pirotubulares en industria de algodón, para
uso clínico. Trabajo de graduación Ing. Mecánica Industrial.
Universidad de San Carlos de Guatemala, Facultad de Ingeniería,
2008. 171 p.
9. SINTRA Seguridad industrial integral. Productos de seguridad, higiene
industrial y protección al Medio Ambiente [en línea]. Disponible en
Web: <http://www.sintraseguridad.com/senaliz.htm> [Consulta: 10
de junio de 2011]
10. SMITH, Edward H. Manual del Ingeniero Mecánico. México: Prentice-Hall
Hispanoamericana, 1,998. Vol. 3. 416 p.](https://image.slidesharecdn.com/calderamanual-210925013517/85/Caldera-manual-157-320.jpg)













Caldera manual
- 1. Universidad de San Carlos de Guatemala Facultad de Ingeniería Escuela de Ingeniería Mecánica DISEÑO DEL PLAN DE MANTENIMIENTO PREVENTIVO DEL ÁREA DE CALDERAS DEL HOSPITAL NACIONAL SANTA ELENA DE SANTA CRUZ DEL QUICHÉ, EL QUICHÉ Hugo Tomás Larios Ren Asesorado por el Ing. Julio César Campos Paiz Guatemala, noviembre de 2011
- 2. UNIVERSIDAD DE SAN CARLOS DE GUATEMALA FACULTAD DE INGENIERÍA DISEÑO DEL PLAN DE MANTENIMIENTO PREVENTIVO DEL ÁREA DE CALDERAS DEL HOSPITAL NACIONAL SANTA ELENA DE SANTA CRUZ DEL QUICHÉ, EL QUICHÉ TRABAJO DE GRADUACIÓN PRESENTADO A LA JUNTA DIRECTIVA DE LA FACULTAD DE INGENIERÍA POR HUGO TOMÁS LARIOS REN ASESORADO POR EL ING. JULIO CÉSAR CAMPOS PAIZ AL CONFERÍRSELE EL TÍTULO DE INGENIERO MECÁNICO GUATEMALA, NOVIEMBRE DE 2011
- 3. UNIVERSIDAD DE SAN CARLOS DE GUATEMALA FACULTAD DE INGENIERÍA NÓMINA DE JUNTA DIRECTIVA DECANO Ing. Murphy Olympo Paiz Recinos VOCAL I Ing. Alfredo Enrique Beber Aceituno VOCAL II Ing. Pedro Antonio Aguilar Polanco VOCAL III Ing. Miguel Ángel Dávila Calderón VOCAL IV Br. Juan Carlos Molina Jiménez VOCAL V Br. Mario Maldonado Muralles SECRETARIO Ing. Hugo Humberto Rivera Pérez TRIBUNAL QUE PRACTICÓ EL EXAMEN GENERAL PRIVADO DECANO Ing. Murphy Olympo Paiz Recinos EXAMINADOR Ing. Fredy Mauricio Monrroy Peralta EXAMINADOR Ing. Esdras Feliciano Miranda Orozco EXAMINADOR Ing. Elvis José Álvarez Valdez SECRETARIA Inga. Marcia Ivónne Véliz Vargas
- 4. HONORABLE TRIBUNAL EXAMINADOR En cumplimiento con los preceptos que establece la ley de la Universidad de San Carlos de Guatemala, presento a su consideración mi trabajo de graduación titulado: DISEÑO DEL PLAN DE MANTENIMIENTO PREVENTIVO DEL ÁREA DE CALDERAS DEL HOSPITAL NACIONAL SANTA ELENA DE SANTA CRUZ DEL QUICHÉ, EL QUICHÉ Tema que me fuera asignado por la Dirección de la Escuela de Ingeniería Mecánica, con fecha 29 de noviembre del año 2010. Hugo Tomás Larios Ren
- 9. ACTO QUE DEDICO A: Dios Por la luz, sabiduría y entendimiento que medio para afrontar los momentos difíciles y por permitirme realizar este sueño de ser profesional. Mis padres Julio Enrique Larios y Flora Marina Ren, por haberme dado la vida, por sus sacrificios, su incondicional apoyo y tener el buen criterio de guiarme a la superación personal y profesional. Mis hermanos Juan Carlos, Julio Arturo y Sergio Estuardo, por su apoyo moral y espiritual, simplemente sin su ayuda nada de esto se hubiese cumplido. Mis abuelos Juan Domingo Larios (q.e.p.d.), Cecilia Carrillo (q.e.p.d.); Tomás Ren (q.e.p.d.) y Gregoria Ixcotoy, por haberme predicado con el ejemplo la humildad, el respeto, la honradez y la responsabilidad. Mi novia Petrona Ambrocio, por su amor, cariño, comprensión y su apoyo fundamental en mi carrera universitaria, y por estar a mi lado en este momento importante de mi vida. Mi familia En general, por brindarme su apoyo moral para seguir adelante.
- 10. Mis amigos Miguel Lux, Mynor Batz, Milton de León, Eden Chiquito y amigos en general por su amistad, solidaridad y ayuda incondicional que me brindaron a lo largo de mi formación profesional.
- 12. ÍNDICE GENERAL ÍNDICE DE ILUSTRACIONES ........................................................................... V LISTA DE SÍMBOLOS....................................................................................... IX GLOSARIO ..................................................................................................... XIII RESUMEN ......................................................................................................XIX OBJETIVOS ....................................................................................................XXI INTRODUCCIÓN ..........................................................................................XXIII 1......ANTECEDENTES ...................................................................................... 1 1.1. Antecedentes históricos del hospital ............................................... 1 1.1.1. Estructura organizacional .................................................. 2 1.1.2. Distribución en planta de las unidades.............................. 4 1.2. Unidades de servicio de apoyo que utilizan vapor para sus procesos ........................................................................... 5 1.2.1. Unidades de servicio de apoyo.......................................... 5 1.2.1.1......Descripción de las unidades............................. 5 1.2.1.1.1. Unidad de lavandería.................... 5 1.2.1.1.2. Unidad de cocina.......................... 5 1.2.1.1.3. Central de equipos........................ 6 1.2.1.1.4. Calentamiento del agua................ 6 1.3. Procesos realizados en las unidades de apoyo .............................. 6 1.3.1. Proceso de esterilización................................................... 6 1.3.2. Proceso de cocción de alimentos...................................... 7 1.3.3. Proceso de secado y planchado........................................ 8 1.4. Descripción general y principios de operación de calderas............. 9 1.5. Accesorios y equipo auxiliar asociado a las calderas.................... 10
- 13. 1.5.1. Los quemadores y el sistema de control..........................12 1.5.2. Armaduras para calderas.................................................13 1.5.3. Equipo auxiliar..................................................................15 1.6. Aire para la combustión .................................................................19 1.7. Ignición automática ........................................................................19 1.8. Aire de atomización........................................................................21 1.9. Flujo de combustible ......................................................................22 1.10. Modulación del quemado...............................................................24 1.11. Red de distribución de vapor .........................................................25 2. EVALUACIÓN ACTUAL DE LAS CALDERAS Y SUMINISTRO DE VAPOR........................................................................27 2.1. Antecedentes de los accesorios y equipo auxiliar..........................27 2.1.1. Tiempo de vida.................................................................27 2.1.2. Funcionamiento actual .....................................................28 2.2. Condiciones actuales de las calderas............................................29 2.2.1. Consumo de combustible por hora ..................................29 2.2.2. Tratamiento de agua ........................................................30 2.2.3. Cantidad de vapor generado por hora..............................35 2.2.4. Descripción de la capacidad instalada .............................37 2.3. Operación de caldera.....................................................................37 2.3.1. Flujograma de las actividades necesarias para llevar a cabo la operación ................................................37 2.4. Condiciones de la tubería de suministro de vapor .........................41 2.4.1. Condiciones actuales de la tubería ..................................41 2.4.1.1. Consecuencias en la tubería por falta de aislamiento térmico.............................41 2.4.2. Material de la tubería .......................................................44 2.4.3. Aislamiento térmico..........................................................45
- 14. 2.4.4. Medidas de la tubería .......................................................47 3. PROPUESTA DE PLAN DE MANTENIMIENTO PREVENTIVO ...............49 3.1. Función y objetivos.........................................................................49 3.1.1. Importancia del mantenimiento preventivo para calderas....................................................................51 3.2. Guía para rutinas de mantenimiento en las calderas .....................52 3.2.1. Semanales .......................................................................53 3.2.2. Mensuales ........................................................................54 3.2.3. Trimestrales......................................................................55 3.2.4. Semestrales......................................................................56 3.2.5. Anuales ............................................................................57 3.3. Manual de procedimientos del plan de mantenimiento preventivo ...............................................................63 4. PROGRAMA DE CAPACITACIÓN AL PERSONAL DE OPERACIÓN Y MANTENIMIENTO DE CALDERAS ...............................81 4.1. Concepto de caldera ......................................................................81 4.2. Función de una caldera en un hospital...........................................81 4.3. Registro de datos en la caldera......................................................81 4.4. Purga..............................................................................................83 4.5. Afinación de la caldera ...................................................................85 4.6. Limpieza de los tubos de la caldera ...............................................86 4.6.1. Limpieza lado de agua .....................................................86 4.6.2. Limpieza lado de fuego ....................................................87 4.7. Operación eficiente de la caldera ...................................................87 4.7.1. Eficiencia de una caldera .................................................88 4.7.2. Parámetros que afectan la eficiencia de una caldera.......89 4.7.3. Tratamiento de agua para calderas..................................95
- 15. 4.8. Sistema de alimentación de agua ................................................101 4.8.1. Sistema de recepción de condensado ...........................101 4.8.2. Sistema de bombeo .......................................................103 4.9. Sistema de alimentación de combustible.....................................104 4.10. Seguridad en el área de calderas ................................................111 CONCLUSIONES ...........................................................................................117 RECOMENDACIONES...................................................................................119 BIBLIOGRAFÍA...............................................................................................121 ANEXOS.........................................................................................................123
- 16. V ÍNDICE DE ILUSTRACIONES FIGURAS 1. Organigrama de la institución................................................................... 3 2. Vista de planta de las unidades de servicio de apoyo.............................. 4 3. Esquema de caldera pirotubular CB........................................................10 4. Partes principales de una caldera pirotubular .........................................11 5. Accesorios de caldera pirotubular ...........................................................11 6. Quemador de combustible ......................................................................13 7. Medidor de nivel de agua ........................................................................15 8. Motor del ventilador de la caldera CB .....................................................19 9. Conjunto de ignición automática caldera CB...........................................20 10. Compresor de aire para la atomización...................................................21 11. Bomba de suministro de combustible......................................................23 12. Conjunto de control de combustible al quemador ...................................23 13. Motor modulador de registro ...................................................................25 14. Red de tuberías de distribución de vapor................................................26 15. Tuberías de distribución general de vapor ..............................................26 16. Caldera pirotubular CB............................................................................28 17. Área de calderas del Hospital Nacional Santa Elena ..............................28 18. Cámara de agua de una caldera pirotubular ...........................................36 19. Tubería sin aislamiento térmico...............................................................42 20. Fuga de vapor en la tubería debido a la corrosión ..................................44 21. Materiales utilizados para el aislamiento térmico ....................................46 22. Ojo de vidrio para chequear el quemador ...............................................64 23. Desmontaje de la boquilla de inyección de combustible .........................64
- 17. VI 24. Limpieza del quemador...........................................................................65 25. Detalle de electrodos ..............................................................................65 26. Manómetro ubicado en la línea de conducción de gas ...........................66 27. Revisión de la fotocelda..........................................................................67 28. Termómetro de la chimenea ...................................................................67 29. Limpieza de la caldera del lado de fuego................................................69 30. Nivel de agua de caldera ........................................................................71 31. Control programador...............................................................................73 32. Válvula de seguridad de accionamiento por sobrepresión......................74 33. Termómetro ............................................................................................75 34. Válvulas de diferente tipo colocadas en la caldera CB ...........................75 35. Trampa de vapor de precalentador de combustible................................76 36. Chimenea de caldera..............................................................................76 37. Manómetro de presión de vapor colocado en caldera CB ......................77 38. Variación en pérdidas de eficiencia de caldera.......................................91 39. Variación en la eficiencia de combustión ................................................92 40. Pérdida de eficiencia por incremento de la temperatura.........................93 41. Mejora de la eficiencia por reducción de la presión de operación...........94 42. Tanque de condensados de caldera CB...............................................103 43. Bomba tipo turbina acoplada a un motor eléctrico................................103 44. Instalación típica de una bomba de combustible (Bunker)....................105 45. Transmisión mecánica de la bomba de combustible ............................106 46. Ubicación y tuberías del tanque de combustible subterráneo...............110 47. Extintores y señales de seguridad industrial.........................................114 48. Equipo de protección personal..............................................................115
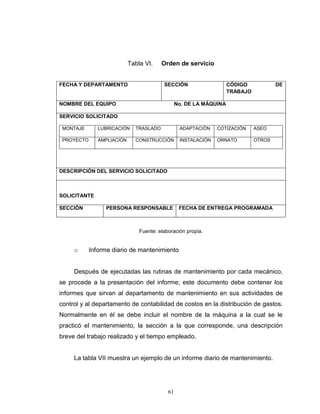
- 18. VII TABLAS I. Representación de los símbolos utilizados en un flujograma .................38 II. Ejemplo de los procesos utilizando un flujograma en caldera de combustión a diesel................................................................................39 III. Ejemplo de los procesos utilizando un flujograma en caldera de combustión por bunker...........................................................................40 IV. Informe de rutinas...................................................................................53 V. Orden de trabajo.....................................................................................60 VI. Orden de servicio ...................................................................................61 VII. Informe diario de mantenimiento ............................................................62 VIII. Programación del mantenimiento de la caldera pirotubular CB C1 del Hospital Nacional Santa Elena..............................................78 IX. Programación del mantenimiento de la caldera pirotubular CB C2 del Hospital Nacional Santa Elena..............................................79 X. Límites de sólidos en agua de calderas .................................................84
- 19. VIII
- 20. IX LISTA DE SÍMBOLOS Símbolo Significado H2O Agua HP Caballos de fuerza cm Centímetro CB Cleaver Brooks CO2 Dióxido de Carbono Dr. Doctor gal Galón o C Grados Centígrados o F Grados Fahrenheit hr Hora
- 21. X K Kelvin kg Kilogramo kW Kilowatt lb Libra Psi Libra sobre pulgada cuadrada lt Litro m Metro m3 Metro cúbico m/min Metros por minuto mm Milímetro min Minuto CO Monóxido de Carbono
- 22. XI No Nivel inicial Nf Nivel final O2 Oxígeno molecular ppm Partes por millón π Pi % Porcentaje pH Potencial de Hidrógeno R Radio del depósito de combustible Rpm Revoluciones por minuto Vcc Volumen de combustible consumido
- 23. XII
- 24. XIII GLOSARIO Accesorios Elementos componentes de un sistema de tuberías, diferentes de las tuberías en sí, tales como uniones, codos, tees, etc. Ácido (Del latín acidus, que significa agrio). Es considerado tradicionalmente como cualquier compuesto químico que, cuando se disuelve en agua, produce una solución con una actividad de catión hidronio mayor que el agua pura, esto es, un pH menor que 7. Acuatubular Tipo de caldera, que tiene como principio de funcionamiento dejar que el agua circule a través de los pasos de la caldera y a través de una transferencia de calor, llevar a cabo el proceso de evaporización de la misma a altas presiones. Agua blanda Agua tratada, que no posee dureza. Agua cruda Agua que aún no ha sido tratada. Agua de Agua que alimenta la caldera, puede ser: cruda, alimentación condensada o tratada.
- 25. XIV Aislante Material utilizado para separar la superficie del material que lo posee con el ambiente exterior a él, evitando la pérdida de calor. Base Sustancia capaz de aceptar un ión hidrógeno (un protón) y producir iones hidróxido, en soluciones. Boquilla Parte del quemador que atomiza el combustible para llevar el proceso de combustión de una manera eficiente. Búnker Es un combustible derivado del petróleo, que es más rústico que la gasolina; su proceso de elaboración es más rápido y económico, y por ende su precio también lo es en comparación con otro derivado del petróleo como lo es la gasolina. Calandria Es una máquina de rodillos cuyo funcionamiento es electromecánico, se utiliza para el planchado de artículos como sábanas, cobijas y toallas. Caldera Equipo diseñado y construido para la generación de vapor a presión, puede producir fuerzas en procesos industriales, calefacción, esterilización, etc. Calor Energía térmica desarrollada en la combustión. Se propaga por radiación, conducción y convección. Carcasa Es la parte superficial que cubre el quemador y los pasos de la caldera y separa el hogar de la cámara de agua.
- 26. XV Combustión Reacción química, caracterizada por ser instantánea y principalmente por su desprendimiento de calor y luz. Son necesarios tres elementos para que se dé la reacción, estos son: el aire, combustible y calor. Condensación Cambio de estado del agua que se encuentra en forma gaseosa a forma líquida. Control de pH Es un control que se hace para estimar si un químico es ácido o base. Corrosión Es un desgaste anormal producido en las partes metálicas del interior de la caldera que tienen contacto directo con el agua, es causada por acción electrolítica, alcalinidad del agua y oxígeno. Evaporización Es un proceso de calentamiento que hace que el agua cambie de estado líquido a estado gaseoso. Flujograma Es un diagrama que se utiliza para describir un proceso. Fosfatos y Químicos que previenen la formación de Polifosfatos incrustaciones y óxido en el sistema. Fotocelda Es un interruptor eléctrico que se acciona a través de la emisión de electrones en forma de luz.
- 27. XVI Golpe de ariete Es un golpe que hace el vapor condensado a las tuberías a altas presiones, lo cual puede provocar inmediatamente grietas en la tubería. Incrustación Es una capa de materiales diferentes del agua que se adhieren a la superficie de la cámara de agua, tuberías y válvulas etc., que generan el deterioro de la maquinaria, formando óxidos o ácidos que deterioran la superficie en donde se alojan. Monitoreo Grupo de actividades que proporcionan información del estado de la maquinaria y del mantenimiento, requeridas por los especialistas en este tipo de maquinaria. Neopreno Es un químico artificial que se utiliza como sustituto del caucho. Neumática Ciencia que estudia sistemas de aire comprimido, para ejercer trabajo. pH Determina la acidez o alcalinidad del agua. Programador Parte de la caldera, que toma decisiones a través de variables de entrada como lo son la presión, la temperatura, etc. Y de esta manera dar impulsos eléctricos a los demás dispositivos para que éstos funcionen adecuadamente, y proporcionen el servicio para el que fueron diseñados.
- 28. XVII Purga Pérdida determinada de agua en el sistema de la caldera. Quemador Elemento de la caldera, que se encarga de llevar a cabo el proceso de combustión. Termostato Regulador de temperatura del agua en un sistema. Válvula Es un accesorio de las tuberías que evita o deja pasar cualquier fluido, con el objetivo de regular las propiedades de un fluido.
- 29. XVIII
- 30. XIX RESUMEN El presente trabajo se realizó en el área de calderas del Hospital Nacional Santa Elena, ubicado en la cabecera departamental de Santa Cruz del Quiché. Por el paso de los años las instalaciones hospitalarias y el equipo para que funcione adecuadamente el hospital, se han venido deteriorando al punto de llegar a paros inesperados de los equipos. Todo esto por falta de políticas de mantenimiento en el centro asistencial. En el departamento de mantenimiento, por falta de presupuesto, se tiene la política de aplicar a los equipos un mantenimiento netamente correctivo si es que el presupuesto lo permite o simplemente el equipo se deshabilita. Por ende, es de suma importancia hacer un diagnóstico del estado actual de las calderas y su red de distribución de vapor con el fin de tener una base sustancial para darle la importancia al diseño de un plan de mantenimiento preventivo. El área de calderas y por consiguiente las calderas son un equipo crítico dentro de la institución ya que de la generación de vapor dependen otras unidades para trabajar, como central de equipos, cocina y lavandería. En el trabajo se aborda la importancia de las rutinas de mantenimiento, como herramienta al momento de llevar adelante una estrategia de mantenimiento. Las rutinas de mantenimiento preventivo permiten tener un historial, conocer el estado actual de las calderas y de sus equipos auxiliares,
- 31. XX así como identificar las causas que provocan las fallas para poder corregirlas, aumentando de esta forma la confiabilidad y disponibilidad del equipo. Además, se enfoca la propuesta de iniciar el proceso de capacitación para el personal de operación y mantenimiento de calderas, ya que es de suma importancia que tanto los operadores como encargados del mantenimiento de estos equipos sepan solucionar cualquier problema que se presente en las calderas y esto se logra únicamente con programas de capacitación.
- 32. XXI OBJETIVOS General Diseñar un plan de mantenimiento preventivo de las calderas, que garantice su buen funcionamiento y una eficiencia en las redes de distribución, para entregar vapor de calidad a las unidades que lo demanden. Específicos 1. Analizar la situación actual de las calderas y las redes de distribución de vapor para el suministro del mismo. 2. Definir una guía de rutinas de mantenimiento preventivo que garanticen el buen funcionamiento de las calderas para que estas operen de una forma eficiente. 3. Elaborar un manual de procedimientos, el cual conlleve la descripción de los pasos a seguir para llevar a cabo el mantenimiento. 4. Crear un programa de capacitación para el personal de operación y mantenimiento de calderas.
- 33. XXII
- 34. XXIII INTRODUCCIÓN Actualmente, el Hospital Nacional Santa Elena, ubicado en la cabecera departamental de Santa Cruz del Quiché, tiene dos calderas, las cuales se alternan, semestralmente. Estos equipos constituyen la fuente de energía, para los servicios de lavandería, cocina y central de equipos, ya que sin el vapor estos se vuelven inoperantes. Por tal motivo, es de suma importancia presentar un programa de mantenimiento preventivo, ya que actualmente la institución carece de un programa referente a mantenimiento. En el desarrollo del tema se abarcó en el primer capítulo una breve reseña del Hospital Nacional Santa Elena, además se da a conocer la necesidad que existe en la alimentación de vapor para los servicios, también se toma en consideración todas las generalidades de la maquinaria, como los dispositivos auxiliares y se describen todos los equipos de los que está compuesta la caldera que son necesarios para el funcionamiento. En el segundo capítulo se demuestra la situación actual del funcionamiento de las calderas, y las condiciones en que se encuentra; también se da la descripción de las condiciones de la tubería de suministro de vapor y lo que ocasiona el no aplicar el mantenimiento correcto a la red de distribución del mismo. En el capítulo tres se propone una guía para rutinas de mantenimiento preventivo para las calderas de la institución, con el fin de mejorar el estado actual de las mismas.
- 35. XXIV En el capítulo cuatro se describe un programa de capacitación para el personal de operación y mantenimiento de calderas, ya que es de suma importancia que el personal esté debidamente capacitado para poder solucionar cualquier problema que se pueda presentar.
- 36. 1 1......ANTECEDENTES 1.1. Antecedentes históricos del hospital En 1,944, fue creado en la cabecera departamental de Santa Cruz del Quiché, el Hospital Nacional Santa Elena, en donde actualmente se encuentra el Centro Comercial de la zona 3, de esta ciudad, para cubrir las necesidades de la población de aquel entonces. En 1,954, la demanda de usuarios en el Hospital Nacional se fue incrementando, siendo el edificio inadecuado, y poco funcional para la atención de pacientes, por lo que el señor Ernesto Flores Girón, persona que por su profundo cariño a su tierra natal, cedió un terreno en calidad de donación a favor del Hospital Nacional Santa Elena, siendo su director en ese entonces el Dr. Alfonso Wer; el mismo cuenta con una extensión de tres mil metros cuadrados, ubicado en la segunda avenida de la zona 4, salida a la ciudad capital, donde actualmente funciona el centro de salud de esta ciudad. En 1,987 se inició la construcción de un nuevo hospital en la parte poniente de la ciudad, a un kilómetro del parque central, con un costo aproximado de $12000 000,00, el mismo cuenta con un área de 10,000 metros cuadrados, y área verde de 15,000 metros cuadrados; tiene una capacidad de 130 camas. La estructura del edificio es de un nivel, para el funcionamiento de los diferentes departamentos, la misma cuenta con equipos modernos de alta tecnología, para satisfacer las necesidades de la población.
- 37. 2 El 5 de junio de 1,995, durante la administración del Lic. Ramiro de León Carpio, se inauguró el Hospital Nacional Santa Elena, para ocupar las nuevas instalaciones, siendo Director el Dr. Antonio González Medina. Posteriormente, se han dado cambios de directores, siendo ellos: Dr. Waldemar Vélez Gaitán, Dr. Edgar de León, Dr. Noel Alfredo Revolorio Rodríguez, Dr. Carlos García, Dr. Sergio Cáceres Caravantes, Dr. Constantino Isaac Sánchez Montoya, Dr. Salomón Delgado Catalán y Dr. Andrés Barrios Gómez. 1.1.1. Estructura organizacional La estructura organizacional se divide en dos áreas: la de medicina y de administración financiera; la estructura organizacional se describe mejor en la figura 1.
- 38. 3 Figura 1. Organigrama de la institución Fuente: elaboración propia. Información proporcionada en Hospital Nacional Santa Elena. DIRECCIÓN CONSEJO TÉCNICO SECRETARÍA SUB-DIRECCIÓN MÉDICA SERVICIOS MÉDICOS SERVICIOS DE APOYO GINECOBSTETRICIA MEDICINA INTERNA QUIRÓFANO CONSULTA EXTERNA INTENSIVO PEDIATRÍA EMERGENCIA CIRUGÍA ENFERMERÍA RAYOS “X” SALA DE RECUPERACIÓN NUTRICIONAL FARMACIA TRABAJO SOCIAL BANCO DE SANGRE CENTRAL DE EQUIPOS LABORA TORIO EPIDEMIOLO- GÍA MORGUE RECURSOS HUMANOS JEFATURA DE PERSONAL SECRETARÍA DE PERSONAL FARMACIA BODEGA ALIMEN TOS LABORA TORIO SECRETARÍA PRESUPUESTO CONTABILIDAD TESORERÍA VIGILANTES COMPRAS MANTENIMIEN TO LAVANDERÍA SUB- DIRECCIÓN GERENCIA ADMINISTRATIVA FINANCIERA SERVICIOS DE APOYO ALMACENES ACTIVOS FIJOS 9 TRABAJADORES OPERATIVOS 10 TRABAJADORES OPERATIVOS PILOTOS MECÁNICOS TRABAJA DOR OPERATIV O II TRABAJADOR OPERATIVO IV ALIMENTACIÓN TRABAJADOR OPERATIVO IV TRABAJADOR OPERATIVO II TRABAJADOR OPERATIVO IV INFORMÁTICA INTENSIVO PEDIÁTRICO ADMISIONES TRABAJO SOCIAL ATENCIÓN AL PÚBLICO ARCHIVO/ ESTADÍSTICA ELECTRICISTAS JARDINERÍA AUXILIAR II AUXILIAR I CONSERJERÍA TRABAJADOR OPERATIVO II VIGILANTE DE INFORMACIÓN VIGILANTE DE GARITA CALDERAS VIGILANTE DE EMERGENCIA
- 39. 4 1.1.2. Distribución en planta de las unidades La distribución en planta de las áreas y unidades de servicio de apoyo se describen mejor en la siguiente figura. Figura 2. Vista de planta de las unidades de servicio de apoyo Fuente: elaboración propia. Información proporcionada en Hospital Nacional Santa Elena.
- 40. 5 1.2......Unidades de servicio de apoyo que utilizan vapor para sus … procesos 1.2.1. Unidades de servicio de apoyo Estas son unidades que dentro de la institución, necesitan del vapor para poder ejercer sus funciones de una manera eficiente. 1.2.1.1. Descripción de las unidades Entre estas unidades de servicio, se pueden citar la unidad de lavandería, de alimentación y central de equipos; estas unidades se describen a continuación: 1.2.1.1.1. Unidad de lavandería Esta unidad es la encargada de lavar, planchar y desinfectar la ropa sucia que se ha utilizado y ha de utilizarse nuevamente, para vestir a los pacientes, personal operativo y otros; esta unidad necesita del vapor para poder llevar a cabo el proceso de secado y lavado en ciertas ocasiones. 1.2.1.1.2. Unidad de cocina Esta unidad se encarga de abastecer con alimentación a los pacientes y al personal operativo, pero para funcionar de una manera eficiente, (es decir aprovechando bien los recursos disponibles), necesita del vapor para llevar a cabo el proceso de cocción de alimentos, de una manera menos costosa.
- 41. 6 1.2.1.1.3. Central de equipos Esta es una de las unidades más importantes que necesita del vapor para funcionar eficientemente; esta unidad se encarga de esterilizar equipos e instrumentos quirúrgicos, con lo cual se evitan infecciones de cualquier tipo, y de esta manera poderlos utilizar nuevamente. 1.2.1.1.4. Calentamiento del agua Esta unidad es la encargada de abastecer a otras unidades de servicio, con agua caliente, y para ello utiliza tanques de condensación, muchas veces alimentados por la tubería de retorno de vapor, el vapor condensado regresa a los tanques, y este mismo sirve para brindar el servicio de agua caliente. 1.3. Procesos realizados en las unidades de apoyo 1.3.1. Proceso de esterilización Este término es sinónimo de desinfección, pero en una extensión mayor; pues implica la destrucción de todas las formas de vida presentes sobre un cuerpo y dentro del mismo. Desde el punto de vista microbiológico, una sustancia es estéril cuando está libre de todos los microorganismos vivientes patógenos. Actualmente, se dispone de varios métodos para el proceso de esterilización, pero se enfocará el presente estudio en los métodos utilizados en esta institución: esterilización eléctrica y a vapor.
- 42. 7 Esterilización eléctrica: en este proceso no se usa vapor directo para la esterilización, sino por medio de una resistencia se evapora el agua caliente que está entrando al esterilizador y de esta forma produce el vapor necesario para el proceso de esterilización. Esterilización a vapor: son varios los factores que han hecho que el vapor saturado sea considerado el agente más seguro en la esterilización de los tejidos. Las propiedades físicas del vapor saturado pueden ser fácilmente medidas, pudiéndose apreciar sus características microbicidas, mediante la simple lectura de un manómetro y un termómetro. El vapor se condensa al ponerse en contacto con los objetos fríos, calentándolos y humedeciéndolos al mismo tiempo, proporcionándoles de esta forma los dos elementos que se precisan para la destrucción de las bacterias: el calor y la humedad. 1.3.2. Proceso de cocción de alimentos Este proceso se lleva a cabo, al cocer los alimentos por medio de vapor, en equipos especiales llamadas marmitas (son ollas calentadas a vapor, montadas en una base propia), entre estas se pueden mencionar: las volcables y fijas.
- 43. 8 1.3.3. Proceso de secado y planchado El proceso de secado se da en la unidad de lavandería; porque se necesita de ropa seca y limpia constantemente, y para ello el vapor a una presión entre 60 a 120 psi; después de pasar por unos serpentines, este se calienta, y al ser liberado en la cámara de secado, se adhiere a la ropa húmeda, y de esta manera lleva a cabo el proceso de secado. Para el proceso de planchado se pueden utilizar planchadoras y calandrias; las primeras son equipos electromecánicos que están diseñados para proveer de un método de planchado a presión, controlable, exacto y rápido; este equipo consta de un cabezal estacionario con su superficie forrada y sobre el cual se coloca la pieza que va a ser planchada. El cabezal móvil (superior) es de metal pulido, usualmente acero inoxidable y calentado internamente con vapor. Una mesa metálica debajo del cabezal estacionario inferior, sirve de superficie de trabajo e impide que el artículo se ponga en contacto con otras partes de la máquina. La calandria es una máquina de rodillos cuyo funcionamiento es electromecánico, se utiliza para el planchado de artículos como sábanas, cobijas, toallas en general, y todos aquellos artículos planos de tamaño considerable. Estos equipos se clasifican según el número de rodillos de los mismos; siendo los más comunes los de 1, 4, 6 y 8 rodillos. Su capacidad de trabajo aumenta considerablemente según el número de rodillos.
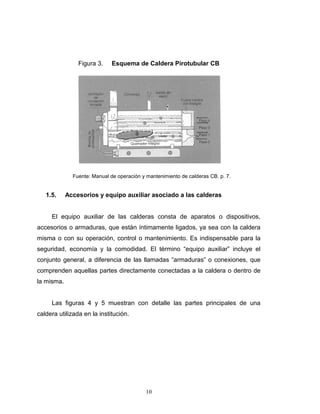
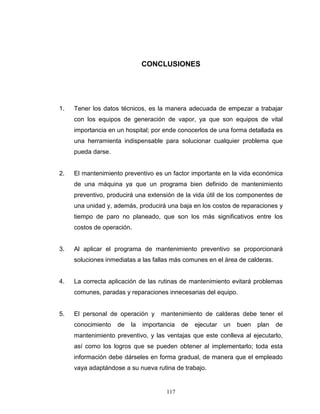
- 44. 9 1.4. Descripción general y principios de operación de calderas El término “caldera” se aplica a un dispositivo que sirve para generar vapor, en procesos industriales o calefacción, agua caliente para calefacción o para uso general. Por razones de sencillez de comprensión, a la caldera se le considera como un productor de vapor en términos generales. Las calderas son diseñadas para transmitir el calor procedente de una fuente externa, generalmente, un combustible, a un fluido contenido dentro de la misma caldera. Si este fluido no es agua ni vapor de agua o mercurio, a la unidad se le clasifica como vaporizador o como un calentador de líquidos térmicos. De cualquier carácter que sea, este líquido debe de estar dentro del equipo con las debidas medidas de seguridad. El vapor o agua caliente, deben ser alimentados en las condiciones deseadas, es decir de acuerdo con la presión, temperatura y calidad, y en la cantidad que se requiera. Las calderas de vapor se clasifican, atendiendo a la posición relativa de los gases calientes y del agua, en acuatubulares y pirotubulares; por la posición de los tubos, en verticales, horizontales e inclinados; y, por la naturaleza del servicio que prestan, en fijas, portátiles, locomóviles y marinas. En la figura 3 se presenta el esquema de una caldera pirotubular. La elección de una caldera para un servicio determinado depende del combustible que se disponga, tipo de servicio, capacidad de producción de vapor requerida, duración probable de la instalación y de otros factores de carácter económico.
- 45. 10 Figura 3. Esquema de Caldera Pirotubular CB Fuente: Manual de operación y mantenimiento de calderas CB. p. 7. 1.5. Accesorios y equipo auxiliar asociado a las calderas El equipo auxiliar de las calderas consta de aparatos o dispositivos, accesorios o armaduras, que están íntimamente ligados, ya sea con la caldera misma o con su operación, control o mantenimiento. Es indispensable para la seguridad, economía y la comodidad. El término “equipo auxiliar” incluye el conjunto general, a diferencia de las llamadas “armaduras” o conexiones, que comprenden aquellas partes directamente conectadas a la caldera o dentro de la misma. Las figuras 4 y 5 muestran con detalle las partes principales de una caldera utilizada en la institución. 10 Figura 3. Esquema de Caldera Pirotubular CB Fuente: Manual de operación y mantenimiento de calderas CB. p. 7. 1.5. Accesorios y equipo auxiliar asociado a las calderas El equipo auxiliar de las calderas consta de aparatos o dispositivos, accesorios o armaduras, que están íntimamente ligados, ya sea con la caldera misma o con su operación, control o mantenimiento. Es indispensable para la seguridad, economía y la comodidad. El término “equipo auxiliar” incluye el conjunto general, a diferencia de las llamadas “armaduras” o conexiones, que comprenden aquellas partes directamente conectadas a la caldera o dentro de la misma. Las figuras 4 y 5 muestran con detalle las partes principales de una caldera utilizada en la institución. 10 Figura 3. Esquema de Caldera Pirotubular CB Fuente: Manual de operación y mantenimiento de calderas CB. p. 7. 1.5. Accesorios y equipo auxiliar asociado a las calderas El equipo auxiliar de las calderas consta de aparatos o dispositivos, accesorios o armaduras, que están íntimamente ligados, ya sea con la caldera misma o con su operación, control o mantenimiento. Es indispensable para la seguridad, economía y la comodidad. El término “equipo auxiliar” incluye el conjunto general, a diferencia de las llamadas “armaduras” o conexiones, que comprenden aquellas partes directamente conectadas a la caldera o dentro de la misma. Las figuras 4 y 5 muestran con detalle las partes principales de una caldera utilizada en la institución.
- 46. 11 Figura 4. Partes principales de una caldera pirotubular Fuente: Manual de operación y mantenimiento de calderas CB, p. 10. Figura 5. Accesorios de caldera pirotubular Fuente: Manual de operación y mantenimiento de calderas CB, p. 11. 1. CÁMARA DE COMBUSTIÓN (PASO 1) 2. PASO DOS 3. DEFLECTOR POSTERIOR 4. PASO TRES 5. PASO CUATRO 6. DEFLECTOR 7. GASES DE COMBUSTIÓN 8. TERMÓMETRO 9. VENTILADOR 1. PANEL DE CONTROL 2. SWITCH DE AIRE DE COMBUSTIÓN 3. TRANSFORMADOR DE IGNICIÓN 4. BOMBA DE ACEITE 5. RESTRICCIÓN DE ACEITE 6. MANÓMETRO DE ACEITE 7. DETECTOR DE FLAMA 8. MANÓMETRO DE AIRE 9. LLENADO DE ACEITE 10. PASO DE ACEITE 11. BOMBA DE AIRE 12. VÁLVULA DE AIRE 13. FILTRO DE AIRE
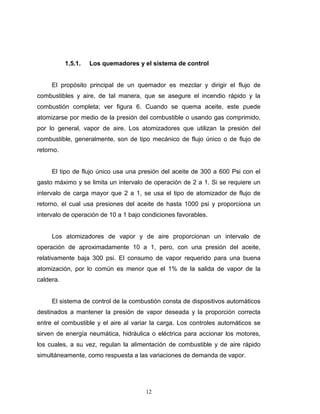
- 47. 12 1.5.1. Los quemadores y el sistema de control El propósito principal de un quemador es mezclar y dirigir el flujo de combustibles y aire, de tal manera, que se asegure el incendio rápido y la combustión completa; ver figura 6. Cuando se quema aceite, este puede atomizarse por medio de la presión del combustible o usando gas comprimido, por lo general, vapor de aire. Los atomizadores que utilizan la presión del combustible, generalmente, son de tipo mecánico de flujo único o de flujo de retorno. El tipo de flujo único usa una presión del aceite de 300 a 600 Psi con el gasto máximo y se limita un intervalo de operación de 2 a 1. Si se requiere un intervalo de carga mayor que 2 a 1, se usa el tipo de atomizador de flujo de retorno, el cual usa presiones del aceite de hasta 1000 psi y proporciona un intervalo de operación de 10 a 1 bajo condiciones favorables. Los atomizadores de vapor y de aire proporcionan un intervalo de operación de aproximadamente 10 a 1, pero, con una presión del aceite, relativamente baja 300 psi. El consumo de vapor requerido para una buena atomización, por lo común es menor que el 1% de la salida de vapor de la caldera. El sistema de control de la combustión consta de dispositivos automáticos destinados a mantener la presión de vapor deseada y la proporción correcta entre el combustible y el aire al variar la carga. Los controles automáticos se sirven de energía neumática, hidráulica o eléctrica para accionar los motores, los cuales, a su vez, regulan la alimentación de combustible y de aire rápido simultáneamente, como respuesta a las variaciones de demanda de vapor.
- 48. 13 Figura 6. Quemador de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.5.2. Armaduras para calderas Es absolutamente necesario dotar a la caldera de un dispositivo de protección que prevenga el aumento de presión más allá de la presión de diseño. Entre los dispositivos propios de las calderas automáticas, pueden citarse los siguientes: Válvulas de seguridad de disparador, para calderas de vapor: cuando la presión alcanza un punto predeterminado, la válvula se dispara, quedando completamente abierta y permaneciendo así, hasta que baja nuevamente la presión. Válvulas de alivio de seguridad para calderas de agua caliente: si la presión llega a un punto predeterminado, la válvula se abre ligeramente, dejando pasar cierta cantidad de líquido; si la presión continúa aumentando, la válvula se dispara quedando completamente abierta. 13 Figura 6. Quemador de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.5.2. Armaduras para calderas Es absolutamente necesario dotar a la caldera de un dispositivo de protección que prevenga el aumento de presión más allá de la presión de diseño. Entre los dispositivos propios de las calderas automáticas, pueden citarse los siguientes: Válvulas de seguridad de disparador, para calderas de vapor: cuando la presión alcanza un punto predeterminado, la válvula se dispara, quedando completamente abierta y permaneciendo así, hasta que baja nuevamente la presión. Válvulas de alivio de seguridad para calderas de agua caliente: si la presión llega a un punto predeterminado, la válvula se abre ligeramente, dejando pasar cierta cantidad de líquido; si la presión continúa aumentando, la válvula se dispara quedando completamente abierta. 13 Figura 6. Quemador de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.5.2. Armaduras para calderas Es absolutamente necesario dotar a la caldera de un dispositivo de protección que prevenga el aumento de presión más allá de la presión de diseño. Entre los dispositivos propios de las calderas automáticas, pueden citarse los siguientes: Válvulas de seguridad de disparador, para calderas de vapor: cuando la presión alcanza un punto predeterminado, la válvula se dispara, quedando completamente abierta y permaneciendo así, hasta que baja nuevamente la presión. Válvulas de alivio de seguridad para calderas de agua caliente: si la presión llega a un punto predeterminado, la válvula se abre ligeramente, dejando pasar cierta cantidad de líquido; si la presión continúa aumentando, la válvula se dispara quedando completamente abierta.
- 49. 14 Válvula de alivio para presión y temperatura para calentadores de agua: al llegar la presión al punto predeterminado, la válvula se abre ligeramente, dejando pasar líquido; o, si la temperatura alcanza el punto de ebullición, se abre la válvula, o bien, se funde un elemento fusible. Las válvulas de seguridad de tamaños mayores se colocan a la intemperie, uniéndolas por tubería a la caldera. Todas las válvulas de alivio se instalan en un lugar en donde no lleguen a quemar al personal de servicio. Todas las calderas de operación automática tienen que estar equipadas con un interruptor de bajo nivel de agua, el cual impide el funcionamiento del quemador, mientras no haya suficiente agua en la caldera. Un modelo típico de este dispositivo consiste en un flotador que actúa sobre un interruptor eléctrico. El interruptor puede ser instalado dentro de la columna de agua o dentro de la caldera misma. Todas las unidades están provistas de una válvula de purga para lavar los sedimentos recolectados. La alimentación automática del agua a la caldera, siempre que el nivel descienda hasta una altura determinada, entra en acción. Con presiones de menos de 250 psi se emplea, frecuentemente, una válvula de flotador que usualmente, opera con el interruptor de bajo nivel. Para las presiones más altas, es necesario recurrir a la expansión de un tubo al entrar en contacto con el vapor para el accionamiento del aparato. En algunas unidades se combinan el interruptor de bajo nivel y la bomba del agua de alimentación y son del tipo de electrodos, que hacen pasar corriente eléctrica a través del agua de la caldera. Todas las calderas de vapor están equipadas con un indicador de nivel del agua que permite la observación visual de la cantidad de agua que contiene la caldera. El diseño de estos indicadores depende de la presión a la que se les
- 50. 15 somete. Algunos tipos trabajan automáticamente, cerrándose en caso de ruptura del vidrio. En una caldera se colocan válvulas o grifos de prueba a tres niveles diferentes del indicador de nivel, lo que permite al operador cerciorarse de que el nivel del agua en la caldera coincida con la indicación del tubo de vidrio, como lo muestra la figura 7. Figura 7. Medidor de nivel de agua Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.5.3. Equipo auxiliar Purgadores Se colocan en la parte más baja de la caldera algunas veces también en el cuerpo cilíndrico; se utilizan para sacar una cierta cantidad de agua, con el fin de extraer de la caldera los lodos, sedimentos y espumas. En ocasiones se emplea un purgado por el fondo continuo, por medio de un tubo pequeño, para sacar las impurezas a medida que se precipitan. No obstante, cuando se sigue este procedimiento, los purgadores grandes hay que abrirlos de vez en cuando, para sacar completamente los lodos acumulados. 15 somete. Algunos tipos trabajan automáticamente, cerrándose en caso de ruptura del vidrio. En una caldera se colocan válvulas o grifos de prueba a tres niveles diferentes del indicador de nivel, lo que permite al operador cerciorarse de que el nivel del agua en la caldera coincida con la indicación del tubo de vidrio, como lo muestra la figura 7. Figura 7. Medidor de nivel de agua Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.5.3. Equipo auxiliar Purgadores Se colocan en la parte más baja de la caldera algunas veces también en el cuerpo cilíndrico; se utilizan para sacar una cierta cantidad de agua, con el fin de extraer de la caldera los lodos, sedimentos y espumas. En ocasiones se emplea un purgado por el fondo continuo, por medio de un tubo pequeño, para sacar las impurezas a medida que se precipitan. No obstante, cuando se sigue este procedimiento, los purgadores grandes hay que abrirlos de vez en cuando, para sacar completamente los lodos acumulados. 15 somete. Algunos tipos trabajan automáticamente, cerrándose en caso de ruptura del vidrio. En una caldera se colocan válvulas o grifos de prueba a tres niveles diferentes del indicador de nivel, lo que permite al operador cerciorarse de que el nivel del agua en la caldera coincida con la indicación del tubo de vidrio, como lo muestra la figura 7. Figura 7. Medidor de nivel de agua Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.5.3. Equipo auxiliar Purgadores Se colocan en la parte más baja de la caldera algunas veces también en el cuerpo cilíndrico; se utilizan para sacar una cierta cantidad de agua, con el fin de extraer de la caldera los lodos, sedimentos y espumas. En ocasiones se emplea un purgado por el fondo continuo, por medio de un tubo pequeño, para sacar las impurezas a medida que se precipitan. No obstante, cuando se sigue este procedimiento, los purgadores grandes hay que abrirlos de vez en cuando, para sacar completamente los lodos acumulados.
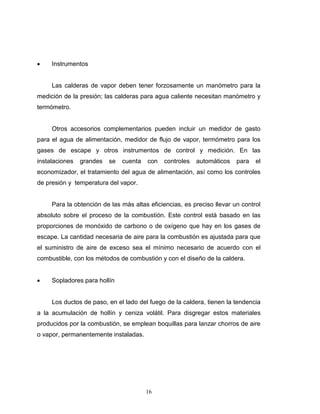
- 51. 16 Instrumentos Las calderas de vapor deben tener forzosamente un manómetro para la medición de la presión; las calderas para agua caliente necesitan manómetro y termómetro. Otros accesorios complementarios pueden incluir un medidor de gasto para el agua de alimentación, medidor de flujo de vapor, termómetro para los gases de escape y otros instrumentos de control y medición. En las instalaciones grandes se cuenta con controles automáticos para el economizador, el tratamiento del agua de alimentación, así como los controles de presión y temperatura del vapor. Para la obtención de las más altas eficiencias, es preciso llevar un control absoluto sobre el proceso de la combustión. Este control está basado en las proporciones de monóxido de carbono o de oxígeno que hay en los gases de escape. La cantidad necesaria de aire para la combustión es ajustada para que el suministro de aire de exceso sea el mínimo necesario de acuerdo con el combustible, con los métodos de combustión y con el diseño de la caldera. Sopladores para hollín Los ductos de paso, en el lado del fuego de la caldera, tienen la tendencia a la acumulación de hollín y ceniza volátil. Para disgregar estos materiales producidos por la combustión, se emplean boquillas para lanzar chorros de aire o vapor, permanentemente instaladas.
- 52. 17 Equipos de tratamiento de agua La precipitación de sales sobre las superficies sujetas a calefacción del lado en contacto con el agua, ocasiona averías en la caldera; las turbinas de alta presión quedan expuestas a las consecuencias del arrastre de sílice por el vapor. Para contrarrestar lo anterior, especialmente, en aquellas plantas que tienen un alto consumo de agua de alimentación, se acostumbra a instalar equipos de tratamiento de agua, para desmineralizarla y desoxidarla antes de su inyección a la caldera. Inyección del agua de alimentación Todas las calderas necesitan el suministro de agua. Las calderas para generación de fuerza que trabajan a presiones hasta de 300 Psi, reciben la alimentación de agua por medio de bombas de inyectores. Es importante que durante una falla de la corriente eléctrica no se corte la alimentación del agua de la caldera, teniendo que dejarla fuera de servicio, con el consiguiente enfriamiento de la misma. Por este motivo, cuando menos una de las bombas de alimentación es generalmente impulsada por una turbina. Calentadores de aire Sirven para calentar aire recuperando parte del calor de los gases que van a la chimenea. Las ventajas que se derivan del empleo de aire precalentado en la combustión son: conservación de la energía, combustión mejorada, quemar con éxito combustibles de baja calidad, aumento de rendimiento y capacidad. El aire caliente, al ser introducido en el hogar, que es el recinto en donde se quema el combustible, aumenta la temperatura de este y, como consecuencia, aumenta la transmisión de calor radiante a la caldera.
- 53. 18 Los calentadores de aire pueden ser de los tipos de convección y regenerativo. El tipo de convección se subdivide en tubular y de placa. Recalentadores Son simples intercambiadores de calor destinados a comunicar energía adicional al vapor además de la que posee en el estado de saturación a una presión dada. Los recalentadores que toman su energía de los gases de la chimenea se denominan de convección; y, los que quedan expuestos a la energía radiante de las llamas se conocen como recalentadores de radiación. Los recalentadores de convección tienen más rendimiento al aumentar la producción de la caldera; en los recalentadores de radiación sucede lo contrario. Saturadores Cuando se necesita disponer de vapor saturado en vapor recalentado o además de este, se utilizan saturadores para quitar el recalentamiento de la posición de vapor requerida por los aparatos y procesos. Los saturadores pueden ser de dos tipos: pulverizador y de superficie. En los primeros se quita el recalentamiento inyectando agua de alimentación a la caldera. En los segundos, mediante un intercambiador de calor, en el cual el agua y el vapor no se mezclan. Cada tipo tiene una regulación automática.
- 54. 19 1.6. Aire para la combustión El aire para combustión, muy a menudo llamado “aire secundario”, es suministrado por el soplador montado en la tapa delantera, como se representa en la figura 8. Durante la operación, la presión de aire aumenta en la cabeza de la caldera y este es forzado por el disco difusor para mezclarse completamente con el combustible y efectuar una buena combustión, mediante la mejor proporción aire combustible. El abastecimiento de aire secundario se gobierna por medio de la regulación automática de la entrega del ventilador al quemador, por la modulación del registro rotatorio del aire. Figura 8. Motor del ventilador de la caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.7. Ignición automática Los quemadores de aceite o gas son encendidos por un piloto de tipo interrumpido mientras la llama del piloto, a su vez, es encendida, automáticamente, por una chispa eléctrica. Al principio de la secuencia para ignición y bajo la regulación del control de programación, la válvula solenoide 19 1.6. Aire para la combustión El aire para combustión, muy a menudo llamado “aire secundario”, es suministrado por el soplador montado en la tapa delantera, como se representa en la figura 8. Durante la operación, la presión de aire aumenta en la cabeza de la caldera y este es forzado por el disco difusor para mezclarse completamente con el combustible y efectuar una buena combustión, mediante la mejor proporción aire combustible. El abastecimiento de aire secundario se gobierna por medio de la regulación automática de la entrega del ventilador al quemador, por la modulación del registro rotatorio del aire. Figura 8. Motor del ventilador de la caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.7. Ignición automática Los quemadores de aceite o gas son encendidos por un piloto de tipo interrumpido mientras la llama del piloto, a su vez, es encendida, automáticamente, por una chispa eléctrica. Al principio de la secuencia para ignición y bajo la regulación del control de programación, la válvula solenoide 19 1.6. Aire para la combustión El aire para combustión, muy a menudo llamado “aire secundario”, es suministrado por el soplador montado en la tapa delantera, como se representa en la figura 8. Durante la operación, la presión de aire aumenta en la cabeza de la caldera y este es forzado por el disco difusor para mezclarse completamente con el combustible y efectuar una buena combustión, mediante la mejor proporción aire combustible. El abastecimiento de aire secundario se gobierna por medio de la regulación automática de la entrega del ventilador al quemador, por la modulación del registro rotatorio del aire. Figura 8. Motor del ventilador de la caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.7. Ignición automática Los quemadores de aceite o gas son encendidos por un piloto de tipo interrumpido mientras la llama del piloto, a su vez, es encendida, automáticamente, por una chispa eléctrica. Al principio de la secuencia para ignición y bajo la regulación del control de programación, la válvula solenoide
- 55. 20 del piloto y el transformador para la ignición reciben energía, simultáneamente. Este transformador para ignición suministra la corriente de alto voltaje para la chispa de ignición. Los pilotos de gas poseen un solo electrodo sencillo y una chispa eléctrica forma un arco entre la punta del electrodo y la superficie del tubo que lo guarda. Una vez encendida y establecida la llama principal, la válvula solenoide del piloto y el transformador no reciben más energía. Para abastecer al piloto se utiliza un tanque de gas. El combustible para el piloto de aceite liviano lo surte la misma línea que lo abastece a presión para la llama, mientras una válvula solenoide regula el flujo de aceite hacia la boquilla del piloto. Esta válvula recibe energía al mismo tiempo que el transformador al principio de la secuencia de ignición y queda sin energía después de que se encienda y establezca la llama principal. En la figura 9 se muestra el conjunto de ignición automática. Figura 9. Conjunto de ignición automática caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 20 del piloto y el transformador para la ignición reciben energía, simultáneamente. Este transformador para ignición suministra la corriente de alto voltaje para la chispa de ignición. Los pilotos de gas poseen un solo electrodo sencillo y una chispa eléctrica forma un arco entre la punta del electrodo y la superficie del tubo que lo guarda. Una vez encendida y establecida la llama principal, la válvula solenoide del piloto y el transformador no reciben más energía. Para abastecer al piloto se utiliza un tanque de gas. El combustible para el piloto de aceite liviano lo surte la misma línea que lo abastece a presión para la llama, mientras una válvula solenoide regula el flujo de aceite hacia la boquilla del piloto. Esta válvula recibe energía al mismo tiempo que el transformador al principio de la secuencia de ignición y queda sin energía después de que se encienda y establezca la llama principal. En la figura 9 se muestra el conjunto de ignición automática. Figura 9. Conjunto de ignición automática caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 20 del piloto y el transformador para la ignición reciben energía, simultáneamente. Este transformador para ignición suministra la corriente de alto voltaje para la chispa de ignición. Los pilotos de gas poseen un solo electrodo sencillo y una chispa eléctrica forma un arco entre la punta del electrodo y la superficie del tubo que lo guarda. Una vez encendida y establecida la llama principal, la válvula solenoide del piloto y el transformador no reciben más energía. Para abastecer al piloto se utiliza un tanque de gas. El combustible para el piloto de aceite liviano lo surte la misma línea que lo abastece a presión para la llama, mientras una válvula solenoide regula el flujo de aceite hacia la boquilla del piloto. Esta válvula recibe energía al mismo tiempo que el transformador al principio de la secuencia de ignición y queda sin energía después de que se encienda y establezca la llama principal. En la figura 9 se muestra el conjunto de ignición automática. Figura 9. Conjunto de ignición automática caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 56. 21 1.8. Aire de atomización El aire para atomización, “aire primario” se abastece por la bomba de aire al tanque receptor de aire-aceite y se entrega a presión a través del bloque múltiple al conjunto del inyector del quemador de aceite; en la figura 10 se muestra el compresor de aire para la atomización. El aire primario se mezcla con el combustible inmediatamente antes de que salga del inyector.La presión del aire para atomización es indicada por un manómetro montado en el quemador. Un empaque de neopreno alrededor de la parte posterior del tubo del aceite impide que el aire para atomización retorne hacia la tubería del aceite. La presión de aire desarrollada por la bomba de aire impulsa aceite lubricante del tanque a los cojinetes de la bomba para lubricarlos, así como a las paletas de la bomba. Como resultado, el aire devuelto al tanque contiene un poco de aceite lubricante, aunque la mayoría se recobra por medio de filtros en el mismo tanque, antes de que el aire venga al quemador. Figura 10. Compresor de aire para la atomización Fuente: fotografía tomada en Hospital Nacional Santa Elena. 21 1.8. Aire de atomización El aire para atomización, “aire primario” se abastece por la bomba de aire al tanque receptor de aire-aceite y se entrega a presión a través del bloque múltiple al conjunto del inyector del quemador de aceite; en la figura 10 se muestra el compresor de aire para la atomización. El aire primario se mezcla con el combustible inmediatamente antes de que salga del inyector.La presión del aire para atomización es indicada por un manómetro montado en el quemador. Un empaque de neopreno alrededor de la parte posterior del tubo del aceite impide que el aire para atomización retorne hacia la tubería del aceite. La presión de aire desarrollada por la bomba de aire impulsa aceite lubricante del tanque a los cojinetes de la bomba para lubricarlos, así como a las paletas de la bomba. Como resultado, el aire devuelto al tanque contiene un poco de aceite lubricante, aunque la mayoría se recobra por medio de filtros en el mismo tanque, antes de que el aire venga al quemador. Figura 10. Compresor de aire para la atomización Fuente: fotografía tomada en Hospital Nacional Santa Elena. 21 1.8. Aire de atomización El aire para atomización, “aire primario” se abastece por la bomba de aire al tanque receptor de aire-aceite y se entrega a presión a través del bloque múltiple al conjunto del inyector del quemador de aceite; en la figura 10 se muestra el compresor de aire para la atomización. El aire primario se mezcla con el combustible inmediatamente antes de que salga del inyector.La presión del aire para atomización es indicada por un manómetro montado en el quemador. Un empaque de neopreno alrededor de la parte posterior del tubo del aceite impide que el aire para atomización retorne hacia la tubería del aceite. La presión de aire desarrollada por la bomba de aire impulsa aceite lubricante del tanque a los cojinetes de la bomba para lubricarlos, así como a las paletas de la bomba. Como resultado, el aire devuelto al tanque contiene un poco de aceite lubricante, aunque la mayoría se recobra por medio de filtros en el mismo tanque, antes de que el aire venga al quemador. Figura 10. Compresor de aire para la atomización Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 57. 22 1.9. Flujo de combustible El aceite combustible lo suministra al sistema una bomba de abastecimiento, la cual proporciona parte de su descarga al quemador. El exceso de aceite se devuelve al tanque de almacenamiento a través de la válvula de escape y la línea de retorno. El aceite fluye a través de un colador al inyector. Una válvula de retención se instala en la línea al conjunto de control para evitar la formación de un sifón cuando no opera la bomba. El conjunto de control comprende una válvula medidora, un regulador y un manómetro requerido para regular la presión y flujo de aceite al quemador. El control de la presión corresponde al regulador ajustable. Para ayudar a esta regulación, se produce contrapresión por medio de una boquilla con orificio localizada en la línea de aceite, devuelto inmediatamente después del conjunto de control. La válvula medidora entrega el aceite necesario al quemador para satisfacer las demandas de la carga. Una cabilla controla la cantidad de flujo al quemador, mientras una leva actuada por el motor modulador gobierna la posición de la cabilla. Al subir la cabilla, el flujo aumenta. El flujo al inyector del quemador se realiza a través de las válvulas solenoides a las cuales el control de programación da o quita energía. No pueden abrirse las válvulas a menos que los interruptores de prueba de aire para combustión y de prueba de aire para atomización estén cerrados. La válvula medidora de aceite y el registro rotatorio de aire (el cual es de control exacto del aire de combustión, para que haya la proporción correcta aire-combustible según las demandas de carga) están siempre
- 58. 23 simultáneamente controlados por el motor modulador, el cual mueve el registro rotatorio del aire y modula las válvulas del combustible por medio de levas y un sistema articulado; esto es necesario para mantener la adecuada proporción de aire-combustible, según la demanda de carga. Las figuras 11 y 12 representan la bomba del suministro de combustible y el conjunto de control de combustible al quemador. Figura 11. Bomba de suministro de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. Figura 12. Conjunto de control de combustible al quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. 23 simultáneamente controlados por el motor modulador, el cual mueve el registro rotatorio del aire y modula las válvulas del combustible por medio de levas y un sistema articulado; esto es necesario para mantener la adecuada proporción de aire-combustible, según la demanda de carga. Las figuras 11 y 12 representan la bomba del suministro de combustible y el conjunto de control de combustible al quemador. Figura 11. Bomba de suministro de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. Figura 12. Conjunto de control de combustible al quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. 23 simultáneamente controlados por el motor modulador, el cual mueve el registro rotatorio del aire y modula las válvulas del combustible por medio de levas y un sistema articulado; esto es necesario para mantener la adecuada proporción de aire-combustible, según la demanda de carga. Las figuras 11 y 12 representan la bomba del suministro de combustible y el conjunto de control de combustible al quemador. Figura 11. Bomba de suministro de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. Figura 12. Conjunto de control de combustible al quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 59. 24 1.10. Modulación del quemado Es la función del motor modulador cuya operación se controla automáticamente por un control modulador de presión, para caldera de vapor o por un control de temperatura, para caldera de agua caliente. También se cuenta con un potenciómetro accionado manualmente para fijar al motor una asignación seleccionada de fogueo. El motor modulador, es reversible con un conjunto integral de engranajes para reducir la velocidad. El control modulador de presión para vapor, incluye un potenciómetro conectado eléctricamente a otro potenciómetro correspondiente, en el motor modulador. Los cambios en la presión de vapor alteran la resistencia eléctrica en el potenciómetro del control modulador. El cambio en resistencia hace a un relevador integral de equilibrio accionar un interruptor interno de tres vías para arrancar, parar o poner en reversa la rotación del motor. La rotación en cualquier dirección permanece hasta que la proporción de resistencia del potenciómetro del motor y del control sea igual. Al lograr este equilibrio, el motor se detiene en una posición correcta de aire-combustible para la demanda de la caldera. En la figura 13 se ve el mecanismo del motor modulador de registro automático de la caldera.
- 60. 25 Figura 13. Motor modulador de registro Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.11. Red de distribución de vapor La red de distribución de vapor es el conjunto de elementos que unen el generador de vapor a los equipos que utilizan vapor para su funcionamiento y consta de los siguientes elementos: Red de tuberías principales y secundarias Distribución general, soportes, anclajes, abrazaderas, juntas Aislamientos térmicos Válvulas reductoras de presión Válvulas de seguridad Sistema de trampas para evacuación de condensados Red de retorno de condensados Purgadores de aire de las redes Las figuras 14 y 15 muestran la red de tuberías de distribución de vapor con sus accesorios. 25 Figura 13. Motor modulador de registro Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.11. Red de distribución de vapor La red de distribución de vapor es el conjunto de elementos que unen el generador de vapor a los equipos que utilizan vapor para su funcionamiento y consta de los siguientes elementos: Red de tuberías principales y secundarias Distribución general, soportes, anclajes, abrazaderas, juntas Aislamientos térmicos Válvulas reductoras de presión Válvulas de seguridad Sistema de trampas para evacuación de condensados Red de retorno de condensados Purgadores de aire de las redes Las figuras 14 y 15 muestran la red de tuberías de distribución de vapor con sus accesorios. 25 Figura 13. Motor modulador de registro Fuente: fotografía tomada en Hospital Nacional Santa Elena. 1.11. Red de distribución de vapor La red de distribución de vapor es el conjunto de elementos que unen el generador de vapor a los equipos que utilizan vapor para su funcionamiento y consta de los siguientes elementos: Red de tuberías principales y secundarias Distribución general, soportes, anclajes, abrazaderas, juntas Aislamientos térmicos Válvulas reductoras de presión Válvulas de seguridad Sistema de trampas para evacuación de condensados Red de retorno de condensados Purgadores de aire de las redes Las figuras 14 y 15 muestran la red de tuberías de distribución de vapor con sus accesorios.
- 61. 26 Figura 14. Red de tuberías de distribución de vapor Fuente: fotografía tomada en Hospital Nacional Santa Elena. Figura 15. Tuberías de distribución general de vapor con sus soportes y abrazaderas Fuente: fotografía tomada en Hospital Nacional Santa Elena. 26 Figura 14. Red de tuberías de distribución de vapor Fuente: fotografía tomada en Hospital Nacional Santa Elena. Figura 15. Tuberías de distribución general de vapor con sus soportes y abrazaderas Fuente: fotografía tomada en Hospital Nacional Santa Elena. 26 Figura 14. Red de tuberías de distribución de vapor Fuente: fotografía tomada en Hospital Nacional Santa Elena. Figura 15. Tuberías de distribución general de vapor con sus soportes y abrazaderas Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 62. 27 2......EVALUACIÓN ACTUAL DE LAS CALDERAS Y SUMINISTRO DE VAPOR 2.1. Antecedentes de los accesorios y equipo auxiliar En esta sección se analiza el tiempo de vida y el estado de los accesorios y equipo auxiliar más importantes dentro del área de calderas. 2.1.1. Tiempo de vida Las calderas pirotubulares, instaladas en el centro hospitalario, tienen aproximadamente dieciséis años de funcionamiento, con lo cual a través del tiempo se han ido deteriorando; por tal razón el mantenimiento es tan importante, pues se busca alcanzar el mejor aprovechamiento de las máquinas y su buen funcionamiento. La figura 16 muestra una de las calderas pirotubulares Cleaver Brooks instaladas en el Hospital Nacional Santa Elena.
- 63. 28 Figura 16. Caldera pirotubular CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 2.1.2. Funcionamiento actual Las calderas pirotubulares, que utiliza la institución son dos Cleaver Brooks modelo CB 600-800 (figura 17), con número de serie: caldera 1 L-84455 y caldera 2 L-84456, con una máxima presión de 150 psi. Estas alimentan de vapor a las unidades de lavandería, cocina y acentral de equipos, mencionadas en el capítulo uno. Figura 17. Área de calderas del Hospital Nacional Santa Elena Fuente: fotografía tomada en Hospital Nacional Santa Elena. 28 Figura 16. Caldera pirotubular CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 2.1.2. Funcionamiento actual Las calderas pirotubulares, que utiliza la institución son dos Cleaver Brooks modelo CB 600-800 (figura 17), con número de serie: caldera 1 L-84455 y caldera 2 L-84456, con una máxima presión de 150 psi. Estas alimentan de vapor a las unidades de lavandería, cocina y acentral de equipos, mencionadas en el capítulo uno. Figura 17. Área de calderas del Hospital Nacional Santa Elena Fuente: fotografía tomada en Hospital Nacional Santa Elena. 28 Figura 16. Caldera pirotubular CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 2.1.2. Funcionamiento actual Las calderas pirotubulares, que utiliza la institución son dos Cleaver Brooks modelo CB 600-800 (figura 17), con número de serie: caldera 1 L-84455 y caldera 2 L-84456, con una máxima presión de 150 psi. Estas alimentan de vapor a las unidades de lavandería, cocina y acentral de equipos, mencionadas en el capítulo uno. Figura 17. Área de calderas del Hospital Nacional Santa Elena Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 64. 29 2.2. Condiciones actuales de las calderas Las calderas pirotubulares CB, se encuentran en un estado aceptable, es decir aún siguen funcionando, peroya no tienen la misma capacidad que tenían cuando empezarona operar, pues como todo se deteriora a través del tiempo, estas han dejado de funcionar eficientemente; pues la mayoría de los dispositivos auxiliares (manómetros, válvulas, quemador) se encuentran en mal estado. 2.2.1. Consumo de combustible por hora Las calderas pirotubulares CB instaladas en la institución, utilizan el bunker como combustible de la siguiente manera: la caldera está en operación 6 horas diarias de lunes a domingo; el tanque de combustible tiene la capacidad de 3000 gal, con las siguientes dimensiones: el tanque es cilíndrico con 1.5 m de radio y 1.6 m de profundidad, con lo cual el nivel del combustible dentro del tanque disminuye a razón de 5 cm (0. 05 m) por día. Para encontrar el volumen del combustible consumido (Vcc) se realiza la siguiente operación matemática: Vcc = π * R2 * (No – Nf) Donde: Vcc = Volumen de combustible consumido R = Radio del depósito de combustible No = Nivel inicial Nf = Nivel final Para encontrar el volumen de combustible consumido: Vcc = π* (1.5 m) 2 * 0.05 m / día = 0.353429 m3 / día
- 65. 30 La caldera consume 0.353429 m3 de bunker por día, y como son 6 horas de operación de la caldera, el combustible consumido por hora queda de la siguiente manera: 0.353429 m3 / día * 1 día / 6 horas = 0.058905 m3 / hora Conversiones: 1 metro cúbico = 1,000 litros = 264.173 galones 1 galón = 3.7854 litros El consumo de combustible en galones por hora sería: 0.058905 m3 / hora * 264.173 gal / m3 = 15.5611 gal / hora La caldera consume 15.5611 galones de bunker por hora y en total 93.37 galones de bunker por día. 2.2.2. Tratamiento de agua En la institución, lo único que se hace con el agua es agregarle sal, no se tiene un tratamiento que se adecue a las necesidades del sistema. Los efectos que se tienen sobre la caldera por falta de un tratamiento de agua se describen a continuación y se amplía el tema en los anexos. Un tratamiento químico es necesario para el agua que ha de alimentar a la caldera, esto para evitar incrustaciones y sedimentos dentro de la cámara de agua de la caldera. Las incrustaciones y sedimentos pueden provocar que el proceso de evaporización del agua sea más tardío, aumentando el consumo de combustible, y la corrosión en la superficie.
- 66. 31 En un 100%, el agua cruda contiene 2 partes de Hidrógeno por 1 de Oxígeno. Estos dos gases forman un compuesto que se encuentra, por naturaleza, en los estados sólidos, líquidos y gaseosos. Si el agua únicamente fuera H2O no se requeriría tratamientos; pero el agua pura no existe y su impureza varía. La aproximación más cercana es el agua de lluvia que, sin embargo, contiene elementos sujetos a objeción. En el mantenimiento de las calderas, pueden darse las siguientes circunstancias: Incrustaciones en los conductos debidas al bicarbonato de calcio u otros materiales El grado de evaporación en algunas calderas da como resultado la formación de incrustaciones en el sistema, el efecto menos perjudicial causado por las incrustaciones es el bajo rendimiento. Una cantidad mínima como sería entre 10 y 20 pulgadas de incrustación, reduce el rendimiento de la caldera en un 30% aproximadamente. Después de un año se traducirá en una pérdida de combustible considerable. Las incrustaciones también provocan fallas en los conductos; el verdadero daño de las incrustaciones reside en que al dejarlas en los tubos por largo tiempo impiden la transmisión de calor al agua y ello ocasiona recalentamiento en los conductos o tubos con las consecuentes rupturas.
- 67. 32 Tratamiento de agua para las calderas Para llevar a cabo el tratamiento del agua para calderas se deben de seguir los siguientes pasos: o Remover el calcio Puede removerse el calcio, magnesio y sílice antes de que el agua de alimentación llegue a la caldera. o Usar químicos Aplicando químicos como fosfatos, coloides, desechos orgánicos, etc., al agua de la caldera, los sólidos se transformarán en lodo, en lugar de formar costras o incrustaciones. o Efectuar purgas Programando purgas que removerán los sólidos disueltos y el lodo. Clases de mantenimiento o Agua cruda --- carga de calefacción o Agua cruda --- elaboración de energía o Agua cruda --- planta de alimentos o Agua blanda --- carga de calefacción o Agua blanda --- elaboración de energía o Agua blanda --- planta de alimentos
- 68. 33 Para cada una de las categorías arriba citadas, el tipo de agua cruda disponible deberá, ser analizado detenidamente para poder determinar, con exactitud el tratamiento que deberá usarse. Se puede afirmar que la mayoría de compañías dedicadas a esta clase de servicios tienen disponible más de un tipo de tratamiento para aplicar a la inmensa variedad de agua cruda existente. Purgas Las purgas eliminan del sistema el lodo compuesto por el calcio, normalmente insoluble y otras materias que lo han formado al aplicar tratamientos. Si la purga no es suficiente, el lodo puede llegar a cocinarse en los tubos y formar depósitos difíciles de remover, especialmente en los lados y parte interior de la caldera. Las calderas en servicio en la actualidad, cuentan con diversos sitios para efectuar purgas, algunas otras han sido equipadas posteriormente con un aditamento y del que continuamente fluye agua de la caldera. Sin embargo, llama la atención a efecto de que dicho aditamento en ningún momento deberá suplantar las purgas periódicas que se deben efectuar. Deben de fijarse los ciclos de concentración apropiados, pues los cuerpos variarán dependiendo de la clase de agua de alimentación y de las condiciones de operación. Generalmente se recomienda no acumular más de 8 a 10 ciclos de concentración en el sistema.
- 69. 34 Los fabricantes de generadores generalmente fijan el límite de sólidos disueltos de manera que resista el sistema, sin peligro de dañar la unidad o causar efectos adversos. Elementos adicionales en el agua Además de los daños y bajo rendimiento que ocasionan las incrustaciones, se debe de chequear los otros elementos indeseables existentes en el agua de la caldera, ya que repentinamente se notará que el agua actúa en forma equivocada saliendo de la caldera juntamente con el vapor, el que en condiciones normales saldría solo. Debe señalarse que esto es contraproducente por varias razones: o El vapor mojado puede contaminar plantas de alimentos. o Actúa desfavorablemente en depósitos de turbina de aletas. o Daña la tubería más rápidamente. Al presentarse en el agua estos otros elementos, inmediatamente deberá chequearse la alcalinidad y el ciclo de concentración; en caso de encontrarse ambos límites normales deberán buscar otras causas, tales como presencia de aceite. Eliminación de incrustaciones o costras Para que la remoción de incrustaciones sea efectiva deberá hacerse un plan de mantenimiento. Podrá hacerse uso de cepillos y brochas de alambre, además de los químicos seleccionados para la labor.
- 70. 35 Por largos años se han empleado soluciones de ácidos basadas en grados técnicos de ácido hidroclórico. Los ácidos líquidos tienen la ventaja de una acción rápida, economía y facilidad de aplicación. Sin embargo, deberá tenerse mucho cuidado al aplicarlos. Afortunadamente se tiene disponible ácido en forma seca. Este ácido el sulfámico (no confundir con sulfúrico), viene en forma seca para su manejo hasta el momento en que se vaya a aplicar, y el tenerlo almacenado no reduce su potencia. Indiferentemente a qué ácido se use para remover las incrustaciones, es muy importante seleccionar el adecuado. Asimismo, deberá tenerse en cuenta que sea inhibidor, para evitar que al entrar en contacto con las superficies metálicas del sistema no cause ningún daño. 2.2.3. Cantidad de vapor generado por hora El vapor generado por hora, es de 10,000 kilogramos por hora, por solo una de las calderas, es decir el agua que se encuentra en la cámara de agua (parte 1 de la figura 18); lleva un proceso de calentamiento hasta llegar a evaporarse, y es de esta manera que se genera el vapor con alta presión, para llevar a cabo su distribución.
- 71. 36 Figura 18. Cámara de agua de una caldera pirotubular Fuente: Manual de operación y mantenimiento de calderas CB. p. 17. Equivalencias 1 HP (0.745 kilowatts) hr de caldera = 15 lt. (4 gal) de agua evaporada por hora. 1 kg (2.2 lb) de evaporación por hora = 1 lt. (0.26 gal) evaporado por hora. 1 galón de evaporación por hora = 8.34 lbs. de agua por hora. 1 HP de caldera = 15 kg (33.36 lb) de agua por hora. Rangos de velocidades del vapor en tuberías: En tuberías de baja presión, de 2500 a 4000 m/min. Para altas presiones, de 4000 a 5000 m/min. Para vapor al vacío, de 6000 a 12000 m/min.
- 72. 37 2.2.4. Descripción de la capacidad instalada Las calderas pirotubulares CB de la institución, están construidas con un rango de operación entre 12 y 3.360 kW y con presiones de operación de hasta 250 psi; estas son capaces de generar arriba de 10,000 kilogramos de vapor por hora, cuando se encuentran en sus óptimas condiciones. 2.3. Operación de caldera Para la operación de calderas es indispensable que se tenga conocimiento necesario del tipo de caldera con que se cuenta, vertical y horizontal, el tipo de combustible que utiliza, funcionamiento de componentes, etc. La operación de una caldera se puede describir conforme al tipo y el modelo; para esta institución se describe en un flujograma. 2.3.1......Flujograma de las actividades necesarias para llevar a cabo la operación El mecanismo más indicado para el análisis de un procedimiento es el diagrama de flujo o de operaciones, aun cuando es la representación simbólica de un procedimiento administrativo, de la producción de un bien, o de la prestación de un servicio; señala los pasos fundamentales y hace comprensible las actividades, operaciones, decisiones y ramificaciones de los procedimientos. Para llevar a cabo la elaboración de un diagrama como una representación gráfica de la secuencia de actividades o pasos que ocurren en un proceso o en un procedimiento, estas se deben identificar mediante símbolos de acuerdo con su naturaleza.
- 73. 38 Los principales procesos incluidos en un diagrama de flujo o de operaciones se describen en la tabla I y se representan unos ejemplos en las tablas II y III. Tabla I. Representación de los símbolos utilizados en un flujograma Operación: se produce o efectúa una manipulación o transformación. Documento: se utiliza un documento específico. Datos: se obtienen datos de diferente fuente. Almacenamiento interno: se almacenan datos al archivo. Proceso predefinido: se utiliza un proceso definido. Fuente: elaboración propia.
- 74. 39 Tabla II. Ejemplo de los procesos utilizando un flujograma en caldera de combustión a diesel Calderas de combustión a Diesel ASUNTO: Operación de caldera Fecha: 14-02-11 MÉTODO: Propuesto ANALISTA: Hugo Larios INSTITUCIÓN: Hospital Nacional Santa Elena Pasos Descripción de la operación 1 Verificar que exista alimentación de energía eléctrica del tablero principal al tablero de control de la caldera 2 Verificar que exista agua en el tanque de condensado 3 Verificar que exista combustible en el tanque de distribución 4 Verificar que están cerradas las válvulas de: a) Suministro de vapor (válvula principal) b) Purgas (superficie, fondo, tubo de nivel) c) Válvulas de prueba 5 Verificar que estén abiertas las válvulas de: a) Suministro de combustible b) Suministro de agua de reposición al tanque de condensado c) Suministro de agua del tanque de condensado de la caldera 6 Poner en funcionamiento la caldera y cuando haya alcanzado la presión de trabajo, realizar las purgas. Al final de la jornada cerrar la válvula principal de suministro de vapor. Fuente: elaboración propia. 39 Tabla II. Ejemplo de los procesos utilizando un flujograma en caldera de combustión a diesel Calderas de combustión a Diesel ASUNTO: Operación de caldera Fecha: 14-02-11 MÉTODO: Propuesto ANALISTA: Hugo Larios INSTITUCIÓN: Hospital Nacional Santa Elena Pasos Descripción de la operación 1 Verificar que exista alimentación de energía eléctrica del tablero principal al tablero de control de la caldera 2 Verificar que exista agua en el tanque de condensado 3 Verificar que exista combustible en el tanque de distribución 4 Verificar que están cerradas las válvulas de: a) Suministro de vapor (válvula principal) b) Purgas (superficie, fondo, tubo de nivel) c) Válvulas de prueba 5 Verificar que estén abiertas las válvulas de: a) Suministro de combustible b) Suministro de agua de reposición al tanque de condensado c) Suministro de agua del tanque de condensado de la caldera 6 Poner en funcionamiento la caldera y cuando haya alcanzado la presión de trabajo, realizar las purgas. Al final de la jornada cerrar la válvula principal de suministro de vapor. Fuente: elaboración propia. 39 Tabla II. Ejemplo de los procesos utilizando un flujograma en caldera de combustión a diesel Calderas de combustión a Diesel ASUNTO: Operación de caldera Fecha: 14-02-11 MÉTODO: Propuesto ANALISTA: Hugo Larios INSTITUCIÓN: Hospital Nacional Santa Elena Pasos Descripción de la operación 1 Verificar que exista alimentación de energía eléctrica del tablero principal al tablero de control de la caldera 2 Verificar que exista agua en el tanque de condensado 3 Verificar que exista combustible en el tanque de distribución 4 Verificar que están cerradas las válvulas de: a) Suministro de vapor (válvula principal) b) Purgas (superficie, fondo, tubo de nivel) c) Válvulas de prueba 5 Verificar que estén abiertas las válvulas de: a) Suministro de combustible b) Suministro de agua de reposición al tanque de condensado c) Suministro de agua del tanque de condensado de la caldera 6 Poner en funcionamiento la caldera y cuando haya alcanzado la presión de trabajo, realizar las purgas. Al final de la jornada cerrar la válvula principal de suministro de vapor. Fuente: elaboración propia.
- 75. 40 Tabla III. Ejemplo de los procesos utilizando un flujograma en caldera de combustión por bunker Calderas de combustión por Bunker ASUNTO: Operación de caldera FECHA: 14-02-11 MÉTODO: Propuesto ANALISTA: Hugo Larios INSTITUCIÓN: Hospital Nacional Santa Elena Pasos Descripción de la operación 1 Realizar los mismos pasos del 1 al 5 de la operación de calderas de combustión de diesel y además verificar: a) Que exista combustible en el tanque diario b) Que exista gas en el tanque y línea de alimentación. c) Que se ponga en funcionamiento el precalentador de combustible, accionando el interruptor en el tablero de control de la caldera. d) Que funcione la bomba de recirculación de combustible accionando el interruptor respectivo. 2 Verificar que la presión de combustible en el manómetro del precalentador sea de 80 a 90 psi y en el manifuld de 40-45 psi: de no ser así, realizar los ajustes respectivos. 3 Verificar que la temperatura del combustible sea de 90 grados centígrados en el termómetro de manifuld. 4 Revisar que el control de fuego alto-bajo esté en la posición de fuego bajo y el de manual-automático en posición de manual. Luego proceder con el paso No.6 Fuente: elaboración propia. 40 Tabla III. Ejemplo de los procesos utilizando un flujograma en caldera de combustión por bunker Calderas de combustión por Bunker ASUNTO: Operación de caldera FECHA: 14-02-11 MÉTODO: Propuesto ANALISTA: Hugo Larios INSTITUCIÓN: Hospital Nacional Santa Elena Pasos Descripción de la operación 1 Realizar los mismos pasos del 1 al 5 de la operación de calderas de combustión de diesel y además verificar: a) Que exista combustible en el tanque diario b) Que exista gas en el tanque y línea de alimentación. c) Que se ponga en funcionamiento el precalentador de combustible, accionando el interruptor en el tablero de control de la caldera. d) Que funcione la bomba de recirculación de combustible accionando el interruptor respectivo. 2 Verificar que la presión de combustible en el manómetro del precalentador sea de 80 a 90 psi y en el manifuld de 40-45 psi: de no ser así, realizar los ajustes respectivos. 3 Verificar que la temperatura del combustible sea de 90 grados centígrados en el termómetro de manifuld. 4 Revisar que el control de fuego alto-bajo esté en la posición de fuego bajo y el de manual-automático en posición de manual. Luego proceder con el paso No.6 Fuente: elaboración propia. 40 Tabla III. Ejemplo de los procesos utilizando un flujograma en caldera de combustión por bunker Calderas de combustión por Bunker ASUNTO: Operación de caldera FECHA: 14-02-11 MÉTODO: Propuesto ANALISTA: Hugo Larios INSTITUCIÓN: Hospital Nacional Santa Elena Pasos Descripción de la operación 1 Realizar los mismos pasos del 1 al 5 de la operación de calderas de combustión de diesel y además verificar: a) Que exista combustible en el tanque diario b) Que exista gas en el tanque y línea de alimentación. c) Que se ponga en funcionamiento el precalentador de combustible, accionando el interruptor en el tablero de control de la caldera. d) Que funcione la bomba de recirculación de combustible accionando el interruptor respectivo. 2 Verificar que la presión de combustible en el manómetro del precalentador sea de 80 a 90 psi y en el manifuld de 40-45 psi: de no ser así, realizar los ajustes respectivos. 3 Verificar que la temperatura del combustible sea de 90 grados centígrados en el termómetro de manifuld. 4 Revisar que el control de fuego alto-bajo esté en la posición de fuego bajo y el de manual-automático en posición de manual. Luego proceder con el paso No.6 Fuente: elaboración propia.
- 76. 41 2.4. Condiciones de la tubería de suministro de vapor Las tuberías de suministro de vapor, son muy importantes para mantener el vapor a la presión y temperatura requerida; por lo cual no se deben de descuidar por tal razón, se describen con mayor detalle en los rubros siguientes. 2.4.1. Condiciones actuales de la tubería En ciertas partes de las tuberías de vapor existen daños superficiales, debido a la corrosión y al desgaste que sufren las mismas al tratar de mantener el calor y la temperatura del vapor para evitar la condensación; las tuberías de suministro de vapor de la institución se encuentran en mal estado, especialmente en tramos largos de tubería por falta de aislamiento térmico, en uniones, en las desviaciones, y en las salidas del vapor para llevar a cabo la alimentación. 2.4.1.1. Consecuencias en la tubería por falta de aislamiento térmico Tuberías de vapor sin aislar La radiación es una de las formas de transferencia de calor que se debe considerar en todo sistema de vapor, especialmente en aquellas áreas carentes de aislamientos térmicos, con el fin de impedir la rápida pérdida de energía calorífica del vapor, lo cual produciría que se formen mayores cantidades de condensado antes de haber sido utilizado en su propósito real. La figura 19 muestra una tubería sin aislamiento térmico.
- 77. 42 Figura 19. Tubería sin aislamiento térmico Fuente: fotografía tomada en Hospital Nacional Santa Elena. Para incluir los efectos que produce esta pérdida de calor, se debe tener en cuenta los tres modos de transferencia de calor: Conducción: es el calor transferido a través de un sólido, debido a un gradiente de temperatura, sin desplazamiento apreciable de partículas. Convección: es el calor transferido por mezcla de una parte de fluido con otra. El movimiento del liquido o gas puede producirse por diferencias de densidades causadas por diferencia de temperatura, o bien producirse el movimiento por medios mecánicos. Radiación: es la transmisión de calor en forma de energía radiante o en ondas de un cuerpo a otro a través de un espacio. Básicamente los aislamientos térmicos son materiales que se utilizan con el fin de conservar el calor o controlar la temperatura. La energía en forma de calor tiene un valor monetario, representado en la economía de los combustibles. 42 Figura 19. Tubería sin aislamiento térmico Fuente: fotografía tomada en Hospital Nacional Santa Elena. Para incluir los efectos que produce esta pérdida de calor, se debe tener en cuenta los tres modos de transferencia de calor: Conducción: es el calor transferido a través de un sólido, debido a un gradiente de temperatura, sin desplazamiento apreciable de partículas. Convección: es el calor transferido por mezcla de una parte de fluido con otra. El movimiento del liquido o gas puede producirse por diferencias de densidades causadas por diferencia de temperatura, o bien producirse el movimiento por medios mecánicos. Radiación: es la transmisión de calor en forma de energía radiante o en ondas de un cuerpo a otro a través de un espacio. Básicamente los aislamientos térmicos son materiales que se utilizan con el fin de conservar el calor o controlar la temperatura. La energía en forma de calor tiene un valor monetario, representado en la economía de los combustibles. 42 Figura 19. Tubería sin aislamiento térmico Fuente: fotografía tomada en Hospital Nacional Santa Elena. Para incluir los efectos que produce esta pérdida de calor, se debe tener en cuenta los tres modos de transferencia de calor: Conducción: es el calor transferido a través de un sólido, debido a un gradiente de temperatura, sin desplazamiento apreciable de partículas. Convección: es el calor transferido por mezcla de una parte de fluido con otra. El movimiento del liquido o gas puede producirse por diferencias de densidades causadas por diferencia de temperatura, o bien producirse el movimiento por medios mecánicos. Radiación: es la transmisión de calor en forma de energía radiante o en ondas de un cuerpo a otro a través de un espacio. Básicamente los aislamientos térmicos son materiales que se utilizan con el fin de conservar el calor o controlar la temperatura. La energía en forma de calor tiene un valor monetario, representado en la economía de los combustibles.
- 78. 43 Termodinámicamente, cuando la energía se utiliza para producir calor, el flujo de este, es de adentro hacia fuera como en el caso de calderas; por este motivo, el aislamiento térmico ayuda a ahorrar gran parte de la energía necesaria para este proceso y un óptimo aislamiento hace que los equipos sean más eficientes y trabajen con menores costos. Es fácil hallar la cantidad de energía calorífica que se está salvando y por consiguiente cuánto dinero se está ahorrando; basta calcular el calor perdido o ganado sin aislamiento y con aislamiento, la diferencia entre los dos, es el calor economizado que se puede valorar en términos monetarios y con este resultado calcular el retorno de la inversión del aislamiento. Factores que afectan por falta de aislamiento térmico: Reducción de la eficiencia energética del vapor Mayor consumo de combustible Suministro de vapor de mala calidad a los equipos Equipos operando a su mínima capacidad Condensación excesiva en la red de vapor Pérdida de calor del vapor a través de los medios de conducción, convección y radiación Reducción de la vida útil de la tubería Excesivo golpe de ariete debido a la condensación del vapor Aumento en pérdidas económicas en los equipos y tuberías Tubería altamente peligrosa para el personal de operación y mantenimiento de calderas Corrosión excesiva debido al ambiente que rodea la tubería. Fugas de vapor debido a la corrosión en el sistema.
- 79. 44 La figura 20 muestra una fuga de vapor debido a la corrosión en la tubería. Figura 20. Fuga de vapor en la tubería debido a la corrosión Fuente: fotografía tomada en Hospital Nacional Santa Elena. 2.4.2. Material de la tubería Las tuberías de vapor comúnmente son fabricadas de hierro negro, debido a que este material es capaz de soportar la presión y el calor del vapor a altas temperaturas; estas tuberías también necesitan de un buen recubrimiento o aislamiento térmico para poder de esta manera evitar la condensación del vapor al existir una pérdida de calor. Principales materiales de aislamiento o Silicato de calcio o Fibra de vidrio o Vidrio espumado o Lana de roca o Perlita expandida o Elastoméricos o Poliestireno y Poliuretano 44 La figura 20 muestra una fuga de vapor debido a la corrosión en la tubería. Figura 20. Fuga de vapor en la tubería debido a la corrosión Fuente: fotografía tomada en Hospital Nacional Santa Elena. 2.4.2. Material de la tubería Las tuberías de vapor comúnmente son fabricadas de hierro negro, debido a que este material es capaz de soportar la presión y el calor del vapor a altas temperaturas; estas tuberías también necesitan de un buen recubrimiento o aislamiento térmico para poder de esta manera evitar la condensación del vapor al existir una pérdida de calor. Principales materiales de aislamiento o Silicato de calcio o Fibra de vidrio o Vidrio espumado o Lana de roca o Perlita expandida o Elastoméricos o Poliestireno y Poliuretano 44 La figura 20 muestra una fuga de vapor debido a la corrosión en la tubería. Figura 20. Fuga de vapor en la tubería debido a la corrosión Fuente: fotografía tomada en Hospital Nacional Santa Elena. 2.4.2. Material de la tubería Las tuberías de vapor comúnmente son fabricadas de hierro negro, debido a que este material es capaz de soportar la presión y el calor del vapor a altas temperaturas; estas tuberías también necesitan de un buen recubrimiento o aislamiento térmico para poder de esta manera evitar la condensación del vapor al existir una pérdida de calor. Principales materiales de aislamiento o Silicato de calcio o Fibra de vidrio o Vidrio espumado o Lana de roca o Perlita expandida o Elastoméricos o Poliestireno y Poliuretano
- 80. 45 Materiales complementarios o Materiales de sujeción o Materiales de acabado o Barreras de vapor o Otros materiales Variables importantes del aislamiento o Temperatura del fluido de proceso (º C) o Espesor del aislante (mm) o Tipo del material aislante o Conductividad térmica del aislante (w/m º K) o Tipo de recubrimiento del material aislante o Temperatura de superficie (º C) o Diámetro nominal de la tubería (mm) o Tipo de tubería o Temperatura de pared (º C) o Temperatura ambiente (º C) o Velocidad del viento (m/h) 2.4.3. Aislamiento térmico Su función es reducir sustancialmente o retardar la pérdida de calor a través de las paredes del horno y de tuberías de distribución. Los refractarios son materiales resistentes al calor y trabajan expuestos a temperaturas en rangos de 500 º C a 2600 º C; tienen la cualidad de soportar atmósferas muy erosionantes.
- 81. 46 Lista de materiales 1. Aislamiento preformado para tubería 2. Juntas a tope 3. Fleje M.S.5 o M.S.7 o alambre M.S.3 (cada 0.305 m) 4. Cubierta metálica 5. Pijas M.A.9 (cada 0.15 m) 6. Sellador de traslapes O.M.4 7. Fleje M.S.7 o M.A.8 (cada 0.305 m) 8. Grapa M.A.11 9. Traslape longitudinal y transversal (0.0508 m) Los refractarios están hechos y se pueden trabajar en forma de bloques, planchas, láminas, spray y polvo. Los materiales termoaislantes se clasifican, de acuerdo con la Norma OficialMexicana NOM-009-ENERG-1995, de la siguiente manera: Figura 21. Materiales utilizados para el aislamiento térmico Fuente: Manual de mantenimiento de calderas y sistema de distribución de vapor. p. 37. Partes del aislamiento Fibras minerales Tipos genéricos: o Fibras celulares o Fibras granulares o Rígidos o Flexibles
- 82. 47 Formas de presentación: o Colchonetas flexibles o Cementos monolíticos o Espumado en sitio o Servicios a alta temperatura (mayor a 37ºC) Aplicación: o Servicios a baja temperatura (menor a 37ºC) o Control de la temperatura de proceso o Conservación de energía Uso y aplicación: o Protección al personal o Anticondensación o Aislamiento innecesario 2.4.4. Medidas de la tubería El grosor de la tubería de vapor es el calibre relacionado con la presión de operación y la tensión permisible del acero. Las más utilizadas son la cédula 40 y la cédula 80, o bien cédula normal (s), fuerte (x) o extrafuerte (xx). En las calderas pirotubulares, se usa la cédula 40, en las acuatubulares cédula 80. Las tuberías de vapor en nuestro medio, se pueden encontrar de diferente diámetro, entre los cuales se pueden mencionar de 3/4, 1, 1 ½, 2, 2 ½, 3, 4, 5, 6, pulgadas entre otras.
- 83. 48 Las medidas dependerán de la cantidad de vapor a consumir y de la presión a soportar; la vida aproximada de una tubería mayor de 3 pulgadas de diámetro es de aproximadamente 30 años.
- 84. 49 3. PROPUESTA DE PLAN DE MANTENIMIENTO PREVENTIVO 3.1. Función y objetivos Como es de suponerse, en todo equipo o instalación se producen fallas y deterioros provocados por el uso y funcionamiento, lo cual provoca paros en el servicio y reparaciones en el equipo; sin embargo es factible tomar medidas que disminuyan al mínimo la probabilidad de fallas y conservar el nivel determinado de mantenimiento para prevenirlas. La función del mantenimiento preventivo es la de conocer sistemáticamente el estado de la maquinaria y equipo para programar las acciones que eliminarán las averías que provocan paros, tomando en consideración que los paros necesarios para esta acción provoquen el menor impacto en la producción. El objetivo básico del mantenimiento preventivo es el de maximizar la capacidad productiva de los equipos y al mismo tiempo mantener al mínimo los costos generales de producción. Entendiéndose como costos generales de producción: mano de obra y materiales de producción, mano de obra y materiales de mantenimiento, gastos administrativos, pérdidas ocasionadas por fallas de equipo y diferentes costos fijos y de capital. El mantenimiento preventivo puede desarrollarse de dos maneras: no permitiendo descomposturas en ninguno de los equipos u operarlos hasta que fallen.
- 85. 50 La actividad de mantenimiento preventivo comprende cuatro aspectos principales: Creación de programas de mantenimiento preventivo Programación del trabajo de mantenimiento preventivo Ejecución del trabajo de mantenimiento preventivo Esfuerzos de ingeniería de mantenimiento, relacionados con mantenimiento preventivo. La meta de la actividad completa de mantenimiento preventivo puede describirse como la disponibilidad máxima del equipo en condiciones satisfactorias a un costo mínimo, costo que debe incluir los siguientes puntos: Trabajo de mantenimiento preventivo Trabajo de mantenimiento de descomposturas Pérdidas de producción originadas por mantenimiento preventivo o por mantenimiento de descomposturas. Los tipos de trabajo que deben incluirse en un programa de mantenimiento preventivo son los siguientes: Limpieza Ajustes Reparaciones Reposición de partes Reparaciones completas Pintura y acabados Inspecciones Trabajo menor de mantenimiento generado por inspecciones.
- 86. 51 Deben excluirse los siguientes tipos de trabajo de mantenimiento preventivo: Trabajo desarrollado como consecuencia de fallas del equipo. Trabajo desarrollado antes de que suceda la falla, debido a observación del mismo o a que empezó a tener indicaciones de falla. Trabajos mayores originados por inspección del equipo por mantenimiento preventivo u otros; por ejemplo, trabajos que requieren aprobaciones especiales para su ejecución. Cambios o modificaciones del equipo, resultantes de decisiones gerenciales para mejorar los rendimientos, apariencia, facilidad de mantenimiento o para reducir los riesgos de operación. En general todo aquel trabajo de mantenimiento preventivo que no está incluido en un programa oficial, debe excluirse de la definición de mantenimiento preventivo. Estos trabajos pueden clasificarse como mantenimiento de descomposturas, mantenimiento correctivo, cambios, modificaciones o nuevas construcciones. 3.1.1. Importancia del mantenimiento preventivo para calderas La importancia del mantenimiento preventivo, radica en que un programa de mantenimiento bien planeado evita interrupciones innecesarias o reparaciones costosas.
- 87. 52 Entre las ventajas que se pueden citar al implementar un mantenimiento preventivo están: Con un adecuado mantenimiento del equipo, este se conserva en condiciones óptimas de trabajo, permitiendo que la producción continúe su función normal sin interrupciones y los niveles de productividad suban considerablemente. Las personas que laboran con estos equipos se sentirán más satisfechas y trabajarán con un alto grado de motivación. Los equipos no sufrirán un deterioro mayor cuando han sido sometidos continuamente a un mantenimiento preventivo. Habrá menos desperdicio de combustible. Se podrán establecer índices para los costos de mantenimiento. 3.2. Guía para rutinas de mantenimiento preventivo en las calderas Con el objeto de llevar un mejor control deberá incluir en un libro de anotaciones, un informe de rutina en el cual debe mencionar: el tipo de rutina marcando con una X sobre la letra que corresponda (Diaria D, Semanal S, Mensual M, Trimestral Tr, Semestral St y Anual A), una descripción breve de la rutina (cambios y observaciones, material utilizado); por último el tiempo que utilizó para realizarla en minutos, el turno (Noche N, Tarde T y Día D) la fecha correspondiente y el nombre y firma del encargado. La tabla IV muestra este tipo de informe.
- 88. 53 Tabla IV. Informe de rutinas RUTINAS DE MANTENIMIENTO DIARIA SEMANAL MENSUAL TRIMESTRAL SEMESTRAL ANUAL DESCRIPCIÓN DE LA RUTINA TIEMPO, TURNO Y FECHA TIEMPO UTILIZADO: _________________ TURNO: NOCHE N DÍA D TARDE T FECHA: REALIZADO POR: NOMBRE DEL ENCARGADO: ______________________________ FIRMA: ___________________ Fuente: elaboración propia. 3.2.1. Semanales A continuación se mencionan todas las rutinas que deben programarse semanalmente en el cuarto de calderas del hospital; queda a criterio del encargado de mantenimiento programar varias rutinas en un día. En una fichade control se debe indicar con detalle lo realizado en cada rutina y el tiempo que le tomó realizarla. D S M Tr ST A
- 89. 54 Niveles de operación en el control del nivel de agua Válvula de purga del nivel de agua Revisión de la línea de alimentación de combustible Limpieza de conductos de combustible (mangueras flexibles). Filtros de la línea de alimentación de combustible Limpieza del tanque principal de agua Revisión de la secuencia de operación del sistema de distribución de agua Revisión del funcionamiento de bombas y motores para distribución de agua Fugas en el tanque de condensados 3.2.2. Mensuales La programación de un departamento de mantenimiento es vital para el desarrollo de la labor que se ejecuta, puesto que ella es la encargada de la ejecución del programa de mantenimiento y dependiendo si la labor del programador es eficiente o no, así serán los resultados obtenidos con este programa. En las rutinas mensuales al igual que en las semanales, deben establecerse día, hora, tiempo estimado y encargado de realizar la rutina de mantenimiento. Las abajo citadas son las rutinas de mantenimiento mensuales: Revisión de boquillas del quemador Chequeo del quemador Combustión en el quemador Fugas de agua, vapor y gases de combustión Electrodos de ignición Fotocelda
- 90. 55 Aisladores de electrodos de ignición Cables de ignición Tubo de nivel de agua Revisión del prensaestopas Accesorios de tubería Limpieza del ventilador Cápsulas de mercurio del McDonnell Válvulas en general Empaques y sellado hermético en el tanque de condensados Bridas y uniones en el sistema de tubería y accesorios del tanque de condensados Revisión del nivel de combustible en el tanque principal y tanque de diario Revisión del porcentaje de gas existente en el tanque Revisión de empaques de bomba de alimentación de agua a la caldera Revisión de iluminación en el cuarto de calderas 3.2.3. Trimestrales Conseguir la realización de la tarea o rutina en el tiempo más corto y con la mano de obra disponible, es el objetivo principal. El número de operarios de mantenimiento dependerá del tamaño de la planta. Al igual que todas las rutinas anteriores deben programarse el día, hora, tiempo estimado y encargado para la rutina. Las rutinas trimestrales para el cuarto de calderas se mencionan a continuación: Limpieza del cuerpo del quemador Revisión del piloto de gas Revisión de terminales en el sistema eléctrico
- 91. 56 Limpieza en el control programador Control de presión de vapor Revisión de termostatos Válvula de seguridad Aisladores de electrodos de ignición Control en el cebado de bombas Anclajes, juntas y cimentación de las bombas de alimentación de agua, distribución de combustible y alimentación a la caldera 3.2.4. Semestrales De igual forma que todas las rutinas anteriores, las rutinas semestrales también deben establecerse y programar el día, hora, tiempo estimado para realizar el trabajo y el encargado de realizarlo. La lista siguiente menciona las diferentes rutinas semestrales establecidas: Temperatura de cojinetes de las bombas del sistema de alimentación de agua Lubricación de cojinetes de bombas de agua Limpieza interior de la caldera del lado de agua Limpieza interior de la caldera del lado de fuego Conexiones de la línea de alimentación Revisión del material refractario Revisión de empaques en el cuerpo de la caldera Revisión de pernos y tuercas de puertas de la caldera Fajas de transmisión en el sistema de combustible Alineación de motor y bomba del sistema de agua Limpieza del tanque de condensados
- 92. 57 Chequeo de válvulas solenoide Lubricación del motor ventilador Chequeo de temperatura de cojinetes en el sistema de aire Fajas de transmisión en el sistema de aire Filtro de válvula de flotador Filtro de la descarga del tanque a la bomba de alimentación Iluminación y ventilación Pintura y limpieza 3.2.5. Anuales Las rutinas de mantenimiento anuales se mencionan a continuación: Limpieza del flotador del control de nivel de agua Chequeo del diafragma del flotador Revisión de columna del McDonnell Revisión del impulsor Fugas en tubos de la caldera Alineación de motor y bomba en el sistema de combustible Revisión de la bomba de tanque principal a tanque de diario Vibración de motor y ventilador del sistema de aire Limpieza de platinos en el sistema eléctrico Revisión del aislador térmico de tubería Termómetros Manómetros Limpieza de chimenea Condiciones de seguridad en el cuarto de calderas
- 93. 58 La programación es la determinación de cuándo debe realizarse cada parte de la tarea planificada, teniendo en cuenta los récords de producción, la disponibilidad de material y mano de obra disponible; cuando la programación se lleva de acuerdo con estas definiciones, hace disponible realizar el trabajo en la menor cantidad de interferencia. Debido al volumen de información que debe manejar el programador de un departamento de mantenimiento, esta se debe procesar de manera ordenada y sistemática; para ello es necesario contar con la papelería adecuada con el fin de obtener una labor eficiente. La papelería utilizada en el departamento de mantenimiento juega un papel muy importante ya que de su eficacia depende la exactitud de la información recibida; además, es necesaria para obtener un funcionamiento y control adecuado de las labores de mantenimiento. La papelería es el resultado de un proceso de corrección continuo, en donde se realizan ajustes de acuerdo con las variaciones que sufre el departamento. Por lo tanto se deben manejar dos tipos de papelería, es decir, dos clasificaciones: De proceso de ejecución De control De proceso de ejecución Se debe manejar diariamente o en intervalos de tiempo muy cortos. Normalmente la información contenida en ellas se debe procesar a diario, archivarlas durante un periodo de tiempo prudencial y luego desecharlas.
- 94. 59 Se debe estar consciente de que los datos allí consignados estén correctamente emitidos e igualmente procesados, puesto que a partir de ellos se obtendrán informes, costos y se corregirán errores. Dentro de este tipo de papelería se puede mencionar: o Órdenes de trabajo y de servicio Son peticiones escritas de servicios que debe cumplir el departamento de mantenimiento. Establecen, tanto para mantenimiento como para la dirección, la información que señala la realización de un trabajo o rutina de mantenimiento. Proporcionan los datos sobre los cuales se preparan las demandas de material, se entregan las instrucciones de trabajo individual y se hacen las asignaciones de tareas al personal y equipo. Debido a que todo trabajo de mantenimiento, excepto las operaciones de rutina, debe programarse, es deseable poner todas las órdenes por escrito prescindiendo del volumen de la tarea. Esto permitirá la planificación y programación apropiadas y servirá para determinar el trabajo de mantenimiento pendiente. Deberá buscarse que los datos registrados en la orden de trabajo sean específicos y de valor para la asignación de trabajo. Se ilustran dos modelos de órdenes de trabajo, una que da una información general del trabajo y otra que es bastante breve. Se utilizan en caso de emergencia en lugar de hacerlo en forma verbal. Las tablas V y VI muestra con detalle la forma de una orden de trabajo y la forma de una orden de servicio.
- 95. 60 Tabla V. Orden de trabajo DEPARTAMENTO SECCIÓN CÓDIGO DE TRABAJO REALIZADO MANTENIMIENTO PREVENTIVO DAÑO MECÁNICO DAÑO ELÉCTRICO DAÑO ELECTRÓNICO OTROS NOMBRE DE LA PIEZA MÁQUINA LUGAR DESCRIPCIÓN DEL SERVICIO MECÁNICO DE SECCIÓN SUPERVISOR JEFE DE MANTENIMIENTO JEFE DE DISEÑO EJECUTADO POR RECIBIDO POR FECHA Y HORA Fuente: elaboración propia.
- 96. 61 Tabla VI. Orden de servicio FECHA Y DEPARTAMENTO SECCIÓN CÓDIGO DE TRABAJO NOMBRE DEL EQUIPO No. DE LA MÁQUINA SERVICIO SOLICITADO MONTAJE LUBRICACIÓN TRASLADO ADAPTACIÓN COTIZACIÓN ASEO PROYECTO AMPLIACIÓN CONSTRUCCIÓN INSTALACIÓN ORNATO OTROS DESCRIPCIÓN DEL SERVICIO SOLICITADO SOLICITANTE SECCIÓN PERSONA RESPONSABLE FECHA DE ENTREGA PROGRAMADA Fuente: elaboración propia. o Informe diario de mantenimiento Después de ejecutadas las rutinas de mantenimiento por cada mecánico, se procede a la presentación del informe; este documento debe contener los informes que sirvan al departamento de mantenimiento en sus actividades de control y al departamento de contabilidad de costos en la distribución de gastos. Normalmente en él se debe incluir el nombre de la máquina a la cual se le practicó el mantenimiento, la sección a la que corresponde, una descripción breve del trabajo realizado y el tiempo empleado. La tabla VII muestra un ejemplo de un informe diario de mantenimiento.
- 97. 62 Tabla VII. Informe diario de mantenimiento Fecha Grupo Mecánico Turno Noche Tarde Día Máquina herramienta Utilizada Código de máquina Sección Clase de trabajo Descripción Tiempo empleado en minutos Fuente: elaboración propia. De control Estos proporcionan información para el departamento de contabilidad, el cual se encarga de realizar un inventario respectivo en el cual se incluye toda la información sobre equipo, materiales, herramientas y repuestos existentes. Pueden consistir en: inventario y registro de equipo.
- 98. 63 o Inventario de equipo Para una planificación y programación eficaces, es necesario disponer de un registro completo del equipo al cual se le da mantenimiento. A cada unidad se le asigna un número de inventario, el cual puede grabarse sobre una placa metálica y fijarse a la unidad, o ajustarse de alguna otra manera. o Registro de equipo Los registros de equipo son tan importantes tanto en grandes como en pequeñas plantas; estos son necesarios para el anuncio de reposiciones, cambio de piezas y repuestos, así como para la asignación de programas de inspección y de mantenimiento. 3.3. Manual de procedimientos del plan de mantenimiento preventivo Con base en el estudio realizado en operaciones necesarias, expresado en el cronograma del apartado anterior es necesario describir los procedimientos mencionados en la sección 3.2, para conocer de esta manera cómo debe de hacerse el mantenimiento preventivo, y de esta manera facilitarle al operario su trabajo. La descripción se da a continuación. Debe verificarse el funcionamiento del quemador; para chequear el quemador, debe verse a través del ojo de vidrio, situado en la parte trasera de la caldera, se comprueba si este está encendido, como en la figura 22; se revisan cuidadosamente las líneas de combustible, a efecto de corregir cualquier fuga que pudiese existir.
- 99. 64 Figura 22. Ojo de vidrio para chequear el quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. Revisión de boquillas: desmontar la boquilla (figura 23) y desarmarla cuidadosamente para poder limpiar el filtro; la limpieza se debe de realizar con diesel o tinner. Figura 23. Desmontaje de la boquilla de inyección de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. 64 Figura 22. Ojo de vidrio para chequear el quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. Revisión de boquillas: desmontar la boquilla (figura 23) y desarmarla cuidadosamente para poder limpiar el filtro; la limpieza se debe de realizar con diesel o tinner. Figura 23. Desmontaje de la boquilla de inyección de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. 64 Figura 22. Ojo de vidrio para chequear el quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. Revisión de boquillas: desmontar la boquilla (figura 23) y desarmarla cuidadosamente para poder limpiar el filtro; la limpieza se debe de realizar con diesel o tinner. Figura 23. Desmontaje de la boquilla de inyección de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 100. 65 Limpieza del quemador: esta puede hacerse con tinner o diesel, en todas sus partes tanto internas como externas; como se representa en la figura 24. Figura 24. Limpieza del quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. Limpieza de electrodos: desmontarlos con cuidado para evitar quebraduras en el aislante (ver figura 25), si esta tuviera grietas o rajaduras, cambiarlas de inmediato. Figura 25. Detalle de electrodos Fuente: Manual de operación y mantenimiento de calderas CB. p. 26. 65 Limpieza del quemador: esta puede hacerse con tinner o diesel, en todas sus partes tanto internas como externas; como se representa en la figura 24. Figura 24. Limpieza del quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. Limpieza de electrodos: desmontarlos con cuidado para evitar quebraduras en el aislante (ver figura 25), si esta tuviera grietas o rajaduras, cambiarlas de inmediato. Figura 25. Detalle de electrodos Fuente: Manual de operación y mantenimiento de calderas CB. p. 26. 65 Limpieza del quemador: esta puede hacerse con tinner o diesel, en todas sus partes tanto internas como externas; como se representa en la figura 24. Figura 24. Limpieza del quemador Fuente: fotografía tomada en Hospital Nacional Santa Elena. Limpieza de electrodos: desmontarlos con cuidado para evitar quebraduras en el aislante (ver figura 25), si esta tuviera grietas o rajaduras, cambiarlas de inmediato. Figura 25. Detalle de electrodos Fuente: Manual de operación y mantenimiento de calderas CB. p. 26.
- 101. 66 Revisión de aisladores de ignición: revisar el estado de las porcelanas y cambiarlas si estas se encontraran con quebraduras o rajaduras. Revisión de cables de ignición: comprobar el estado del o los cables de ignición con un multímetro colocado para medir continuidad. Revisión de piloto de gas: revisar que no existan fugas y limpiar la salida de conducción con un trapo seco, comprobar que la presión del gas sea la correcta (varía entre 15 y 25 psi); esta presión se lee en el manómetro que se encuentra en la línea de conducción (figura 26), entre el regulador de gas de caldera y el quemador; de no ser así, ajustar el regulador antes mencionado hasta que la presión se encuentre dentro del rango indicado. Figura 26. Manómetro ubicado en la línea de conducción de gas Fuente: fotografía tomada en Hospital Nacional Santa Elena. Fotocelda: limpiarla con un trapo seco únicamente. Se debe realizar pruebas para determinar el buen funcionamiento de la misma; en la figura 27, se representa la inspección. Para esto poner la caldera en funcionamiento y cuando esté trabajando normal, es decir, cuando la llama se encuentre estabilizada, desmontar la foto-celda y taparla con la mano, en ese momento la 66 Revisión de aisladores de ignición: revisar el estado de las porcelanas y cambiarlas si estas se encontraran con quebraduras o rajaduras. Revisión de cables de ignición: comprobar el estado del o los cables de ignición con un multímetro colocado para medir continuidad. Revisión de piloto de gas: revisar que no existan fugas y limpiar la salida de conducción con un trapo seco, comprobar que la presión del gas sea la correcta (varía entre 15 y 25 psi); esta presión se lee en el manómetro que se encuentra en la línea de conducción (figura 26), entre el regulador de gas de caldera y el quemador; de no ser así, ajustar el regulador antes mencionado hasta que la presión se encuentre dentro del rango indicado. Figura 26. Manómetro ubicado en la línea de conducción de gas Fuente: fotografía tomada en Hospital Nacional Santa Elena. Fotocelda: limpiarla con un trapo seco únicamente. Se debe realizar pruebas para determinar el buen funcionamiento de la misma; en la figura 27, se representa la inspección. Para esto poner la caldera en funcionamiento y cuando esté trabajando normal, es decir, cuando la llama se encuentre estabilizada, desmontar la foto-celda y taparla con la mano, en ese momento la 66 Revisión de aisladores de ignición: revisar el estado de las porcelanas y cambiarlas si estas se encontraran con quebraduras o rajaduras. Revisión de cables de ignición: comprobar el estado del o los cables de ignición con un multímetro colocado para medir continuidad. Revisión de piloto de gas: revisar que no existan fugas y limpiar la salida de conducción con un trapo seco, comprobar que la presión del gas sea la correcta (varía entre 15 y 25 psi); esta presión se lee en el manómetro que se encuentra en la línea de conducción (figura 26), entre el regulador de gas de caldera y el quemador; de no ser así, ajustar el regulador antes mencionado hasta que la presión se encuentre dentro del rango indicado. Figura 26. Manómetro ubicado en la línea de conducción de gas Fuente: fotografía tomada en Hospital Nacional Santa Elena. Fotocelda: limpiarla con un trapo seco únicamente. Se debe realizar pruebas para determinar el buen funcionamiento de la misma; en la figura 27, se representa la inspección. Para esto poner la caldera en funcionamiento y cuando esté trabajando normal, es decir, cuando la llama se encuentre estabilizada, desmontar la foto-celda y taparla con la mano, en ese momento la
- 102. 67 caldera desconectará todo el sistema eléctrico por falla de llama. Si no lo hiciera, revisar las conexiones y cables de la fotocelda al quemador. Figura 27. Revisión de la fotocelda Fuente: fotografía tomada en Hospital Nacional Santa Elena. Combustión: para saber si existe buena combustión, se puede analizar observando la temperatura de la chimenea; esta debe de marcar una temperatura entre los intervalos 250 y 300 grados centígrados. En la figura 28 se ve el termómetro de la chimenea. Figura 28. Termómetro de la chimenea Fuente: fotografía tomada en Hospital Nacional Santa Elena. 67 caldera desconectará todo el sistema eléctrico por falla de llama. Si no lo hiciera, revisar las conexiones y cables de la fotocelda al quemador. Figura 27. Revisión de la fotocelda Fuente: fotografía tomada en Hospital Nacional Santa Elena. Combustión: para saber si existe buena combustión, se puede analizar observando la temperatura de la chimenea; esta debe de marcar una temperatura entre los intervalos 250 y 300 grados centígrados. En la figura 28 se ve el termómetro de la chimenea. Figura 28. Termómetro de la chimenea Fuente: fotografía tomada en Hospital Nacional Santa Elena. 67 caldera desconectará todo el sistema eléctrico por falla de llama. Si no lo hiciera, revisar las conexiones y cables de la fotocelda al quemador. Figura 27. Revisión de la fotocelda Fuente: fotografía tomada en Hospital Nacional Santa Elena. Combustión: para saber si existe buena combustión, se puede analizar observando la temperatura de la chimenea; esta debe de marcar una temperatura entre los intervalos 250 y 300 grados centígrados. En la figura 28 se ve el termómetro de la chimenea. Figura 28. Termómetro de la chimenea Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 103. 68 Limpieza del lado del agua: dejar que la caldera se enfríe y retirar toda el agua; quitar las tortugas o tapas, realizar la inspección respectiva y lavar con agua a presión, conectando una manguera a la bomba de alimentación por algún otro medio con suficiente presión para poder limpiar, tratando de evacuar todos los sólidos, lodos, incrustaciones, sedimentos y partículas sólidas que contenga. Los sedimentos descienden al domo de lodos o a un anillo colector; pueden ser eliminadas por medio de la purga periódica. Si se vuelven pastosos, son expulsados por lavado con la ayuda de manguera y agua a alta presión durante períodos de parada, de otra manera tendrán que ser sacados por pedazos. Las incrustaciones que se forman en las superficies en contacto con el fuego, son mucho más difíciles de quitar. Si la incrustación se encuentra en la superficie exterior de los tubos, la limpieza puede hacerse calentándola cuidadosamente estando vacía, rociando después los tubos con agua fría. La incrustación que se encuentra dentro de los tubos, tendrá que desprenderse por rimado con equipo especial. Limpiar los registros y las tortugas o tapas, colocándoles empaques nuevos y asegurándose que todas las tortugas queden centradas en los registros, ajustándolas adecuadamente para evitar cualquier fuga. Proceder a llenar la caldera verificando los niveles alto y bajo de operación. Se contrata a personal especializado cuando dentro de la caldera se observa alguna falla en la cual el encargado no posee los conocimientos completos para corregirla. Fugas en los tubos de fuego: para cuando suceda esto es necesario cambiarlos.
- 104. 69 Limpieza del lado de fuego: desmontar el quemador, quitar los tornillos y las tapaderas, y con una varilla que contenga cerdas de acero en uno de sus extremos, limpiar todo el hollín. En la figura 29 se observa el lado de fuego de la caldera. Figura 29. Limpieza de la caldera del lado de fuego Fuente: fotografía tomada en Hospital Nacional Santa Elena. Conexiones y línea de alimentación de agua: revisar válvulas y tuberías en mal estado y cambiarlas cuando presenten un estado de deterioro, oxidación y picaduras. Revisión de material refractario: revisar que el refractario de las puertas y las tapaderas estén en buen estado; si presentan grietas biselarlas profundamente a todo lo largo y rellenarlas con el material respectivo. Cambio de empaque: cambiarlos por nuevos siempre que se destapen las puertas y tapaderas. Pernos y tuercas: antes de cerrar la caldera aplicarles grafito para evitar que se peguen por la temperatura. 69 Limpieza del lado de fuego: desmontar el quemador, quitar los tornillos y las tapaderas, y con una varilla que contenga cerdas de acero en uno de sus extremos, limpiar todo el hollín. En la figura 29 se observa el lado de fuego de la caldera. Figura 29. Limpieza de la caldera del lado de fuego Fuente: fotografía tomada en Hospital Nacional Santa Elena. Conexiones y línea de alimentación de agua: revisar válvulas y tuberías en mal estado y cambiarlas cuando presenten un estado de deterioro, oxidación y picaduras. Revisión de material refractario: revisar que el refractario de las puertas y las tapaderas estén en buen estado; si presentan grietas biselarlas profundamente a todo lo largo y rellenarlas con el material respectivo. Cambio de empaque: cambiarlos por nuevos siempre que se destapen las puertas y tapaderas. Pernos y tuercas: antes de cerrar la caldera aplicarles grafito para evitar que se peguen por la temperatura. 69 Limpieza del lado de fuego: desmontar el quemador, quitar los tornillos y las tapaderas, y con una varilla que contenga cerdas de acero en uno de sus extremos, limpiar todo el hollín. En la figura 29 se observa el lado de fuego de la caldera. Figura 29. Limpieza de la caldera del lado de fuego Fuente: fotografía tomada en Hospital Nacional Santa Elena. Conexiones y línea de alimentación de agua: revisar válvulas y tuberías en mal estado y cambiarlas cuando presenten un estado de deterioro, oxidación y picaduras. Revisión de material refractario: revisar que el refractario de las puertas y las tapaderas estén en buen estado; si presentan grietas biselarlas profundamente a todo lo largo y rellenarlas con el material respectivo. Cambio de empaque: cambiarlos por nuevos siempre que se destapen las puertas y tapaderas. Pernos y tuercas: antes de cerrar la caldera aplicarles grafito para evitar que se peguen por la temperatura.
- 105. 70 Fugas de agua, vapor o gases de combustión: después de la operación de la caldera asegurarse de que no existan fugas de agua y gases de combustión por las tortugas y puertas; si existen, corregirlas inmediatamente. Revisar la línea de alimentación: corregir inmediatamente cualquier fuga que se observe a lo largo de toda la línea desde el tanque principal hasta el quemador, ajustando conexiones, cambiando empaques, tubos o accesorios, según sea el caso. Limpieza de filtro de alimentación: desmontar los filtros en la línea de alimentación y remover la suciedad que tenga la malla. Fajas de transmisión: revisar que tengan la tensión adecuada la que no debe de exceder de holgura de ¼”; si esta llegara a exceder de esta medida, ajustar los tornillos para que mejore la tensión. Alineación de bomba de motor: revisar la alineación; si por el contrario estuviese desalineada, entonces se deben desenroscar los tornillos de sujeción a la base y alinearla, luego apretar los tornillos. Revisión de bomba de tanque de principal a tanque diario: revisar las fajas de transmisión y realizar ajustes. Revisión de válvulas solenoides: desmontar la bobina, destapar el vástago, y luego remover la suciedad, para después armarla correctamente. Limpieza de malla del ventilador: revisar que no exista mota y suciedad que impida la succión del aire de la atmósfera, limpiar la malla con una brocha y con algún solvente.
- 106. 71 Lubricación de motor de ventilación: si el motor tuviese entradas para inyectarle grasa, entonces engrasarlo según el cronograma de actividades, y realizar el cambio de grasa y aceite, respectivamente. Temperatura de cojinete: comprobar la temperatura, de la siguiente manera: colocar la mano en donde estos van instalados, si no soporta dejar la mano más de 10 segundos por la alta temperatura, investigue la causa; puede que tengan exceso de grasa, estén faltos de ella o requieran reemplazo. Vibraciones del motor ventilador: revisar que el motor se encuentre bien asegurado a la base y el castigador del ventilador esté atornillado correctamente; de no ser así, ajustarlos correctamente. Control de nivel de agua: es importante revisar el nivel de agua para evitar que el panel de control emita una señal equivoca y se pare la caldera en este caso. Para tener una idea más clara observar la figura 30. Figura 30. Nivel de agua de caldera Fuente: Manual de operación y mantenimiento de calderas CB. p. 31. 71 Lubricación de motor de ventilación: si el motor tuviese entradas para inyectarle grasa, entonces engrasarlo según el cronograma de actividades, y realizar el cambio de grasa y aceite, respectivamente. Temperatura de cojinete: comprobar la temperatura, de la siguiente manera: colocar la mano en donde estos van instalados, si no soporta dejar la mano más de 10 segundos por la alta temperatura, investigue la causa; puede que tengan exceso de grasa, estén faltos de ella o requieran reemplazo. Vibraciones del motor ventilador: revisar que el motor se encuentre bien asegurado a la base y el castigador del ventilador esté atornillado correctamente; de no ser así, ajustarlos correctamente. Control de nivel de agua: es importante revisar el nivel de agua para evitar que el panel de control emita una señal equivoca y se pare la caldera en este caso. Para tener una idea más clara observar la figura 30. Figura 30. Nivel de agua de caldera Fuente: Manual de operación y mantenimiento de calderas CB. p. 31. 71 Lubricación de motor de ventilación: si el motor tuviese entradas para inyectarle grasa, entonces engrasarlo según el cronograma de actividades, y realizar el cambio de grasa y aceite, respectivamente. Temperatura de cojinete: comprobar la temperatura, de la siguiente manera: colocar la mano en donde estos van instalados, si no soporta dejar la mano más de 10 segundos por la alta temperatura, investigue la causa; puede que tengan exceso de grasa, estén faltos de ella o requieran reemplazo. Vibraciones del motor ventilador: revisar que el motor se encuentre bien asegurado a la base y el castigador del ventilador esté atornillado correctamente; de no ser así, ajustarlos correctamente. Control de nivel de agua: es importante revisar el nivel de agua para evitar que el panel de control emita una señal equivoca y se pare la caldera en este caso. Para tener una idea más clara observar la figura 30. Figura 30. Nivel de agua de caldera Fuente: Manual de operación y mantenimiento de calderas CB. p. 31.
- 107. 72 Tubo de nivel: revisar que no existan fugas en las tuercas del tubo; de ser así ajustar las tuercas, y si aún persisten dichas fugas, es necesario cambiar empaques. Niveles de operación: comprobar los niveles de operación; si estos no coinciden, es necesario ajustar las cápsulas de mercurio en el McDonnell; siempre tener precaución para no provocar un corto circuito. Limpieza del flotador: limpiar el flotador y verificar si no existen picaduras, y si existiesen, reemplazarlo inmediatamente. Diagrama del flotador: revisar si no existen picaduras y si existiesen, reemplazarlo por uno nuevo. Columna de McDonnell: desmontar y limpiarlo internamente, para evitar que el flotador quedase trabado. Válvula de purga de nivel: al iniciar la jornada, cuando la caldera alcance la primera carga de vapor, abrir y cerrar la válvula de purga del tubo de nivel; luego abrir la válvula de purga de McDonnell; en el momento que la bomba de agua empiece a funcionar,cerrarla; esperar que se establezca el nivel de agua y proceder de la misma forma con las válvulas de purga de superficie y de fondo; luego abrir la válvula principal de vapor para proporcionarlo a los servicios que lo requieran. Durante la jornada repetir la operación dos veces más, procurando que la última sea al final de la misma y que no trabaje más la caldera. Revisar termostato y conectadores: destapar y limpiar el interior.
- 108. 73 Revisar terminales: revisar que las conexiones estén bien apretadas, ajustando bien los tornillos de cada terminal que se encuentra en el panel de control de la caldera. Limpieza de platinos: se limpian con un pedazo de tela lo más fina posible y se les aplica líquido limpiador de contactos. Revisar fusibles: revisar que estén bien apretados y limpiarlos si estos están sucios; si ya no funcionan, reemplazarlos por nuevos. Limpiar el programador: desmontarlo y ver que todas las terminales esténbien atornilladas y limpias. Para la limpieza de los platinos del temporizador del programador, frotarlos suavemente con un pedazo de trapo y aplicarles líquido limpiador de platinos; al colocar el control programador, asegurarse de que quede bien sujeto para evitar falsos contactos y un mal funcionamiento de la caldera. Por tratarse de un equipo electrónico generalmente cuando se trata de fallos de tipo electrónicos, se contrata a una empresa especializada para reparar la falla, pues se trata del cerebro de la caldera. Se representa el programador en la figura 31. Figura 31. Control programador Fuente: fotografía tomada en Hospital Nacional Santa Elena. 73 Revisar terminales: revisar que las conexiones estén bien apretadas, ajustando bien los tornillos de cada terminal que se encuentra en el panel de control de la caldera. Limpieza de platinos: se limpian con un pedazo de tela lo más fina posible y se les aplica líquido limpiador de contactos. Revisar fusibles: revisar que estén bien apretados y limpiarlos si estos están sucios; si ya no funcionan, reemplazarlos por nuevos. Limpiar el programador: desmontarlo y ver que todas las terminales esténbien atornilladas y limpias. Para la limpieza de los platinos del temporizador del programador, frotarlos suavemente con un pedazo de trapo y aplicarles líquido limpiador de platinos; al colocar el control programador, asegurarse de que quede bien sujeto para evitar falsos contactos y un mal funcionamiento de la caldera. Por tratarse de un equipo electrónico generalmente cuando se trata de fallos de tipo electrónicos, se contrata a una empresa especializada para reparar la falla, pues se trata del cerebro de la caldera. Se representa el programador en la figura 31. Figura 31. Control programador Fuente: fotografía tomada en Hospital Nacional Santa Elena. 73 Revisar terminales: revisar que las conexiones estén bien apretadas, ajustando bien los tornillos de cada terminal que se encuentra en el panel de control de la caldera. Limpieza de platinos: se limpian con un pedazo de tela lo más fina posible y se les aplica líquido limpiador de contactos. Revisar fusibles: revisar que estén bien apretados y limpiarlos si estos están sucios; si ya no funcionan, reemplazarlos por nuevos. Limpiar el programador: desmontarlo y ver que todas las terminales esténbien atornilladas y limpias. Para la limpieza de los platinos del temporizador del programador, frotarlos suavemente con un pedazo de trapo y aplicarles líquido limpiador de platinos; al colocar el control programador, asegurarse de que quede bien sujeto para evitar falsos contactos y un mal funcionamiento de la caldera. Por tratarse de un equipo electrónico generalmente cuando se trata de fallos de tipo electrónicos, se contrata a una empresa especializada para reparar la falla, pues se trata del cerebro de la caldera. Se representa el programador en la figura 31. Figura 31. Control programador Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 109. 74 Limpiar el presurestol: desmontar y limpiar el interior con una brocha y ver que las cápsulas de mercurio no estén rajadas; si lo están, reemplazarlas por nuevas. Revisar cápsulas de mercurio: limpiar el interior del cabezal con una brocha y ver que las cápsulas de mercurio no estén rajadas; si lo están reemplazarlas por nuevas, cuidando de conectarlas de nuevo. Válvulas de seguridad: accionar periódicamente las válvulas de seguridad (figura 32), para evitar que los asientos se peguen y se corra el riesgo que por una sobrepresión no se disparen. Hacerlo tres veces por semana. Figura 32. Válvula de seguridad de accionamiento por sobrepresión Fuente: fotografía tomada en Hospital Nacional Santa Elena. Termómetros: desmontar todos los termómetros que se encuentren en el sistema, remover la suciedad del bulbo sensor y colocarlos de nuevo, aplicándoles teflón para evitar fugas. Para la chimenea consultar con el mecánico de calderas encargado, para que haga las pruebas correspondientes con un termómetro patrón. Ver figura 33. 74 Limpiar el presurestol: desmontar y limpiar el interior con una brocha y ver que las cápsulas de mercurio no estén rajadas; si lo están, reemplazarlas por nuevas. Revisar cápsulas de mercurio: limpiar el interior del cabezal con una brocha y ver que las cápsulas de mercurio no estén rajadas; si lo están reemplazarlas por nuevas, cuidando de conectarlas de nuevo. Válvulas de seguridad: accionar periódicamente las válvulas de seguridad (figura 32), para evitar que los asientos se peguen y se corra el riesgo que por una sobrepresión no se disparen. Hacerlo tres veces por semana. Figura 32. Válvula de seguridad de accionamiento por sobrepresión Fuente: fotografía tomada en Hospital Nacional Santa Elena. Termómetros: desmontar todos los termómetros que se encuentren en el sistema, remover la suciedad del bulbo sensor y colocarlos de nuevo, aplicándoles teflón para evitar fugas. Para la chimenea consultar con el mecánico de calderas encargado, para que haga las pruebas correspondientes con un termómetro patrón. Ver figura 33. 74 Limpiar el presurestol: desmontar y limpiar el interior con una brocha y ver que las cápsulas de mercurio no estén rajadas; si lo están, reemplazarlas por nuevas. Revisar cápsulas de mercurio: limpiar el interior del cabezal con una brocha y ver que las cápsulas de mercurio no estén rajadas; si lo están reemplazarlas por nuevas, cuidando de conectarlas de nuevo. Válvulas de seguridad: accionar periódicamente las válvulas de seguridad (figura 32), para evitar que los asientos se peguen y se corra el riesgo que por una sobrepresión no se disparen. Hacerlo tres veces por semana. Figura 32. Válvula de seguridad de accionamiento por sobrepresión Fuente: fotografía tomada en Hospital Nacional Santa Elena. Termómetros: desmontar todos los termómetros que se encuentren en el sistema, remover la suciedad del bulbo sensor y colocarlos de nuevo, aplicándoles teflón para evitar fugas. Para la chimenea consultar con el mecánico de calderas encargado, para que haga las pruebas correspondientes con un termómetro patrón. Ver figura 33.
- 110. 75 Figura 33. Termómetro Fuente: Manual de mantenimiento de calderas y sistema de distribución de vapor. p. 43. Válvulas en general: ver que no existan fugas en los vástagos de las válvulas de compuerta, de globo, de retención, etc. Si existe, ajustar adecuadamente el prensaestopas; cambiar la estopa si esta ya no sirve y en caso necesario, reemplazar la válvula por una nueva. Cuando se reemplace una válvula verificar que esta sea del diámetro, presión, uso y aplicación requeridos. Ver figura 34. Figura 34. Válvulas de diferente tipo colocadas en la caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 75 Figura 33. Termómetro Fuente: Manual de mantenimiento de calderas y sistema de distribución de vapor. p. 43. Válvulas en general: ver que no existan fugas en los vástagos de las válvulas de compuerta, de globo, de retención, etc. Si existe, ajustar adecuadamente el prensaestopas; cambiar la estopa si esta ya no sirve y en caso necesario, reemplazar la válvula por una nueva. Cuando se reemplace una válvula verificar que esta sea del diámetro, presión, uso y aplicación requeridos. Ver figura 34. Figura 34. Válvulas de diferente tipo colocadas en la caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 75 Figura 33. Termómetro Fuente: Manual de mantenimiento de calderas y sistema de distribución de vapor. p. 43. Válvulas en general: ver que no existan fugas en los vástagos de las válvulas de compuerta, de globo, de retención, etc. Si existe, ajustar adecuadamente el prensaestopas; cambiar la estopa si esta ya no sirve y en caso necesario, reemplazar la válvula por una nueva. Cuando se reemplace una válvula verificar que esta sea del diámetro, presión, uso y aplicación requeridos. Ver figura 34. Figura 34. Válvulas de diferente tipo colocadas en la caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 111. 76 Trampa de vapor de precalentador de combustible: destaparla y remover la suciedad que tenga. Al colocarle la tapa poner nuevo empaque y aplicarle una capa de permatex para asegurar un buen sellado. Ver figura 35. Figura 35. Trampa de vapor de precalentador de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. Limpieza de la chimenea: hasta donde se pueda, limpiar la chimenea en la parte interior para evitar posibles acumulaciones de hollín que podrán dañarla, revisar que no existan filtraciones de agua; si existen, corregirlas inmediatamente. En la figura 36 se ve la parte exterior de la chimenea de una de las calderas de la institución. Figura 36. Chimenea de caldera Fuente: fotografía tomada en Hospital Nacional Santa Elena. 76 Trampa de vapor de precalentador de combustible: destaparla y remover la suciedad que tenga. Al colocarle la tapa poner nuevo empaque y aplicarle una capa de permatex para asegurar un buen sellado. Ver figura 35. Figura 35. Trampa de vapor de precalentador de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. Limpieza de la chimenea: hasta donde se pueda, limpiar la chimenea en la parte interior para evitar posibles acumulaciones de hollín que podrán dañarla, revisar que no existan filtraciones de agua; si existen, corregirlas inmediatamente. En la figura 36 se ve la parte exterior de la chimenea de una de las calderas de la institución. Figura 36. Chimenea de caldera Fuente: fotografía tomada en Hospital Nacional Santa Elena. 76 Trampa de vapor de precalentador de combustible: destaparla y remover la suciedad que tenga. Al colocarle la tapa poner nuevo empaque y aplicarle una capa de permatex para asegurar un buen sellado. Ver figura 35. Figura 35. Trampa de vapor de precalentador de combustible Fuente: fotografía tomada en Hospital Nacional Santa Elena. Limpieza de la chimenea: hasta donde se pueda, limpiar la chimenea en la parte interior para evitar posibles acumulaciones de hollín que podrán dañarla, revisar que no existan filtraciones de agua; si existen, corregirlas inmediatamente. En la figura 36 se ve la parte exterior de la chimenea de una de las calderas de la institución. Figura 36. Chimenea de caldera Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 112. 77 Pintura en general: verificar que la pintura de la caldera se mantenga siempre igual; si existen daños corregirlos lo más pronto posible. Manómetros: para revisión de los manómetros solo se puede realizar con un manómetro patrón, y ver si todavía coincide; de lo contrario es necesario cambiarlo. Ver figura 37 de manómetro de presión de vapor. Figura 37. Manómetro de presión de vapor colocado en caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. La programación de las operaciones necesarias, para poder llevar a cabo el mantenimiento preventivo de las calderas pirotubulares CB, se describe a continuación, ya que cada caldera es alternada cada 6 meses, empezando a principios de año. Se identificó a cada caldera en la tabla de programación como caldera C1 y caldera C2, respectivamente. La tabla de programación está dividida en meses y estos a su vez en semanas, marcando en cada casilla de semana, la programación periódica de mantenimiento que se debe aplicar a los equipos descritos en la sección 3.2. 77 Pintura en general: verificar que la pintura de la caldera se mantenga siempre igual; si existen daños corregirlos lo más pronto posible. Manómetros: para revisión de los manómetros solo se puede realizar con un manómetro patrón, y ver si todavía coincide; de lo contrario es necesario cambiarlo. Ver figura 37 de manómetro de presión de vapor. Figura 37. Manómetro de presión de vapor colocado en caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. La programación de las operaciones necesarias, para poder llevar a cabo el mantenimiento preventivo de las calderas pirotubulares CB, se describe a continuación, ya que cada caldera es alternada cada 6 meses, empezando a principios de año. Se identificó a cada caldera en la tabla de programación como caldera C1 y caldera C2, respectivamente. La tabla de programación está dividida en meses y estos a su vez en semanas, marcando en cada casilla de semana, la programación periódica de mantenimiento que se debe aplicar a los equipos descritos en la sección 3.2. 77 Pintura en general: verificar que la pintura de la caldera se mantenga siempre igual; si existen daños corregirlos lo más pronto posible. Manómetros: para revisión de los manómetros solo se puede realizar con un manómetro patrón, y ver si todavía coincide; de lo contrario es necesario cambiarlo. Ver figura 37 de manómetro de presión de vapor. Figura 37. Manómetro de presión de vapor colocado en caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. La programación de las operaciones necesarias, para poder llevar a cabo el mantenimiento preventivo de las calderas pirotubulares CB, se describe a continuación, ya que cada caldera es alternada cada 6 meses, empezando a principios de año. Se identificó a cada caldera en la tabla de programación como caldera C1 y caldera C2, respectivamente. La tabla de programación está dividida en meses y estos a su vez en semanas, marcando en cada casilla de semana, la programación periódica de mantenimiento que se debe aplicar a los equipos descritos en la sección 3.2.
- 113. 78 Tabla VIII. Programación del mantenimiento de la caldera pirotubular CB C1 del Hospital Nacional Santa Elena ENERO FEBRERO MARZO ABRIL MAYO JUNIO JULIO SEMANAS SEMANAS SEMANAS SEMANAS SEMANAS SEMANAS SEMANAS NOMBRE DE LA OPERACIÓN 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 CHEQUEAR EL QUEMADOR 2 REVISAR LAS BOQUILLAS 3 LIMPIAR EL QUEMADOR 4 LIMPIAR ELECTRODOS 5 REVISAR AISLADORES DE IGNICIÓN 6 REVISAR CABLES DE IGNICIÓN 7 PILOTO DE GAS 8 FOTOCELDA 9 COMBUSTIÓN 10 LIMPIEZA DEL LADO DEL AGUA 11 LIMPIEZA DEL LADO DE FUEGO 12 FUGA EN LOS TUBOS DE FUEGO 13 CONEXIONES Y LÍNEA DE ALIMENTACIÓN 14 REVISIÓN DE MATERIAL REFRACTARIO 15 CAMBIO DE EMPAQUE 16 REVISIÓN DE TUERCAS Y PERNOS 17 FUGAS DE AGUA, VAPOR 18 REVISIÓN DE LÍNEA DE ALIMENTACIÓN 19 LIMPIAR FILTROS DE ALIMENTACIÓN 20 FAJAS DE TRANSMISIÓN 21 ALINEACIÓN DE BOMBA DEL MOTOR 22 REVISIÓN DE BOMBA 23 REVISIÓN DE VÁLVULAS SOLENOIDES 24 LIMPIEZA DE MALLA DEL VENTILADOR 25 LUBRICACIÓN DEL MOTOR VENTILADOR 26 TEMPERATURA DE COJINETES 27 FAJAS DE TRANSMISIÓN 28 VIBRACIONES DEL MOTOR VENTILADOR 29 TUBO DE NIVEL
- 114. 79 Continuación tabla VIII 30 NIVELES DE OPERACIÓN 31 LIMPIEZA DEL FLOTADOR 32 DIAFRAGMA DEL FLOTADOR 33 COLUMNA MC DONELL 34 VÁLVULA DE PURGA DE NIVEL 35 REVISAR TERMINALES 36 LIMPIEZA DE PLATINOS 37 REVISAR FUSIBLES 38 LIMPIAR EL PROGRAMADOR 39 LIMPIAR EL PRESURESTOL 40 REVISAR CÁPSULAS DE MERCURIO 41 REVISAR TERMOSTATOS Y CONTACTORES 42 VÁLVULAS DE SEGURIDAD 43 TERMÓMETROS 44 VÁLVULAS EN GENERAL 45 TRAMPA DE VAPOR DEL PRECALENTADOR 46 LIMPIEZA DE LA CHIMENEA 47 PINTURA GENERAL 48 MANÓMETROS Fuente: elaboración propia. Tabla IX. Programación del mantenimiento de la caldera pirotubular CB C2 del Hospital Nacional Santa Elena JULIO AGOSTO SEPTIEM OCTUBRE NOVIEM DICIEM ENERO SEMANAS SEMANAS SEMANAS SEMANAS SEMANAS SEMANAS SEMANAS NOMBRE DE LA OPERACIÓN 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 2 3 4 1 CHEQUEAR EL QUEMADOR 2 REVISAR LAS BOQUILLAS 3 LIMPIAR EL QUEMADOR 4 LIMPIAR ELECTRODOS 5 REVISAR AISLADORES DE IGNI. 6 REVISAR CABLES DE IGNICIÓN 7 PILOTO DE GAS 8 FOTOCELDA 9 COMBUSTIÓN 10 LIMPIEZA DEL LADO DEL AGUA 11 LIMPIEZA DEL LADO DE FUEGO 12 FUGA EN LOS TUBOS DE FUEGO 13 LÍNEA DE ALIMENTACIÓN
- 115. 80 Continuación tabla IX 14 REVISIÓN DE MATERIAL REFRACTARIO 15 CAMBIO DE EMPAQUE 16 REVISIÓN DE TUERCAS Y PERNOS 17 FUGAS DE AGUA, VAPOR 18 REVISIÓN DE LÍNEA DE ALIMENTACIÓN 19 LIMPIAR FILTROS DE ALIMENTACIÓN 20 FAJAS DE TRANSMISIÓN 21 ALINEACIÓN DE BOMBA DEL MOTOR 22 REVISIÓN DE BOMBA 23 REVISIÓN DE VÁLVULAS SOLENOIDES 24 LIMPIEZA DE MALLA DEL VENTILADOR 25 LUBRICACIÓN DEL MOTOR VENTILADOR 26 TEMPERATURA DE COJINETES 27 FAJAS DE TRANSMISIÓN 28 VIBRACIONES DEL MOTOR VENTILADOR 29 TUBO DE NIVEL 30 NIVELES DE OPERACIÓN 31 LIMPIEZA DEL FLOTADOR 32 DIAFRAGMA DEL FLOTADOR 33 COLUMNA MC DONELL 34 VÁLVULA DE PURGA DE NIVEL 35 REVISAR TERMINALES 36 LIMPIEZA DE PLATINOS 37 REVISAR FUSIBLES 38 LIMPIAR EL PROGRAMADOR 39 LIMPIAR EL PRESURESTOL 40 REVISAR CÁPSULAS DE MERCURIO 41 REVISAR TERMOSTATOS Y CONTACTORES 42 VÁLVULAS DE SEGURIDAD 43 TERMÓMETROS 44 VÁLVULAS EN GENERAL 45 TRAMPA DE VAPOR DEL PRECALENTADOR 46 LIMPIEZA DE LA CHIMENEA 47 PINTURA GENERAL 48 MANÓMETROS Fuente: elaboración propia.
- 116. 81 4......PROGRAMA DE CAPACITACIÓN AL PERSONAL DE OPERACIÓN Y MANTENIMIENTO DE CALDERAS 4.1......Concepto de caldera Una caldera es un equipo generador de vapor que consiste en un recipiente lleno de agua y que está sometido a altas presiones y temperaturas en el cual se encuentran una serie de elementos que permiten mantener controlada tanto la generación como la distribución de vapor. 4.2. Función de una caldera en un hospital La función de la caldera en un hospital es la de abastecer de vapor a todos los equipos que lo requieren para funcionar; en la unidad hospitalaria, entre los equipos que necesitan vapor para funcionar se pueden mencionar los siguientes: autoclaves (equipos para esterilización), lavadoras, secadoras, calentadores de agua para lavandería y cocina, calefacción (calentamiento del ambiente), marmitas (ollas de gran tamaño utilizadas para el cocimiento de los alimentos en grandes cantidades). 4.3. Registro de datos en la caldera El registro de datos de la operación de una caldera es un instrumento valioso para identificar las pérdidas de eficiencia y sus causas. El registro continuo de los datos reales de operación resalta las desviaciones de un funcionamiento normal y sirve para señalar las áreas que necesitan atención.
- 117. 82 Para que la información sea útil, la caldera debe estar operando bajo condiciones estables de carga, de lo contrario, los datos no serían comparables y podrían, al ser evaluados, conducir a conclusiones erróneas. Si la operación normal de una caldera específica requiere de una carga bastante fluctuante, habría que tomar medidas especiales para conseguir condiciones estables de carga. La supresión de las demandas intermitentes de vapor o la transferencia de cargas variables a calderas auxiliares podrían ayudar a nivelar las condiciones de carga. Las grandes plantas de calderas usualmente registran los datos cada hora; las instalaciones pequeñas pueden hacerlo una vez por turno para algunos datos y diaria o semanalmente para otros. El propósito es establecer un programa de recopilación de datos que sea útil para mantener la eficiencia operativa de la instalación dada. En general, un registro completo de la operación de una caldera comprenderá la siguiente información: Datos generales para establecer la producción de vapor: flujo de vapor (lb/hr), presión de vapor, temperatura del agua de alimentación y temperatura del vapor sobrecalentado. Datos del sistema de fuego: tipo de combustible, régimen de flujo de combustible, presión en los quemadores, temperatura del combustible, ajustes del regulador de entrada de aire del quemador (damper), presión diferencial del aire entre la caja de ventilación y el hogar. Indicación del flujo de aire: gas O2 de entrada en el precalentador de aire, gas O2 en la chimenea, registro gráfico del flujo de aire, posición del regulador de aire (damper) y amperaje del ventilador de tiro forzado.
- 118. 83 Temperatura de los gases de chimenea y del aire, gas de salida del economizador o del calentador de aire, temperatura del aire al calentador de aire. Indicación de combustión incompleta: medición del CO, apariencia del humo de chimenea, apariencia de la llama. Presiones del aire y de los gases de chimenea: presión de descarga del ventilador de tiro forzado, presión del hogar, presiones de aire en el calentador de aire y en el lado de los gases. Condiciones anormales: fugas de vapor, vibraciones o ruidos anormales, mal funcionamiento del equipo, exceso de agua de restitución. Operación de purga. Operación de soplado de hollín. 4.4. Purga La purga es el proceso por el cual se controla la concentración de sólidos suspendidos y disueltos en el agua de la caldera, por remoción de parte del agua con alto contenido de sólidos y su reemplazo con agua de alimentación con bajo contenido de sólidos. La purga intermitente del fondo remueve lodos acumulados en las partes inferiores del sistema de la caldera. La purga continua, es realizada en el punto de mayor concentración de sólidos, usualmente desde la parte superior del cuerpo de la misma. Puede ser suficiente llevar a cabo solamente purgas intermitentes del fondo, si el agua de alimentación es, excepcionalmente pura. Esto podría ocurrir en sistemas que retornan un alto porcentaje de condensado al tanque de agua de alimentación. Se lleva a cabo manualmente y, por consiguiente, da al operador la opción de realizar purgas frecuentes de corta duración o menos frecuentes de mayor duración.
- 119. 84 El procedimiento de purgas breves se considera preferible, ya que se desperdicia menos agua que ya ha sido tratada y calentada. La purga continua por otra parte, puede reducir la purga intermitente del fondo que sea necesaria, además causar menos trastornos en los patrones de circulación de agua, especialmente, en el caso de purgas de larga duración. En la tabla X se indican los límites máximos de sólidos recomendados por la Asociación de Fabricantes de Calderas de los Estados Unidos. Tabla X. Límites de sólidos en agua de calderas Cuadro 1 Límites de sólidos en aguas de calderas Presión de salida de la caldera (Psi) Sólidos totales Alcalinidad total (PPM) Sólidos suspendidos PPM Sílice PPM 0-300 301-450 451-600 601-750 751-900 901-1000 1001-1500 3500 3000 2500 2000 1500 1250 1000 700 600 500 400 300 250 200 300 250 150 100 60 40 20 125 90 50 35 20 8 2.5 Fuente: Manual de mantenimiento de calderas y sistema de distribución de vapor. p. 21.
- 120. 85 4.5......Afinación de la caldera Constituye una de las más efectivas acciones de mantenimiento relacionadas con la eficiencia. El objetivo principal es lograr una combustión eficiente mediante una cantidad controlada de exceso de aire. Al mantener este en el nivel práctico más bajo se reduce al mínimo la cantidad de aire que tiene que calentarse a la temperatura de la chimenea, lo cual disminuye a su vez el consumo de combustible. El sistema de control de combustión en la caldera es el medio por el cual la mezcla apropiada de combustible y aire es alimentado al quemador. No es deseable intentar mantener la alimentación de aire a un nivel que proporcione las cantidades estequiométricas exactas de oxígeno, ya que aunque este sería el punto de óptima eficiencia, casi siempre es necesario mantener un margen de exceso de aire en previsión de: posibles variaciones de las propiedades de los combustibles y las condiciones del ambiente, deterioro normal de las piezas de control, la no repetitividad de los ajustes de control y los rápidos cambios en el régimen de encendido. Además el equipo de combustión debe ser ajustado y mantenido apropiadamente a fin de asegurar una combustión eficiente. Los requisitos de exceso de aire pueden ser afectados por numerosos factores relacionados con los quemadores, tales como: la ubicación del dispersor, la posición de la rejilla del aire, la temperatura y las presiones de aspersión del aceite combustible, la temperatura del aire primario. Una afinación menor debe incluir una revisión de la operación del control automático de aire y combustible, dentro de sus límites completos de operación.
- 121. 86 Asimismo, debe incluir medidas de temperatura, O2, CO2 y CO en la chimenea, y una observación ocular de las condiciones del hogar. Una afinación más completa involucraría un paro de la caldera y una inspección completa de refractarios, tubos del horno, compuertas, partes del quemador, instrumentos de control, válvulas y reguladores de combustible. 4.6. Limpieza de los tubos de la caldera Con el objeto de asegurar una buena transferencia de calor en la caldera, es necesario mantener los tubos libres de depósitos e incrustaciones. Una mala condición del encendido en el quemador es generalmente la causa principal de los depósitos dentro de los tubos en una caldera pirotubular. Los sedimentos del lado del agua se deben principalmente a un tratamiento inadecuado del agua. Una regla práctica generalizada, que permite estimar la pérdida resultante de eficiencia en una caldera es la siguiente: por cada 40°F de aumento en la temperatura de los gases de chimenea, ocurre una pérdida de eficiencia del 1%. 4.6.1. Limpieza lado de agua La suciedad en la superficie de los tubos en contacto con agua retardará la transmisión de calor y aumentará la temperatura de los tubos metálicos debido al efecto aislante de las incrustaciones. Cuando los tubos permanecen limpios por el lado de los gases el aumento de la temperatura de la chimenea podría estar indicando que hay suciedad en el lado de agua de estos tubos.
- 122. 87 Aun cuando el efecto más importante de la suciedad de los tubos por el lado del agua es un aumento de la probabilidad de una falla mecánica de los tubos, pueden ser sustanciales además las pérdidas de eficiencia debidas a la reducción de la transmisión de calor. Un programa adecuado de tratamiento del agua reducirá al mínimo el desperdicio de combustible debido a la suciedad de los tubos al eliminar, parcial o totalmente las impurezas que forman incrustaciones y que se introducen con el agua fresca de alimentación o agua de restitución. 4.6.2. Limpieza lado de fuego La suciedad de las superficies de tubos del lado de fuego se traducirá en un aumento de las temperaturas de los gases de combustión en comparación con las condiciones limpias a regímenes de alimentación y niveles de exceso de aire similares. En la figura 40 se indica que la pérdida resultante en la eficiencia de la caldera es del orden del 1% por cada aumento de 40 °F en la temperatura de los gases de chimenea. Así el sobrecosto que ocasiona el ensuciamiento de las superficies de los tubos del lado de fuego puede calcularse con base en el aumento de la temperatura limpia como base de referencia. 4.7. Operación eficiente de la caldera El objetivo de esta sección es revisar los parámetros importantes que afectan o limitan la eficiencia de una caldera. Dentro de ellos se puede mencionar los siguientes: La magnitud de la disminución de eficiencia y de la pérdida económica que se deriva de procedimientos inadecuados de operación y mantenimiento de una caldera.
- 123. 88 Las mejoras de la eficiencia y los ahorros económicos que podrían resultar de modificaciones al equipo utilizado corrientemente. La discusión se limitará estrictamente a los efectos de los factores relacionados con la eficiencia de operación de la caldera, con atención en los detalles de las técnicas adecuadas de operación y mantenimiento. 4.7.1. Eficiencia de una caldera La eficiencia se define como la razón entre el calor absorbido por el agua de alimentación al convertirse en vapor en la caldera y la energía total disponible del combustible suministrado. Es decir, la eficiencia es una medida del aprovechamiento de combustible por la caldera, al generar una determinada cantidad de vapor. No es económicamente factible la fabricación de una caldera que funcione con muy pocas pérdidas de calor o sin ellas y por consiguiente la eficiencia de una caldera siempre es menor del 100%. No obstante, algunas de las pérdidas de calor pueden reducirse al mínimo o eliminarse mediante prácticas apropiadas de operación y mantenimiento. Las mejoras en la eficiencia de una caldera son, principalmente, el resultado de reducciones de las pérdidas de energía térmica en los gases de chimenea y en el agua expelida. La eficiencia de una caldera se expresa frecuentemente como el 100% menos las pérdidas totales en porcentaje. La eficiencia máxima se obtiene cuando la combustión es completa y se reducen al mínimo las pérdidas de calor.
- 124. 89 El medio directo para mejorar el rendimiento consiste en identificar las pérdidas, su magnitud relativa y luego concentrarse en las pérdidas predominantes que gobiernan la baja eficiencia. El término eficiencia de combustión se usa muy a menudo como sinónimo de eficiencia de caldera, aunque su definición no es la misma. La eficiencia de combustión se expresa como el 100% menos la suma de las pérdidas por gases secos de chimenea y las pérdidas por humedad en dichos gases. Este punto de vista no toma en cuenta las pérdidas de combustible como tal, las pérdidas por transmisión de calor en la superficie de las calderas, ni las pérdidas por purgas. Aunque estas pérdidas son pequeñas en comparación con la suma de la pérdida de los gases de chimenea y la humedad de estos, su efecto total será, siempre que la eficiencia de caldera que sí toma en cuenta tales pérdidas, sea menor que la eficiencia de combustión. 4.7.2. Parámetros que afectan la eficiencia de una caldera A continuación se detalla cada uno de los parámetros que afectan la eficiencia de una caldera: Nivel de exceso de aire: la eficiencia de una caldera depende en mucho del nivel real de exceso de aire. Podría parecer extraño que a mayor exceso de aire corresponda una mayor temperatura de los gases de chimenea, ya que intuitivamente, se creería que en tal caso mayores cantidades de aire se mezclarían con la llama y la enfriarían, lo cual daría por resultados menores temperaturas de los gases de chimenea.
- 125. 90 En la práctica, sin embargo, ocurre lo contrario. Primero debe indicarse que el exceso de aire, sí enfría la llama y el horno simultáneamente, para mantener el régimen de producción de vapor, la caldera quema más combustible y proporcionalmente, alimenta más aire a través del quemador. Ambos factores, el aumento del flujo de aire y la disminución de la temperatura de la llama, afectan distintamente los mecanismos por medio de los cuales el calor se transmite a los tubos de la caldera. La radiación es el mecanismo de transmisión (por convección aumenta) de calor dominante y dado que esta se reduce más de lo que la transmisión por convección aumenta, el resultado neto es que se transfiere menos calor a los tubos de la caldera a mayores excesos de aire, lo cual trae como consecuencia un aumento de la temperatura de los gases de chimenea. Esto contribuye a disminuir la eficiencia de la combustión y de la caldera en general. De todo lo anterior, se deduce que es importante que el exceso de aire, deba mantenerse a un mínimo dentro del intervalo completo de operación de la caldera. En la mayoría de las calderas es necesario mantener un margen de exceso de aire superior al nivel mínimo a fin de compensar las variaciones de las características de los combustibles, la no reproducibilidad de los ajustes de control, el desgaste normal de las piezas de control y los rápidos cambios en el régimen de alimentación. Régimen de fuego: la figura 38 muestra que ocurren importantes cambios en las pérdidas de eficiencia de las calderas de vapor al variar el régimen de fuego o régimen de producción de vapor. Especialmente, obvias son las pérdidas por radiación que aumenta al decrecer esos regímenes.
- 126. 91 Las características de las pérdidas de eficiencia mostradas, son representativas de muchas calderas industriales. Figura 38. Variación en pérdidas de eficiencia de caldera a distintos regímenes de fuego o porcentajes Fuente: ICAITI. Energigrama. p. 19. Temperatura de los gases de chimenea: esta sigue en orden de importancia, al nivel de exceso de aire. En la figura 39 se muestra la variación de la eficiencia de combustión en función de la temperatura de los gases de combustión con distintos niveles de exceso de aire. La temperatura de los gases de chimenea no debe reducirse por debajo de su punto de rocío o temperatura de condensación, ya que eso causaría problemas de corrosión y provocaría una disminución del tiro de la chimenea. Por estas razones se considera como no recuperable la pérdida de la eficiencia debido a la humedad de los gases de chimenea, la cual es bastante grande.
- 127. 92 Figura 39. Variación en la eficiencia de combustión con la temperatura de gases de chimenea para diferentes niveles de exceso de aire Fuente: ICAITI. Energigrama. p. 21. Temperatura del agua de alimentación: la eficiencia de la caldera aumenta con la elevación de la temperatura del agua de alimentación en forma lineal. Temperatura del aire de combustión: la eficiencia de la caldera aumenta con el ascenso de la temperatura del aire de combustión en forma lineal. Suciedad de las superficies de transmisión de calor: las superficies internas de los tubos en una caldera pirotubular, inhiben la transmisión de calor de los productos de combustión al agua de la caldera, conduciendo a menores eficiencias al igual que los depósitos en el lado del agua, que resultan del tratamiento inadecuado del agua de alimentación.
- 128. 93 Sin embargo, para el caso de la acumulación de incrustaciones en el lado del agua, existe mucha probabilidad de que ocurran fallas en los tubos debidas al sobrecalentamiento, antes de que se manifieste alguna pérdida sustancial de eficiencia. En la figura 40 se indica que la pérdida resultante en la eficiencia de la caldera es del orden del 1% por cada aumento de 40 °F en la temperatura de los gases de chimenea. Figura 40. Pérdida de eficiencia por incremento de la temperatura Fuente: ICAITI. Energigrama. p. 26. Presión de vapor: el reducir la presión del vapor no se considera generalmente como un método para mejorar la eficiencia, pero en las instalaciones de calderas en que sea práctica la reducción, puede ser un medio eficaz para ahorrar de 1 a 2% el costo del combustible. Una parte de estos ahorros son el resultado de operar a menores temperaturas de chimenea con el aumento asociado en la eficiencia de la caldera.
- 129. 94 Menores presiones de vapor dan temperaturas más bajas de vapor saturado y en los casos sin recuperación del calor de chimenea, se obtendrá una reducción de presión de vapor que dependerá de los niveles de presión específicos involucrados, ya que no es lineal la relación entre la presión de vapor saturado y la temperatura del vapor. En la figura 41 se muestra la magnitud de la mejora de eficiencia que cabe esperar al bajar la presión de operación de una caldera. Otros beneficios asociados, redundan en menor consumo de combustible; menores pérdidas de calor por radiación de las tuberías de vapor, menos fugas en las bridas y empaquetaduras y reducción del consumo de energía de la bomba de alimentación de la caldera. La magnitud de la reducción de la presión puede estar limitada por los requisitos para el vapor de proceso o por el diseño de la caldera. Figura 41. Mejora de la eficiencia por reducción de la presión de operación de la caldera Fuente: ICAITI. Energigrama. p. 29.
- 130. 95 Pérdidas de calor en el exterior de la caldera: son muy difíciles de reducir desde un punto de vista económico. Las pérdidas por convección y radiación en la envoltura de la caldera tienden a aumentar con la reducción de la carga y pueden alcanzar hasta un 7% para instalaciones pequeñas o unidades mayores que operan a cargas reducidas. Las temperaturas en las superficies desnudas de una caldera varían entre la temperatura de saturación en las superficies expuestas de los tubos y las temperaturas del aire y el fuego en las superficies de los ductos. Previo a la instalación de material aislante, debe efectuarse un análisis completo de ingeniería sobre las condiciones existentes y el ahorro potencial de energía. Combustible: un cambio o conversión del combustible no es generalmente un medio corriente de conservación de energía, ya que en este aspecto intervienen otros factores tales como disponibilidad, costos, facilidad de almacenamiento, manejo y equipo de combustión, consideraciones ambientales o problemas de operación y mantenimiento. Sin embargo, los cambios de combustible pueden afectar considerablemente el costo total de la generación de vapor. 4.7.3. Tratamiento de agua para calderas Una de las causas más comunes de fallas de calderas, cuando se presentan, es un tratamiento inadecuado del agua de alimentación. No es práctico recomendar un tratamiento universal del agua de alimentación, ya que la composición del agua varía de una región a otra y aún de las diversas fuentes en una misma localidad, haciendo de cada uno un caso especial que ha de estudiarse por separado.
- 131. 96 Todas las calderas, ya sean de alta o baja presión o de agua caliente deben ser supervisadas por un químico confiable especializado en tratamientos de agua para calderas, quien debe hacer un programa del tratamiento, frecuencia y duración de purgas, así como los lavados interiores. Un problema frecuente en el mantenimiento de las calderas son las incrustaciones que se forman. Estas son depósitos adherentes sobre las superficies metálicas de calderas, que se producen durante el proceso de evaporación. Es mayor donde la temperatura de los gases es más elevada. Al evaporarse parte del agua, las sustancias contaminantes se concentran, en la fase líquida del film o película, sobre el metal. Los componentes solubles se disuelven fácilmente en el líquido que reemplaza a la burbuja de vapor anteriormente formada y las sustancias insolubles tienden a precipitar sobre la tubería. La formación de incrustaciones es asociada con la dureza: calcio y magnesio; existen otras impurezas tales como el hierro, bario, estroncio o sílice, de similar importancia. Las incrustaciones pueden ser: lodos y depósitos sedimentarios, depósitos tipo incrustación e incrustaciones verdaderas. Las incrustaciones son peligrosas porque tienen una conductividad térmica inferior a la del hierro. Al incrementarse actúan como un aislante, generando una transmisión de calor deficiente. Ocurre sobrecalentamiento en el metal por debajo de la incrustación, es más seria en la caldera de tubos de agua que en la de tubos de humo.
- 132. 97 Un recubrimiento de incrustación de 1.6 mm de espesor en tubos de agua expuestos al calor radiante puede producir la rotura del tubo, mientras que depósitos mayores en los tubos de fuego pueden producir pérdidas de eficiencia, aunque no son peligrosas. Las incrustaciones en la tubería o en las calderas, pueden provocar los siguientes efectos: La temperatura de los humos a la salida de las calderas (de tubos de humo) aumenta en detrimento del rendimiento calorífico; el consumo de combustible y el precio del vapor aumentan paralelamente. La capacidad de vaporización disminuye. El hierro es sobrecalentado, su resistencia mecánica disminuye, se producen deformaciones, quebraduras que son resultado de las roturas de los tubos. A consecuencia de la porosidad de las incrustaciones, cuando el agua entra en contacto con el hierro sobrecalentado, aumenta su concentración en sosa cáustica y provoca corrosiones; al disociarse el oxígeno naciente, ataca el hierro. Si un trozo de sarro, de una cierta superficie se separa, la violenta vaporización del agua que contacta con el metal caliente puede provocar que los tubos estallen. La incrustación bloquea la acción adecuada de los controles como el McDonnell (o nivel de agua) e incluso válvulas de seguridad. La variación del espesor de incrustaciones, es directamente proporcional, a la pérdida de energía, relacionada con el gasto extra de combustible.
- 133. 98 A mayor espesor de incrustaciones mayor el gasto de combustible para transferir calor y producir la misma cantidad de vapor. La corrosión también es un ataque químico al metal de la caldera, pues lo debilita hasta convertirlo en un óxido. La reacción del hierro de la caldera y el agua se acelera con el oxígeno, los óxidos ferrosos de forma localizada originan poros en el metal. El oxígeno reacciona con el hidrógeno permitiendo la disolución gradual de más hierro. Las picaduras son acusadas en zonas sometidas a esfuerzos durante la fabricación de la caldera, tales como las soldaduras, secciones trabajadas en frío o discontinuidades del metal. Puede mencionarse además el arrastre de agua y materias minerales por el vapor, el cual es causado por tres fenómenos: la espuma, el arrastre del agua propiamente dicho y el arrastre de agua por el vapor. En el primero de los casos las burbujas estallan unas después de otras liberando las gotas de líquido; en el segundo, las burbujas de vapor ascienden directamente a la superficie arrastrando vesículas de líquido que se liberan. El más grave de los fenómenos es el arrastre del agua por el vapor, en particular si el vapor se utiliza para producir energía, dado que provoca accidentes mecánicos en las turbinas. Un nivel de agua por encima de las superficies de calentamiento, presión de marcha excesiva, gran velocidad de salida del balón de vapor, demanda excesiva de vapor, son factores que favorecen al arrastre.
- 134. 99 Al agua de las calderas debe dársele un tratamiento especial. La adición de ingredientes químicos al agua de calderas como tratamiento interno diario, no consiste solamente en dosificarlos y purgar la unidad; un buen programa de tratamiento abarca más. El producto químico combinado con un programa de dosificación, control y monitoreo, asegura: Una adecuada protección al circuito de vapor con un óptimo rendimiento operativo. Mantener los parámetros dentro del rango correspondiente, con el objeto de incrementar la vida útil de las unidades. El mantenimiento programado a las unidades generadoras de vapor que han recibido tratamientos efectivos, consistirá únicamente en ajustes mecánicos y eléctricos, limpieza del hollín, cambio de empaques en tapaderas para inspección visual del lado del agua, y una ligera limpieza con bombas de agua para el banco de tubos y espejos; estos últimos deben presentarse libres de depósitos incrustantes, ataques corrosivos o de cualquier material indeseado que interfiera con la transferencia de calor. Una superficie de intercambio bien tratada representa minimizar el costo de mantenimiento por avería o corrección, horas extras y reducir tiempos muertos que impiden la programación de producción; ventajas que al final se convierten en beneficios para la empresa. El costo por falla total, o parcial de los tubos, es exageradamente más alto comparado con el costo mensual de un programa de tratamiento del agua.
- 135. 100 El valor de estas unidades nuevas (calderas), dependiendo de los requerimientos de presión, temperatura, variaciones de carga y sistemas de combustión, van desde Q 500 000,00 hasta Q 3 000 000,00 o más. La calidad del agua del pozo que va a alimentar la caldera, necesita regular los agentes activos para estandarizar las variables. La cantidad requerida de productos químicos está gobernada por: Tamaño de la caldera (en HP) Horas de trabajo diario Presión de trabajo de la caldera Producción de vapor/hora Porcentaje en retorno de condensado Concentración de parámetros químicos en el agua de aporte (dureza, alcalinidad, sílice, hierro cloruros, pH y total de sólidos disueltos) Las calderas, de acuerdo con su tamaño, tienen mayor capacidad de almacenar agua, por lo tanto, necesitarán más cantidad de productos que logren mantener condiciones adecuadas. Un porcentaje alto de retorno de condensado genera mejor calidad en el agua al mezclarse con el agua de aporte; la dosificación tendrá variantes para la estabilización de parámetros. El horario de trabajo de una caldera regula el consumo de productos en dosificación; una operación de 24 horas gasta mayor cantidad que un proceso de 10 o 12 horas/día, en producción de vapor.
- 136. 101 La concentración de contaminantes del agua que va a alimentar la caldera es factor indispensable de medición, para cuantificar las cantidades de ingredientes activos que neutralizarán los efectos de las impurezas y no sobredosificar causando daños. 4.8. Sistema de alimentación de agua Uno de los factores principales para la operación óptima de la caldera, es el suministro adecuado del agua. Por la necesidad de mantener un nivel constante dentro de la caldera, y para que no ocurra una falla de alguna de sus partes, todo sistema efectivo de alimentación debe contar con recepción de condensados y equipo de bombeo. 4.8.1. Sistema de recepción de condensado La cantidad de agua que alimenta a una caldera es la del vapor que se produce; por lo tanto, la reserva debe ser proporcional a la capacidad de la caldera. Se recomienda que la cantidad de agua por almacenar, sea la mínima para sostener la evaporación en la caldera por lo menos durante 20 minutos. El agua de alimentación de calderas debe estar a la temperatura más alta manejable, para evitar problemas de dilatación, contracciones y choques térmicos dentro de las mismas. Por tal razón se utiliza el mismo tanque para almacenar la reserva mínima y recibir el retorno de condensados. El sistema de recepción de condensado empieza por la recolección a partir de las trampas de vapor; después la conducción por la red de tuberías de retorno y termina con el tanque de condensado.
- 137. 102 Una trampa de vapor es una válvula automática cuyas funciones son: drenar el condensado, eliminar los gases no condensables y cualquier suciedad en el vapor y/o en el condensado y no permitir el escape de vapor. El tanque de almacenamiento de agua de alimentación se emplea a su vez como tanque de recepción de condensado, ver figura 42. La reserva mínima de agua debe variar entre el 60 y 70% del volumen del tanque, lo que se puede apreciar en el cristal del nivel. Los retornos del condensado pueden descargar libremente en el tanque para calentar el agua de alimentación; la temperatura del agua se observa en un termómetro que tiene instalado el tanque. Para reponer el agua que se pierde en el sistema de generación y distribución del vapor, el tanque tiene una línea de alimentación de agua tratada, que se controla por medio de una válvula de flotador. En caso de que el retorno de condensado sea en gran cantidad, el tanque cuenta con un rebosadero que va directo al drenaje. Por último, el tanque tiene una tubería abierta a la atmósfera para eliminar los gases no condensables, y evitar las presiones internas del tanque por la evaporación instantánea de ciertas cantidades de condensado.
- 138. 103 Figura 42. Tanque de condensados de caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 4.8.2. Sistema de bombeo Para alimentar las calderas de tubos de humo, se emplean bombas de tipo turbina, porque operan intermitentemente y descargan en la caldera sin más restricción que la presión interna de la caldera. Ver figura 43. Figura 43. Bomba tipo turbina acoplada a un motor eléctrico Fuente: fotografía tomada en Hospital Nacional Santa Elena. 103 Figura 42. Tanque de condensados de caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 4.8.2. Sistema de bombeo Para alimentar las calderas de tubos de humo, se emplean bombas de tipo turbina, porque operan intermitentemente y descargan en la caldera sin más restricción que la presión interna de la caldera. Ver figura 43. Figura 43. Bomba tipo turbina acoplada a un motor eléctrico Fuente: fotografía tomada en Hospital Nacional Santa Elena. 103 Figura 42. Tanque de condensados de caldera CB Fuente: fotografía tomada en Hospital Nacional Santa Elena. 4.8.2. Sistema de bombeo Para alimentar las calderas de tubos de humo, se emplean bombas de tipo turbina, porque operan intermitentemente y descargan en la caldera sin más restricción que la presión interna de la caldera. Ver figura 43. Figura 43. Bomba tipo turbina acoplada a un motor eléctrico Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 139. 104 4.9......Sistema de alimentación de combustible Los componentes principales en el sistema de alimentación de combustible en el cuarto de calderas, de acuerdo con los fluidos que están interviniendo en la combustión se describen a continuación. Línea de combustible o Bomba de combustible o Calentador eléctrico o Control mecánico del combustible o Tirador del combustible o Válvulas solenoides de combustible o Termostatos para el calentador de vapor Línea de atomización o Compresor de aire de atomización o Válvula de purga de aire Línea de vapor o Válvula reguladora de presión de vapor o Válvula solenoide para vapor o Calentador a vapor o Trampa de vapor
- 140. 105 Aire de combustión o Ventilador o Damper Gas propano o Válvula reguladora de presión y solenoide o Manómetro Bomba de combustible La bomba de combustible (Bunker) es de desplazamiento positivo de tipo engranajes. Deberá trabajar a velocidad lenta (300 rpm a 350 rpm), por lo tanto se hace necesario montar una transmisión reductora de poleas. Su instalación más común se presenta en la figura 44 y su transmisión mecánica a través de poleas en la figura 45. Figura 44. Instalación típica de una bomba de combustible (Bunker) Fuente: Manual de operación y mantenimiento de calderas CB. p. 39.
- 141. 106 Figura 45. Transmisión mecánica de la bomba de combustible a través de poleas Fuente: Manual de operación y mantenimiento de calderas CB. p. 43. Calentador de combustible Estos son utilizados para reducir la viscosidad del combustible a 200 s.s.u. aproximadamente. El calentador a vapor utiliza el mismo vapor de la caldera a una presión de 30 psi, aproximadamente. Control mecánico de combustible A este comúnmente se le llama maniful de combustible, sirve para graduar la cantidad de combustible que pasa al quemador y consta de 2 válvulas de paso, 2 manómetros para verificar presión (50 psi), una leva reguladora de combustible y un termómetro que debe leer 90 ºC, aproximadamente.
- 142. 107 Tirador de combustible Llamado comúnmente cañón del quemador; aquí está ubicada la boquilla que regula la cantidad de combustible. Es la parte más larga para que el combustible sea depositado directamente en la cámara de combustión. Válvulas solenoides para bunker Estas son las que permiten el paso del combustible al quemador y son energizadas por contactos en el programador de acuerdo con el ciclo de funcionamiento en que se esté operando la caldera. Termostatos para el calentador de vapor Estos son interruptores de temperatura y sirven para que el combustible mantenga la temperatura adecuada (90 ºC) para su combustión. Línea de aire de atomización La atomización es necesaria para garantizar una combustión efectiva y evitar así el desperdicio de combustible, pues es muy importante garantizar la eficiencia de los accesorios y equipos utilizados para la producción de vapor. Este sistema consta de dos partes importantes que son: el compresor de aire y la válvula de purga de aire. El compresor proporciona el aire de atomización y la válvula sirve para drenar el aire que pudiera ser acumulado en la línea de combustible, para evitar así que se forme vacío en la bomba de combustible y que posteriormente pueda afectar el buen funcionamiento de la bomba.
- 143. 108 Válvula reguladora de presión de vapor Esta válvula sirve para regular la presión del vapor necesario para calentar el combustible y al mismo tiempo evitar un sobrecalentamiento en el combustible. Se regulará la presión según la lectura que se observe, hasta hacerla coincidir con la deseada, que es de aproximadamente 110 psi. Válvula solenoide para vapor Esta válvula es accionada por el control de presión de la caldera y permite el paso de vapor al precalentador cuando la caldera proporciona una presión de 75 psi. Ventilador Montado en la parte delantera de la caldera, durante la operación la presión del aire aumenta en la parte superior de la caldera y este es forzado por el disco difusor para mezclarse completamente con el combustible, con el objetivo de efectuar una buena combustión. El abastecimiento de aire secundario se gobierna por medio de la regulación automática del ventilador. Damper Este mecanismo proporciona la cantidad adecuada de aire del ambiente para la proporción aire combustible en todo el campo del fogueo; es también llamado registro rotatorio de aire.
- 144. 109 Válvula reguladora de gas Sirve para asegurar que la cantidad de gas sea la suficiente para generar una buena llama piloto. Generalmente la válvula está diseñada para regular el flujo adecuado del gas. Válvula solenoide de gas Es accionada por el programador y abre el paso del gas según el ciclo de funcionamiento de la caldera. Manómetro de gas Sirve para medir la presión del gas propano, aproximadamente debe leer 20 psi. Es importante mencionar que existen calderas que funcionan por medio de diesel y estas a diferencia de las que funcionan por medio de bunker, no necesitan de precalentadores ya que este combustible es mucho más inflamable. Instalación del tanque de combustible a la caldera Este se encuentra fuera del cuarto de calderas y es subterráneo, tiene una capacidad de almacenamiento de 3,000 galones. Aproximadamente, se consumen entre 88 y 93 galones de bunker diarios; este dato fue obtenido mediante un análisis de consumo de combustible diario. Los accesorios utilizados en esta instalación son:
- 145. 110 o Dos válvulas de cheque, para controlar el paso del combustible, ya sea dejando el paso libre o por el contrario no permitirle el paso restringiéndolo, o cuando se requiera darle mantenimiento a la bomba, esto puede darse tanto en succión como en retorno. Se utiliza este tipo de válvulas porque existe necesidad de regular el flujo de combustible y porque además generan menores pérdidas, van colocadas una a la salida del tanque y otra a la entrada de la bomba. o Un filtro para evitar que las impurezas del tanque lleguen a la bomba y disminuyan su capacidad de bombeo. Además, los accesorios como codos, tees, uniones universales y reductoras, deben utilizarse lo menos posible por las pérdidas. Lleva colocada una válvula de retención en la línea se succión en el tramo horizontal. El retorno de la bomba es del mismo diámetro que el de succión. La tubería de retorno está conectada con la tubería de succión a una distancia intermedia a través de un depósito, e instalada en la parte superior. La siguiente figura muestra la instalación y tubería del tanque de combustible. Figura 46. Ubicación y tubería del tanque de combustible subterráneo Fuente: fotografía tomada en Hospital Nacional Santa Elena. 110 o Dos válvulas de cheque, para controlar el paso del combustible, ya sea dejando el paso libre o por el contrario no permitirle el paso restringiéndolo, o cuando se requiera darle mantenimiento a la bomba, esto puede darse tanto en succión como en retorno. Se utiliza este tipo de válvulas porque existe necesidad de regular el flujo de combustible y porque además generan menores pérdidas, van colocadas una a la salida del tanque y otra a la entrada de la bomba. o Un filtro para evitar que las impurezas del tanque lleguen a la bomba y disminuyan su capacidad de bombeo. Además, los accesorios como codos, tees, uniones universales y reductoras, deben utilizarse lo menos posible por las pérdidas. Lleva colocada una válvula de retención en la línea se succión en el tramo horizontal. El retorno de la bomba es del mismo diámetro que el de succión. La tubería de retorno está conectada con la tubería de succión a una distancia intermedia a través de un depósito, e instalada en la parte superior. La siguiente figura muestra la instalación y tubería del tanque de combustible. Figura 46. Ubicación y tubería del tanque de combustible subterráneo Fuente: fotografía tomada en Hospital Nacional Santa Elena. 110 o Dos válvulas de cheque, para controlar el paso del combustible, ya sea dejando el paso libre o por el contrario no permitirle el paso restringiéndolo, o cuando se requiera darle mantenimiento a la bomba, esto puede darse tanto en succión como en retorno. Se utiliza este tipo de válvulas porque existe necesidad de regular el flujo de combustible y porque además generan menores pérdidas, van colocadas una a la salida del tanque y otra a la entrada de la bomba. o Un filtro para evitar que las impurezas del tanque lleguen a la bomba y disminuyan su capacidad de bombeo. Además, los accesorios como codos, tees, uniones universales y reductoras, deben utilizarse lo menos posible por las pérdidas. Lleva colocada una válvula de retención en la línea se succión en el tramo horizontal. El retorno de la bomba es del mismo diámetro que el de succión. La tubería de retorno está conectada con la tubería de succión a una distancia intermedia a través de un depósito, e instalada en la parte superior. La siguiente figura muestra la instalación y tubería del tanque de combustible. Figura 46. Ubicación y tubería del tanque de combustible subterráneo Fuente: fotografía tomada en Hospital Nacional Santa Elena.
- 146. 111 4.10......Seguridad en el área de calderas La seguridad se encarga de evitar que los trabajadores de una empresa sufran accidentes de trabajo. La higiene industrial es la ciencia dedicada a la participación, reconocimiento, evaluación y control de aquellos factores o elementos estresantes del ambiente en el lugar de trabajo, los cuales pueden causar enfermedad, deterioro de la salud, incomodidad e ineficiencia de importancia entre trabajadores. Reglas generales sobre la manera como se debe obrar o hacer una cosa, para prevenir o eliminar los peligros o reducirlos a niveles aceptables en función de la salud y la seguridad de los empleados, y partes involucradas. Orden y limpieza El orden y limpieza es parte de la prevención de los riesgos; son de gran importancia, ya que la falta de los mismos en los centros laborales son las causas de un gran número de accidentes. Con orden, limpieza y la prevención de riesgos de trabajo se obtiene un ambiente más agradable para el desarrollo de las actividades laborales. Normas de seguridad en el área de calderas El personal de operación y mantenimiento de calderas sabe que estas son potencialmente peligrosas; los operadores de calderas deben inspeccionar las calderas con frecuencia en búsqueda de fugas, combustión correcta, funcionamiento de los dispositivos deseguridad e indicadores, así como otras
- 147. 112 funciones tales como mantener el área libre de obstáculospara garantizar una pronta reacciónen caso de un accidente y utilizar un adecuado equipo de protección personal al estar en el área de calderas; para esto se debe seguir un normativo aplicable en el área al momento de operar la caldera y realizar mantenimiento a la misma. Este normativo se describe a continuación: o Antes de manejar conexiones eléctricas, reparaciones y ajustes, desconectar el interruptor eléctrico y colocar la etiqueta de aviso. o Los alambres o conductores que se encuentren sueltos deben considerarse con corriente o vivos. o Los cables de alimentación eléctrica deben estar protegidos con un aislante y si es necesario entubados. o Los tableros eléctricos deben permanecer cerrados y libres de exposición con agua u otro agente que puedan dañarlos. o Evitar el contacto con aristas, ángulos vivos y superficies calientes. o Asegurarse que termómetros, manómetros y válvulas estén en buenas condiciones y en funcionamiento. o Al realizar un mantenimiento, se debe circular el área para evitar el ingreso de personas ajenas, y colocar los respectivos avisos. o Antes de iniciar un mantenimiento en la tubería de vapor, primero asegurarse de cerrar las válvulas respectivas y despresurizar la tubería. o Evitar fugas en los diferentes accesorios del equipo y formaciones de películas de agua y/o combustibles en el piso. o Mantener manos, brazos, y demás partes del cuerpo así como las prendas de vestir, lejos de piezas calientes o en movimiento. o Evitar todos los contactos del cuerpo con aceites y combustibles. O Las piezas en movimiento deberán permanecer con su respectiva rejilla protectora.
- 148. 113 O No operar una de las calderas cuando presente fugas de vapor, combustibles, agua o gases de combustión, así como la mala operación de algún dispositivo de seguridad. o Al momento de realizar un mantenimiento en el interior de la caldera, una persona debe quedarse afuera para emergencias. o Revisar siempre el nivel del agua como mínimo una vez al día y antes de encender una caldera. o Nunca encender una caldera sin haber revisado todas las válvulas y que las válvulas de seguridad estén cerradas. o No abrir una válvula bajo presión rápidamente, para evitar daños de golpe de ariete en las tuberías. O No subir la presión de una caldera sin haber revisado las válvulas de seguridad. o Nunca reemplazar las válvulas de seguridad con una de mayor capacidad. o No ajustar una tuerca o rosca que esté bajo presión de vapor o de aire. o No permitir que, personas no autorizadas utilicen el equipo de la planta de vapor, si no sufren daños así mismos, se lo pueden causar a otras personas. o El equipo deberá mantenerse en óptimas condiciones de operación y de presentación. o El área de calderas deberá estar dotada de un sistema de extinción de fuego que contenga extinguidores tipo BC, así como uno de señalización, indicando que es prohibido fumar en el área y que existen productos inflamables. Ver figura 47.
- 149. 114 Figura 47. Extintores y señales de seguridad industrial Fuente: Sintra. Seguridad Industrial Integral. www.sintraseguridad.com/senaliz.htm Orden y limpieza Después de realizar un mantenimiento preventivo el área de calderas debe quedar libre de material sobrante y herramienta utilizada. No dejar que se acumulen sedimentos en el nivel o conexiones de la columna de agua. El operador es encargado de realizar el respectivo mantenimiento de limpieza en el área de calderas. Equipo de protección personal Utilizar guantes de piel, para protección contra riesgo mecánico, eléctrico y térmico. Utilizar cascos de seguridad, para proteger la cabeza contra impactos, fuego y productos químicos. Utilizar protección auditiva, en presencia de altos niveles de ruido. 114 Figura 47. Extintores y señales de seguridad industrial Fuente: Sintra. Seguridad Industrial Integral. www.sintraseguridad.com/senaliz.htm Orden y limpieza Después de realizar un mantenimiento preventivo el área de calderas debe quedar libre de material sobrante y herramienta utilizada. No dejar que se acumulen sedimentos en el nivel o conexiones de la columna de agua. El operador es encargado de realizar el respectivo mantenimiento de limpieza en el área de calderas. Equipo de protección personal Utilizar guantes de piel, para protección contra riesgo mecánico, eléctrico y térmico. Utilizar cascos de seguridad, para proteger la cabeza contra impactos, fuego y productos químicos. Utilizar protección auditiva, en presencia de altos niveles de ruido. 114 Figura 47. Extintores y señales de seguridad industrial Fuente: Sintra. Seguridad Industrial Integral. www.sintraseguridad.com/senaliz.htm Orden y limpieza Después de realizar un mantenimiento preventivo el área de calderas debe quedar libre de material sobrante y herramienta utilizada. No dejar que se acumulen sedimentos en el nivel o conexiones de la columna de agua. El operador es encargado de realizar el respectivo mantenimiento de limpieza en el área de calderas. Equipo de protección personal Utilizar guantes de piel, para protección contra riesgo mecánico, eléctrico y térmico. Utilizar cascos de seguridad, para proteger la cabeza contra impactos, fuego y productos químicos. Utilizar protección auditiva, en presencia de altos niveles de ruido.
- 150. 115 Utilizar protección de vías respiratorias; mascarilla 3M 8247 cuando realice un mantenimiento en una de las calderas. Al momento de realizar un mantenimiento preventivo también debe utilizar anteojos de seguridad o careta protectora. En la siguiente figura se presenta el equipo de protección personal. Figura 48. Equipo de protección personal Fuente: Sintra: Seguridad Industrial Integral. www.sintraseguridad.com/senaliz.htm 115 Utilizar protección de vías respiratorias; mascarilla 3M 8247 cuando realice un mantenimiento en una de las calderas. Al momento de realizar un mantenimiento preventivo también debe utilizar anteojos de seguridad o careta protectora. En la siguiente figura se presenta el equipo de protección personal. Figura 48. Equipo de protección personal Fuente: Sintra: Seguridad Industrial Integral. www.sintraseguridad.com/senaliz.htm 115 Utilizar protección de vías respiratorias; mascarilla 3M 8247 cuando realice un mantenimiento en una de las calderas. Al momento de realizar un mantenimiento preventivo también debe utilizar anteojos de seguridad o careta protectora. En la siguiente figura se presenta el equipo de protección personal. Figura 48. Equipo de protección personal Fuente: Sintra: Seguridad Industrial Integral. www.sintraseguridad.com/senaliz.htm
- 151. 116
- 152. 117 CONCLUSIONES 1. Tener los datos técnicos, es la manera adecuada de empezar a trabajar con los equipos de generación de vapor, ya que son equipos de vital importancia en un hospital; por ende conocerlos de una forma detallada es una herramienta indispensable para solucionar cualquier problema que pueda darse. 2. El mantenimiento preventivo es un factor importante en la vida económica de una máquina ya que un programa bien definido de mantenimiento preventivo, producirá una extensión de la vida útil de los componentes de una unidad y, además, producirá una baja en los costos de reparaciones y tiempo de paro no planeado, que son los más significativos entre los costos de operación. 3. Al aplicar el programa de mantenimiento preventivo se proporcionará soluciones inmediatas a las fallas más comunes en el área de calderas. 4. La correcta aplicación de las rutinas de mantenimiento evitará problemas comunes, paradas y reparaciones innecesarias del equipo. 5. El personal de operación y mantenimiento de calderas debe tener el conocimiento de la importancia de ejecutar un buen plan de mantenimiento preventivo, y las ventajas que este conlleva al ejecutarlo, así como los logros que se pueden obtener al implementarlo; toda esta información debe dárseles en forma gradual, de manera que el empleado vaya adaptándose a su nueva rutina de trabajo.
- 153. 118 6. El manual de procedimientos es un apoyo para realizar el mantenimiento preventivo de una manera sencilla, pero para ello el operario debe de conocer las partes principales, así como también, los accesorios de las calderas pirotubulares.
- 154. 119 RECOMENDACIONES 1. Que la cooperación de la dirección del hospital con el departamento de mantenimiento se refleje en la autorización de compra de materiales y accesorios que se utilizarán para realizar el mantenimiento de forma inmediata, ya que sin el vapor muchos de los servicios pararían. 2. Realizar las rutinas del plan de mantenimiento preventivo, siguiendo todos los pasos que se indican, sin dejar pasar por alto ninguno por minucioso que se considere; si surge alguna duda, consultarla con el encargado de mantenimiento. 3. Realizar un análisis al agua de alimentación de la caldera, para determinar qué tratamiento químico es el adecuado aplicarle. 4. Después de la operación de la caldera, se debe de purgar las tuberías para drenar el condensado y evitar el golpe de ariete, en el posterior arranque. 5. Hacer una inspección periódica del sistema de alimentación ya que frecuentemente los sedimentos y lodos que son arrastrados tapan los filtros, válvulas anti retorno e incluso los reducidores de la red de abastecimiento de la misma; asimismo es recomendable limpiar la bomba de agua y lubricar las partes de ella que lo necesiten. 6. Periódicamente realizar la limpieza del tanque de condensado, para evitar el deterioro, disminuyendo la corrosión, pero lo más importante es retirar
- 155. 120 todos los sedimentos que se depositan en el McDonnell, ya que esto evitará que el flote se trabe y que dé un falso nivel de agua en la caldera. 7. Capacitar constantemente al personal de mantenimiento y operación de calderas para que ellos sean parte de la solución cuando se presenten fallas en los equipos. 8. Utilizar el equipo de protección personal, siguiendo las recomendaciones del encargado de mantenimiento. 9. Mantener limpia y libre de obstáculos el área de calderas, por si fuese necesario evacuar de emergencia al personal. 10. Los equipos de extinción de incendios deben estar en lugares de fácil acceso y periódicamente revisar su estado físico, para su disponibilidad en caso de emergencia.
- 156. 121 BIBLIOGRAFÍA 1. ALVARADO, Hugo. Manual del Curso de Seguridad e Higiene industrial. Universidad de San Carlos de Guatemala, Facultad de Ingeniería, 2004. 163 p. 2. BARRERA URRUTIA, Sergio Estuardo. Diseño de una estrategia óptima de mantenimiento de calderas en una industria. Trabajo de graduación Ing. Mecánica Eléctrica. Universidad de San Carlos de Guatemala, Facultad de Ingeniería, 1993. 87 p. 3. CHIROY SANTOS, Julio Roberto. Programa de mantenimiento preventivo para el cuarto de calderas del Hospital Privado de las Américas. Trabajo de graduación de Ing. Mecánica. Universidad de San Carlos de Guatemala, Facultad de Ingeniería, 2006. 185 p. 4. CLEAVER-BROOKS. Manual de operación y mantenimiento de calderas, USA, 1989. 65 p. 5. ….ICAITI. Instituto Centro Americano de investigación y Tecnología Industrial. Energigramas. Colección de ejemplares del 1 al 46, Proyecto de eficiencia energética en la industria regional. Guatemala: Servicio de Publicaciones, 1988. 46 p. 6. SELMEC. Equipos Industriales. Manual de mantenimiento de calderas y sistema de distribución de vapor. México: SELMEC 1999. 74 p.
- 157. 122 7. ORTÍZ SOLÓRZANO, Roberto Enrique. Diagnóstico y propuesta para mejorar el estado actual de las calderas del Instituto Guatemalteco de SeguridadSocial a nivel nacional. Trabajo de graduación de Ing. Mecánica. Universidad de San Carlos de Guatemala, Facultad de Ingeniería, 2007. 215 p. 8. RAMÍREZ LÓPEZ, Juan Pablo. Plan de mantenimiento preventivo y sus costos para calderas pirotubulares en industria de algodón, para uso clínico. Trabajo de graduación Ing. Mecánica Industrial. Universidad de San Carlos de Guatemala, Facultad de Ingeniería, 2008. 171 p. 9. SINTRA Seguridad industrial integral. Productos de seguridad, higiene industrial y protección al Medio Ambiente [en línea]. Disponible en Web: <http://www.sintraseguridad.com/senaliz.htm> [Consulta: 10 de junio de 2011] 10. SMITH, Edward H. Manual del Ingeniero Mecánico. México: Prentice-Hall Hispanoamericana, 1,998. Vol. 3. 416 p.
- 158. 123 ANEXOS PROBLEMAS EN CALDERAS Y ACONDICIONAMIENTO DEL AGUA Incrustación Depósito adherente sobre las superficies metálicas de calderas, se produce en el proceso de evaporación. Es mayor donde la temperatura de los gases es más elevada. Al evaporarse parte del agua, las sustancias contaminantes se concentran, en la fase líquida del film o película, sobre el metal. Los componentes solubles se disuelven fácilmente en el líquido que reemplaza a la burbuja de vapor anteriormente formada y las sustancias insolubles tienden a precipitar sobre la tubería. La formación de incrustaciones es asociada con la dureza: calcio y magnesio; existen otras impurezas tales como el hierro, bario, estroncio o sílice, de similar importancia. Las incrustaciones pueden ser: Lodos y depósitos sedimentarios Depósitos tipo incrustación Incrustaciones verdaderas
- 159. 124 Las incrustaciones verdaderas, se forman a partir de un proceso de cristalización en una solución sobresaturada, dando lugar a la formación de cristales fusionados. Los depósitos tipo incrustación son efecto de la sedimentación de sólidos poco solubles en el proceso de precipitación. Grado de dureza En agua dura es difícil la formación de espuma de jabón, esta se facilita con la eliminación de las sales de Cal y Magnesia, es decir, cuando el agua se ha vuelto blanda. La dureza se mide en grados hidrométricos, correspondiendo cada grado a la presencia de diez mg de óxido de calcio equivalentes a 17.8 mg de carbonato de calcio por litro de agua. La dureza se clasifica en: Dureza total que corresponde al conjunto de sales de calcio y magnesio; Dureza permanente, medida después de hervir. La ebullición atrapa el anhídrido carbónico disuelto y transforma el bicarbonato cálcico soluble en carbonato prácticamente insoluble. Dureza temporal, debida al bicarbonato cálcico, es la diferencia entre la dureza total y la dureza permanente. Las aguas cuya dureza total sea inferior a cincuenta ppm de carbonato de calcio, son consideradas dulces.
- 160. 125 Causas de la incrustación La ruptura del equilibrio carbónico, es responsable de incrustaciones, particularmente rápida y completa en calderas. El anhídrido carbónico necesario para mantener este equilibrio es eliminado por el aumento de la temperatura; el carbonato cálcico al precipitar en las superficies calentadas, forma un sarro que obstruye las canalizaciones y reduce los intercambios térmicos. Otras causas son los contaminantes en el agua de aporte: Calcio, Magnesio, Bario, Estroncio, Hierro y los productos de la corrosión interna del sistema, introducidos en el condensado como fugas. Precipitados más frecuentes Las incrustaciones se clasifican en duras y blandas, como se ilustra en la tabla XI. Tabla XI. Tipos de incrustación en calderas de vapor INCRUSTACIÓN DURA INCRUSTACIÓN BLANDA Sulfato cálcico Bicarbonato cálcico Silicato cálcico Carbonato cálcico Silicato magnésico Hidróxido cálcico Sílice Bicarbonato magnésico Carbonato magnésico Hidróxido magnésico Fosfato cálcico Carbonato de hierro Varias formas de óxido de hierro Fuente: Kohan Anthony L. 1988:541. p. 73.
- 161. 126 Riesgos de operación y daños mecánicos producidos por incrustaciones Las incrustaciones son peligrosas porque tienen una conductividad térmica inferior a la del hierro. Al incrementarse actúan como un aislante, generando una transmisión de calor deficiente. Ocurre sobrecalentamiento en el metal por debajo de la incrustación, es más seria en la caldera de tubos de agua que en la de tubos de humo. Un recubrimiento de incrustación de 1.6 mm de espesor en tubos de agua expuestos al calor radiante, puede producir la rotura del tubo; mientras que depósitos mayores en los tubos de fuego pueden producir pérdidas de eficiencia, aunque no son peligrosas. Consecuencias de las incrustaciones La temperatura de los humos a la salida de las calderas (de tubos de humo) aumenta en detrimento del rendimiento calorífico; el consumo de combustible y el precio del vapor aumentan paralelamente. La capacidad de vaporización disminuye. El hierro es sobrecalentado, su resistencia mecánica disminuye, se producen deformaciones, quebraduras que son resultado de las roturas de los tubos. A consecuencia de la porosidad de las incrustaciones, cuando el agua entra en contacto con el hierro sobrecalentado, aumenta su concentración en sosa cáustica y provoca corrosiones; al disociarse el oxígeno naciente, ataca el hierro. Si un trozo de sarro, de una cierta superficie se separa, la violenta vaporización del agua que contacta con el metal caliente puede provocar que los tubos estallen.
- 162. 127 La incrustación bloquea la acción adecuada de los controles como el McDonnell (o nivel de agua) e incluso válvulas de seguridad. Una incrustación de décimas de milímetro de espesor es suficiente (particularmente si es una incrustación silícica y de una caldera de alta presión) para que la temperatura del metal sobrepase los 600 ºC, límite en el cual el acero pierde la resistencia mecánica precisa. Pérdidas de energía debido a incrustaciones La variación del espesor de incrustaciones, es directamente proporcional, a la pérdida de energía, relacionada con el gasto extra de combustible, (ver tabla XII). A mayor espesor de incrustaciones, mayor el gasto de combustible para transferir calor y producir la misma cantidad de vapor. Tabla XII. Pérdidas de energía debido a incrustaciones ESPESOR DE INCRUSTACIÓN EN PULGADAS PORCENTAJE DE GASTO EXTRA DE COMBUSTIBLE 1/32 8.5 1/25 9.3 1/20 11.1 1/16 12.4 ¼ 25.0 3/8 40.0 ½ 55.0 Fuente: Seminario. Problemas fisicoquímicos más frecuentes en sistemas de generación de vapor, 1988.
- 163. 128 Protección y prevención contra la incrustación Los grandes depósitos de incrustación son un indicativo de la negligencia ante un acertado tratamiento interno del agua. Existen pretratamientos para contrarrestar este fenómeno que reducen y no eliminan el problema; consisten en ablandadores o suavizadores del agua por medio de intercambio básico, en otras palabras, intercambian iones, la dureza y la resina. Elimina depósitos incrustantes e interrumpe el mecanismo de la incrustación, un antiincrustante controlador y depurador de las impurezas que no hayan sido retenidas por los suavizadores (incluyendo la sílice). Es aconsejable un alcalinizante que lleve el pH a once, pues evita la ruptura del equilibrio carbónico, eliminando la acumulación de carbonato cálcico o magnésico. No obviar la utilización de un antiincrustante como parte del tratamiento interno por tener un sistema de pretratamiento contra la dureza. Su accionar no se limita a neutralizar sus componentes, sino corrige el efecto de otras que no retienen ningún filtro. El equipo de tratamiento externo, tiene como limitante, la saturación de sus resinas, por el intercambio; cuando sucede, el calcio y magnesio, tienen vía libre hacia la caldera y ante la ausencia del antiincrustante, el riesgo de incrustación aumenta. La corrosión es un ataque químico al metal de la caldera, lo debilita hasta convertirlo en un óxido.
- 164. 129 Velocidad de corrosión y causas Depende de las siguientes condiciones: Formación de un área aniónica Formación de un área catódica Establecimiento de un medio electrolítico para transferencia de cargas. Los factores que causan la corrosión, son: Inapropiada dosificación de productos químicos Baja relación pH/alcalinidad Presencia de oxígeno disuelto Alto contenido de sólidos disueltos Alto contenido de material suspendido Presencia de dióxido de carbono y otros gases disueltos La forma más común de corrosión es el ataque al acero por el oxígeno, acelerado por las altas temperaturas y pH bajo. Ingresa al agua de alimentación cuando la caldera opera a baja carga y en la puesta en marcha. Produce un ataque de picado en el metal (ataque en zona localizada) y óxido de hierro al unirse al metal de la caldera. La acidez o alcalinidad del agua, gobernada por el pH es otra causa de corrosión. Un pH igual a siete crea una condición neutra, con un valor menor se considera ácida y existe corrosión por acidez. Cuando el pH es superior a siete (mayor de doce) es alcalina; este valor es crítico y ocurre corrosión por fragilidad cáustica.
- 165. 130 Un medio electrolítico (interacción de cargas eléctricas opuestas), causa corrosión, el total de sólidos disueltos conformado por impurezas con cargas eléctricas negativas, reacciona con el hierro de la caldera que tiene carga positiva. Un adecuado régimen de purga, reduce el riesgo de corrosión por sólidos altos. Otros tipos de corrosión La fragilidad cáustica de los tubos; un tipo de corrosión ocasionado al sobrepasar el valor de pH de su límite máximo (12.0), se manifiesta en forma de grietas en los bordes de las planchas remachadas, remaches y porción metálica situada alrededor de aberturas donde el material ha sido sometido a grandes esfuerzos de tracción durante su fabricación. Como consecuencia ocurre la fatiga de corrosión, producida por el ataque químico y por repetitivos alargamientos de las partes metálicas, origina grietas, según líneas de esfuerzo independientes de las zonas limítrofes cristalinas de metal. Las incrustaciones son peligrosas no solo por la obstrucción del paso del calor, sino por el sobrecalentamiento generado en los tubos bajo las capas. Este produce corrosión y es visible al momento de tener un proceso de desincrustación; físicamente se observa como una coloración rojiza a lo largo de todo el tubo. Un proceso de desincrustación rápido consta de un estudio, aplicación, monitoreo y control total del desincrustante aplicado, en cuanto a tiempo de trabajo, dosificaciones y concentraciones; de lo contrario se incurre en corrosión por acidez, que disolverá la incrustación y al momento de llegar al metal de los tubos los atacará con la misma agresividad, hasta el punto de la picadura.
- 166. 131 Daños mecánicos causados por corrosión La reacción del hierro de la caldera y el agua se acelera con el oxígeno; los óxidos ferrosos de forma localizada originan poros en el metal. El oxígeno reacciona con el hidrógeno permitiendo la disolución gradual de más hierro. Las picaduras son acusadas en zonas sometidas a esfuerzos durante la fabricación de la caldera, tales como las soldaduras, secciones trabajadas en frío o discontinuidades del metal. Protección y prevención contra la corrosión La mejor forma de protección es eliminar las causas de la corrosión. La adición de un secuestrante en el tratamiento del agua, mantiene libre de oxígeno el área de transferencia de calor, que por reacción lo precipita y expulsa en la purga. Una de las funciones del tratamiento interno es mantener un pH alcalino (10.5-12.0) a través de alcalinizantes. Un valor dentro del rango establecido, mantiene las condiciones óptimas contra la corrosión y el desempeño de los ingredientes. La cantidad de sólidos disueltos permisibles dentro de una caldera está en función de la presión de trabajo, teniendo un máximo de tres mil quinientos ppm; sobrepasando este valor corre el riesgo de corrosión por celda electrolítica.
- 167. 132 Un adecuado régimen de purga mantiene control en los sólidos, es directamente proporcional a la cantidad de la medición, en otras palabras, a mayor cantidad de sólidos, mayor cantidad de purgas. Los ciclos de concentración para determinar las purgas, no son un buen indicador. Tabla XIII. Interpretación de los ciclos de concentración INDUSTRIA Total sólidos disueltos, agua de alimentación Total sólidos dentro de la caldera Determinación de ciclos de concentración CALDERA A 500 ppm 2500 ppm 2500/500 = 5 CALDERA B 1000 ppm 5000 ppm 5000/1000 =5 Fuente: Manual de mantenimiento de calderas y sistema de distribución de vapor. p. 51. Las purgas en función de los ciclos de concentración: para cinco ciclos de concentración, se aplica un número igual de purgas en dos calderas con aguas de distinta calidad. Se observa que el total de sólidos disueltos es distinto con los mismos ciclos; la caldera B con sólidos de cinco mil ppm necesita un régimen de purgado más frecuente que la caldera con dos mil quinientos ppm. Otros problemas Arrastres y su prevención El arrastre de agua y materias minerales por el vapor, es causado por tres fenómenos:
- 168. 133 La espuma El arrastre del agua propiamente dicho El arrastre de agua por el vapor En el primero de los casos las burbujas estallan unas después de otras liberando las gotículas de líquido; en el segundo, las burbujas de vapor ascienden directamente a la superficie arrastrando vesículas de líquido que se liberan. El más grave de los fenómenos es el arrastre del agua por el vapor, en particular si el vapor se utiliza para producir energía, debido a que provoca accidentes mecánicos en las turbinas. Un nivel de agua por encima de las superficies de calentamiento, presión de marcha excesiva, gran velocidad de salida del balón de vapor y demanda excesiva de vapor, son factores que favorecen al arrastre. Las partículas grandes favorecen la formación de espuma y en consecuencia de arrastre; sales disueltas y sosa libre. El arrastre es peligroso al detenerse en las turbinas para producir fuerza motriz, cuando el vapor no permanece en estado de saturación genera sobre las paredes un depósito sólido que disminuye el rendimiento calorífico y provoca una peligrosa elevación de la temperatura del acero. El sólido en las válvulas de admisión o sobre las paletas de las turbinas, es causa de diversos incidentes: descensos en la producción, en el rendimiento, corrosiones, desequilibrios e incluso puede conducir a la inutilización de las turbinas.
- 169. 134 Los sólidos disueltos a una concentración alta producen arrastre, lo que implica no forzar o sobrealimentar una caldera. Mantener niveles adecuados de agua, seguir adecuadamente los procedimientos de purga y evitar las aperturas repentinas de válvulas reguladoras del vapor que usa la maquinaria (turbinas, motores), reducen el arrastre. Ataque cáustico y su control Es riesgosa una rotura intercristalina y más pronunciada cuanto más fuerte sean las tensiones mecánicas soportadas por el metal. Su causa es el exceso de sosa cáustica presente o un valor de pH encima de 12.0. Su limitante es la presión, si no excede de 580 psi, no se manifiesta. Para su control se exigen valores de pH entre 10.5-12.0. Corrosión en tuberías de vapor y su prevención El oxígeno, ácido carbónico y dióxido de carbono son los agentes promotores de este ataque, el sistema de retorno de condensado es clarificador para muestreo y monitorización del rendimiento del tratamiento total. La cantidad de contaminantes hallados y su naturaleza, señalan las disfunciones y sugieren las acciones correctoras en el sistema. Los niveles previsibles de contaminantes dependen del diseño de la caldera, presiones de trabajo y de la utilización del vapor. La forma de prevenirla en la tubería de vapor es no crear condiciones que generen dióxido de carbono ni ácido carbónico. Un valor de pH adecuado, y el máximo rendimiento del secuestrante de oxígeno bloquean la corrosión.
- 170. 135 Control del oxígeno disuelto El oxígeno por sí solo corroe; existe otro ataque donde no se une al metal directamente, sino que ayuda a otros elementos corrosivos a reaccionar o acelerar la reacción. Produce hidróxido ferroso, al unirse con el hidrógeno. Su control radica en el tratamiento interno, eliminar todo el oxígeno que ingrese a las unidades mediante la aplicación de un secuestrante, que por reacción produzca compuestos que sean evacuados con la purga. Cómo distorsionar los cristales depositados (desincrustación) El detener una caldera inesperadamente, por inspección o para proceder a la desincrustación, genera pérdidas, y más aún cuando se cuenta con una sola unidad de generación de vapor. Existen tres procedimientos para llevar a cabo este proceso: La desincrustación mecánica: consiste en eliminar los depósitos incrustantes con elementos afilados, o discos para pulir, los que entran en contacto constantemente contra el sarro de los tubos. Este procedimiento provoca desgaste mecánico en la tubería y reduce sus propiedades de soportar altas temperaturas y presiones para las que fueron diseñados. La desincrustación con ácidos fuertes: proceso que implica control y estructura estequiométrica, requiere amortiguadores que limiten el ataque a las incrustaciones y protejan el metal. Un análisis del depósito incrustante indica los de origen mineral como el sílice, u orgánico, que son indiferentes a los ácidos. Finalmente proceder a la neutralización con un agente alcalino. El desecho de las soluciones ácidas, como los amortiguadores son tóxicos.
- 171. 136 La mejor forma de desincrustación, es de manera lenta: en otras palabras, con la caldera en operación, no daña el metal, protege las áreas en donde se ha ido removiendo el sarro de nuevas incrustaciones y de ataques corrosivos. Bajo la capa de incrustación a remover, actúan temperaturas extremas, generando corrosión por sobrecalentamiento. El régimen de purga es estricto, para eliminar y evitar taponamientos en los conductos. Mantenimiento para calderas inactivas En industrias que cuentan con dos o más unidades de generación de vapor, existen paradas largas de operación; las calderas de calefacción en lugares con marcadas condiciones de clima, no trabajan en períodos de hasta seis meses. El riesgo de corrosión en una caldera inactiva es mayor, cuando las superficies metálicas están expuestas al oxígeno y humedad. Existen dos tipos de almacenaje: húmedo y seco. El primero, cuando la caldera queda preparada para arranques imprevistos, en otras palabras, períodos no mayores a seis meses. Llenarse con agua tratada hasta que derrame, lleno completo. El almacenaje seco, para períodos mayores a seis meses: consiste en eliminar toda cantidad de humedad posible, por medio de sustancias que la absorban. Las tapaderas laterales y agujero de hombre (tapa central) permanecen cerradas herméticamente, como las válvulas de vapor.
- 172. 137 El registro de aire y el respiradero, permanecen tapados para evitar el ingreso de oxígeno. Inspecciones periódicas son necesarias para el reemplazo de las sustancias que absorben la humedad. El máximo período de funcionamiento solo puede ser determinado por la observación y por lo que digan los registros documentales del servicio de la caldera. Es conveniente proceder a la limpieza antes de que las planchas se recubran con una incrustación dura de 1.5 mm.
- 173. 138