![Six Sigma MSc. Luiz Barboza [email_address]](https://image.slidesharecdn.com/sixsigma-1222051362336643-9/85/Sixsigma-1-320.jpg)




























![Six Sigma MSc. Luiz Barboza [email_address]](https://image.slidesharecdn.com/sixsigma-1222051362336643-9/85/Sixsigma-35-320.jpg)
Sixsigma
- 1. Six Sigma MSc. Luiz Barboza [email_address]
- 2. Nível Atual do Processo Defeitos Causas Críticas dos Problemas Perpetuar as mudanças $$ Nível Atual do Processo Defeitos O quê deve ser melhorado? Qual é a oportunidade? Gestão da Qualidade
- 3. C LIENTE E NTRADAS F ORNECEDORES P ROCESSO S AÍDAS V ISÃO DO C LIENTE S UCESSÃO L ÓGICA MEDIÇÃO CAUSAS ENTRADAS DO PROCESSO X MEDIÇÃO EFEITOS PROBLEMAS SAÍDAS DO PROCESSO Y Visao de Processo
- 4. Y = F(x) Entendendo o processo como uma função matemática PROCESSO ENTRADAS (X) SAÍDAS (Y)
- 5. ESTUDO DO COMPORTAMENTO DO PROCESSO – EM RELAÇÃO À PERFORMANCE MÉDIA E VARIAÇÃO – DE ACORDO COM OS REQUERIMENTOS DOS CLIENTES Medição da qualidade do processo LSE T LIE
- 6. Definir
- 7. SIPOC
- 8. Mapeamento de Processo IDEF0
- 9. Mapeamento de Processo BPMN
- 10. Medir
- 11. População (ou Universo) Amostra Inferência Estatística Probabilidade (associado às distribuições) Média (X) Mediana (X) Desvio Padrão (S) Variância (S 2 ) Amplitude (R) Quartis (Q n ) ~ _ Média ( ) Desvio Padrão Variância ( 2 ) Formato da Curva / Modelos Populacionais Probabilidade p ( ) DADOS CONTÍNUOS OU DISCRETOS? Estatística
- 12. DADOS CONTÍNUOS DADOS DISCRETOS Medidos em intervalos contínuos: Tempo Dinheiro Peso Altura Velocidade Temperatura Ordinal : Contagem de defeitos # Aprovações # Erros Classificação Nominal : Contagem de defeitos # Aprovações # Erros Classificação Categorias Dados Discretos ou Contínuos
- 13. Histograma
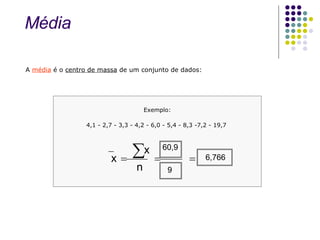
- 14. A média é o centro de massa de um conjunto de dados: Exemplo: 4,1 - 2,7 - 3,3 - 4,2 - 6,0 - 5,4 - 8,3 -7,2 - 19,7 n x x Média 60,9 9 6,766
- 15. É medida de posicionamento dos pontos. 100 67 50 24 22 13 09 08 02 VALORES ORDENADOS Mediana = É o valor que ocupa a posição do meio ( X ). É também conhecido também como P50. 50% DOS PONTOS ESTÃO ACIMA 50% DOS PONTOS ESTÃO ACIMA ~ Mediana
- 16. São medidas de posicionamento dos pontos. 100 67 50 24 22 13 09 08 02 VALORES ORDENADOS VALOR MÍNIMO VALOR MÁXIMO 1º Quartil (Q 1 ) = É o valor que ocupa a posição que divide o conjunto de dados em 2 partes: 25% dos dados com valores mais baixo 75% dos dados com valores mais altos É também conhecido como P25. 3º Quartil (Q 3 ) = É o valor que ocupa a posição que divide o conjunto de dados em 2 partes: 75% dos dados com valores mais baixo 25% dos dados com valores mais altos É também conhecido como P75. POSIÇÃO 02 POSIÇÃO 03 Percentil i (Q i ) = É o valor que ocupa a posição i que divide o conjunto de dados em 2 partes: i % dos dados com valores mais baixo (100-i) % dos dados com valores mais altos É também conhecido como Pi. Quartis e Percentis
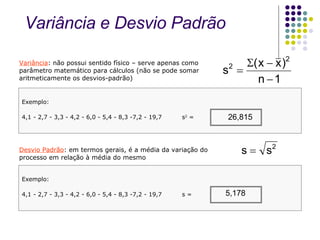
- 17. Variância : não possui sentido físico – serve apenas como parâmetro matemático para cálculos (não se pode somar aritmeticamente os desvios-padrão) Desvio Padrão : em termos gerais, é a média da variação do processo em relação à média do mesmo Exemplo: 4,1 - 2,7 - 3,3 - 4,2 - 6,0 - 5,4 - 8,3 -7,2 - 19,7 s 2 = Exemplo: 4,1 - 2,7 - 3,3 - 4,2 - 6,0 - 5,4 - 8,3 -7,2 - 19,7 s = Variância e Desvio Padrão 26,815 5,178
- 18. LIMITE DE DESEMPENHO - INFINITO + INFINITO PROBABILIDADE DE OCORRÊNCIA Dados Contínuos A distribuição “normal” Uma distribuição normal pode ser completamente descrita sabendo apenas o seguinte: - Média - Desvio Padrão
- 19. Exemplo : suponha que a distribuição do peso dos jogadores de um time de futebol segue uma distribuição normal com = 80 kg e = 5 kg. Eixo X 80 85 90 95 65 70 75 (peso em kg) 100 60 Distribuição Normal
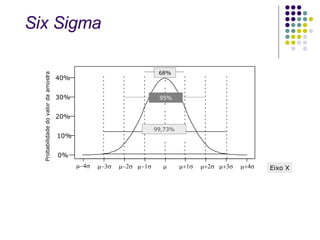
- 20. 40% 30% 20% 10% 0% 68% 95% Probabilidade do valor da amostra 99 , 73% Eixo X Six Sigma
- 21. Com os conceitos vistos anteriormente, podemos agora associar à curva que representa o processo estudado o valor de “Z”. O valor da estatística Z é a distância de um valor “x” qualquer até a média em quantidade de desvios-padrão Probabilidade P{x > z} z x - Z = VALOR DE ‘Z’ VALOR FIXADO NO EIXO ‘X’ MÉDIA POPULACIONAL CALCULADA DESVIO PADR Ã O POPULACIONAL CALCULADA
- 22. z Exercício : Estudou-se que a distribuição da idade das pessoas que freqüentam os cinemas paulistanos às sextas à noite segue uma distribuição normal com uma média de 25 anos e com desvio padrão de 2 anos Qual a probabilidade de uma pessoa ir ao cinema sexta à noite e ter a idade maior que 27,9 anos ou menor que 20 anos? Tabela Estatística Z Z 0 0.01 0.02 0.03 0.04 0.05 0.06 0.07 0.08 0.09 0.0 5.00E-01 4.96E-01 4.92E-01 4.88E-01 4.84E-01 4.80E-01 4.76E-01 4.72E-01 4.68E-01 4.64E-01 0.1 4.60E-01 4.56E-01 4.52E-01 4.48E-01 4.44E-01 4.40E-01 4.36E-01 4.33E-01 4.29E-01 4.25E-01 0.2 4.21E-01 4.17E-01 4.13E-01 4.09E-01 4.05E-01 4.01E-01 3.97E-01 3.94E-01 3.90E-01 3.86E-01 0.3 3.82E-01 3.78E-01 3.75E-01 3.71E-01 3.67E-01 3.63E-01 3.59E-01 3.56E-01 3.52E-01 3.48E-01 0.4 3.45E-01 3.41E-01 3.37E-01 3.34E-01 3.30E-01 3.26E-01 3.23E-01 3.19E-01 3.16E-01 3.12E-01 0.5 3.09E-01 3.05E-01 3.02E-01 2.98E-01 2.95E-01 2.91E-01 2.88E-01 2.84E-01 2.81E-01 2.78E-01 0.6 2.74E-01 2.71E-01 2.68E-01 2.64E-01 2.61E-01 2.58E-01 2.55E-01 2.51E-01 2.48E-01 2.45E-01 0.7 2.42E-01 2.39E-01 2.36E-01 2.33E-01 2.30E-01 2.27E-01 2.24E-01 2.21E-01 2.18E-01 2.15E-01 0.8 2.12E-01 2.09E-01 2.06E-01 2.03E-01 2.01E-01 1.98E-01 1.95E-01 1.92E-01 1.89E-01 1.87E-01 0.9 1.84E-01 1.81E-01 1.79E-01 1.76E-01 1.74E-01 1.71E-01 1.69E-01 1.66E-01 1.64E-01 1.61E-01 1.0 1.59E-01 1.56E-01 1.5 39E01 1.52E-01 1.49E-01 1.47E-01 1.45E-01 1.42E-01 1.40E-01 1.38E-01 1.1 1.36E-01 1.34E-01 1.31E-01 1.29E-01 1.27E-01 1.25E-01 1.23E-01 1.21E-01 1.19E-01 1.17E-01 1.2 1.15E-01 1.13E-01 1.11E-01 1.09E-01 1.08E-01 1.06E-01 1.04E-01 1.02E-01 1.00E-01 9.85E-02 1.3 9.68E-02 9.51E-02 9.34E-02 9.18E-02 9.01E-02 8.85E-02 8.69E-02 8.53E-02 8.38E-02 8.23E-02 1.4 8.08E-02 7.93E-02 7.78E-02 7.64E-02 7.49E-02 7.35E-02 7.21E-02 7.08E-02 6.94E-02 6.81E-02 1.5 6.68E-02 6.55E-02 6.43E-02 6.30E-02 6.18E-02 6.06E-02 5.94E-02 5.82E-02 5.71E-02 5.59E-02 1.6 5.48E-02 5.37E-02 5.26E-02 5.16E-02 5.05E-02 4.95E-02 4.85E-02 4.75E-02 4.65E-02 4.55E-02 1.7 4.46E-02 4.36E-02 4.27E-02 4.18E-02 4.09E-02 4.01E-02 3.92E-02 3.84E-02 3.75E-02 3.67E-02 1.8 3.59E-02 3.52E-02 3.44E-02 3.36E-02 3.29E-02 3.22E-02 3.14E-02 3.07E-02 3.01E-02 2.94E-02 1.9 2.87E-02 2.81E-02 2.74E-02 2.68E-02 2.62E-02 2.56E-02 2.50E-02 2.44E-02 2.39E-02 2.33E-02 2.0 2.28E-02 2.22E-02 2.17E-02 2.12E-02 2.07E-02 2.02E-02 1.97E-02 1.92E-02 1.88E-02 1.83E-02 2.1 1.79E-02 1.74E-02 1.70E-02 1.66E-02 1.62E-02 1.58E-02 1.54E-02 1.50E-02 1.46E-02 1.43E-02 2.2 1.39E-02 1.36E-02 1.32E-02 1.29E-02 1.26E-02 1.22E-02 1.19E-02 1.16E-02 1.13E-02 1.10E-02 2.3 1.07E-02 1.04E-02 1.02E-02 9.90E-03 9.64E-03 9.39E-03 9.14E-03 8.89E-03 8.66E-03 8.42E-03 2.4 8.20E-03 7.98E-03 7.76E-03 7.55E-03 7.34E-03 7.14E-03 6.95E-03 6.76E-03 6.57E-03 6.39E-03 2.5 6.21E-03 6.04E-03 5.87E-03 5.70E-03 5.54E-03 5.39E-03 5.23E-03 5.09E-03 4.94E-03 4.80E-03 2.6 4.66E-03 4.53E-03 4.40E-03 4.27E-03 4.15E-03 4.02E-03 3.91E-03 3.79E-03 3.68E-03 3.57E-03 2.7 3.47E-03 3.36E-03 3.26E-03 3.17E-03 3.07E-03 2.98E-03 2.89E-03 2.80E-03 2.72E-03 2.64E-03 2.8 2.56E-03 2.48E-03 2.40E-03 2.33E-03 2.26E-03 2.19E-03 2.12E-03 2.05E-03 1.99E-03 1.93E-03 2.9 1.87E-03 1.81E-03 1.75E-03 1.70E-03 1.64E-03 1.59E-03 1.54E-03 1.49E-03 1.44E-03 1.40E-03 3.0 1.35E-03 1.31E-03 1.26E-03 1.22E-03 1.18E-03 1.14E-03 1.11E-03 1.07E-03 1.04E-03 1.00E-03 3.1 9.68E-04 9.35E-04 9.04E-04 8.74E-04 8.45E-04 8.16E-04 7.89E-04 7.62E-04 7.36E-04 7.11E-04 3.2 6.87E-04 6.64E-04 6.41E-04 6.19E-04 5.98E-04 5.77E-04 5.57E-04 5.38E-04 5.19E-04 5.01E-04 3.3 4.84E-04 4.67E-04 4.50E-04 4.34E-04 4.19E-04 4.04E-04 3.90E-04 3.76E-04 3.63E-04 3.50E-04 3.4 3.37E-04 3.25E-04 3.13E-04 3.02E-04 2.91E-04 2.80E-04 2.70E-04 2.60E-04 2.51E-04 2.42E-04 3.5 2.33E-04 2.24E-04 2.16E-04 2.08E-04 2.00E-04 1.93E-04 1.86E-04 1.79E-04 1.72E-04 1.66E-04 3.6 1.59E-04 1.53E-04 1.47E-04 1.42E-04 1.36E-04 1.31E-04 1.26E-04 1.21E-04 1.17E-04 1.12E-04 3.7 1.08E-04 1.04E-04 9.97E-05 9.59E-05 9.21E-05 8.86E-05 8.51E-05 8.18E-05 7.85E-05 7.55E-05 3.8 7.25E-05 6.96E-05 6.69E-05 6.42E-05 6.17E-05 5.92E-05 5.68E-05 5.46E-05 5.24E-05 5.03E-05 3.9 4.82E-05 4.63E-05 4.44E-05 4.26E-05 4.09E-05 3.92E-05 3.76E-05 3.61E-05 3.46E-05 3.32E-05 4.0 3.18E-05 3.05E-05 2.92E-05 2.80E-05 2.68E-05 2.57E-05 2.47E-05 2.36E-05 2.26E-05 2.17E-05 4.1 2.08E-05 1.99E-05 1.91E-05 1.82E-05 1.75E-05 1.67E-05 1.60E-05 1.53E-05 1.47E-05 1.40E-05 4.2 1.34E-05 1.29E-05 1.23E-05 1.18E-05 1.13E-05 1.08E-05 1.03E-05 9.86E-06 9.43E-06 9.01E-06 4.3 8.62E-06 8.24E-06 7.88E-06 7.53E-06 7.20E-06 6.88E-06 6.57E-06 6.28E-06 6.00E-06 5.73E-06 4.4 5.48E-06 5.23E-06 5.00E-06 4.77E-06 4.56E-06 4.35E-06 4.16E-06 3.97E-06 3.79E-06 3.62E-06 4.5 3.45E-06 3.29E-06 3.14E-06 3.00E-06 2.86E-06 2.73E-06 2.60E-06 2.48E-06 2.37E-06 2.26E-06 4.6 2.15E-06 2.05E-06 1.96E-06 1.87E-06 1.78E-06 1.70E-06 1.62E-06 1.54E-06 1.47E-06 1.40E-06 4.7 1.33E-06 1.27E-06 1.21E-06 1.15E-06 1.10E-06 1.05E-06 9.96E-07 9.48E-07 9.03E-07 8.59E-07 4.8 8.18E-07 7.79E-07 7.41E-07 7.05E-07 6.71E-07 6.39E-07 6.08E-07 5.78E-07 5.50E-07 5.23E-07 4.9 4.98E-07 4.73E-07 4.50E-07 4.28E-07 4.07E-07 3.87E-07 3.68E-07 3.50E-07 3.32E-07 3.16E-07
- 23. Analisar
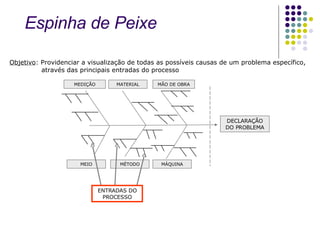
- 24. MEDIÇÃO MATERIAL MÃO DE OBRA MÉTODO MEIO MÁQUINA DECLARAÇÃO DO PROBLEMA ENTRADAS DO PROCESSO Objetivo : Providenciar a visualização de todas as possíveis causas de um problema específico, através das principais entradas do processo Espinha de Peixe
- 25. Matriz Causa Efeito A Matriz Causa e Efeito é utilizada para priorizar as entradas do processo de acordo com o impacto de cada uma nas saídas ou requerimentos do cliente. RESULTADOS FINAIS ENTRADAS PRIORIZADAS: MAIOR PARA O MENOR IMPACTO MAIOR IMPACTO MENOR IMPACTO ESTABELECER A RELAÇÃO ENTRE ENTRADAS E SAÍDAS: 1- BAIXA RELAÇÃO; 10- ALTA RELAÇÃO 10 09 08 06 AVALIAR A IMPORTÂNCIA PARA O CLIENTE SAÍDA # 1 SAÍDA # 2 SAÍDA # 3 SAÍDA # N LISTAR AS PRINCIPAIS SAÍDAS DO PROCESSO COLOCAR AS ENTRADAS DO PROCESSO ENTRADA # 1 ENTRADA # 2 ENTRADA # 3 ENTRADA # 4 ENTRADA # 5 ENTRADA # N
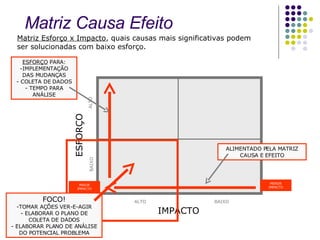
- 26. IMPACTO ALTO BAIXO ESFORÇO ALTO BAIXO Matriz Causa Efeito Matriz Esforço x Impacto , quais causas mais significativas podem ser solucionadas com baixo esforço. ESFORÇO PARA: IMPLEMENTAÇÃO DAS MUDANÇAS COLETA DE DADOS TEMPO PARA ANÁLISE ALIMENTADO PELA MATRIZ CAUSA E EFEITO MAIOR IMPACTO MENOR IMPACTO FOCO! TOMAR AÇÕES VER-E-AGIR ELABORAR O PLANO DE COLETA DE DADOS ELABORAR PLANO DE ANÁLISE DO POTENCIAL PROBLEMA
- 27. Melhorar
- 28. Plano de Ação - n 0 001 Data de Emissão : 01/05/98 Data de Revisão : 03/07/98 Projeto : Diminuir Erros em Relatórios de Despesas de Viagem Facilitador : E.A do Nascimento Ação Responsável Data Data Status Início término 1-) Elaborar software de Supervisor 10/05/98 01/08/98 gerenciamento de relatórios de de despesa de viagem Informática 2-) Estabelecer limites de Presidência 01/06/98 15/07/98 gasto para cada função da + companhia Gerente de RH 3-) Treinar funcionários para Analistas de 01/08/98 30/08/98 utilização de software Treinamento 4-) Comunicar obrigatoriedade de Gerente de RH 01/07/98 30/08/98 uso do software 5-) Iniciar auditorias para confirmar Auditor - Líder 15/09/98 30/12/98 uso correto do software 20% 40% 60% 80% 100% 20% 40% 60% 80% 100% 20% 40% 60% 80% 100% 20% 40% 60% 80% 100% 20% 40% 60% 80% 100% Plano de Ação
- 29. Controlar
- 30. Novo Mapa de Processo Identificação dos Pontos de Controle E 1 E 2 E 3 S 1 Métrica / Racional de Cálculo X 1 X 3 X 2 X 4 Responsável e Freqüência de Revisão Sistema de Controle de Processos
- 31. Um gráfico de controle é um conjunto de pontos (amostras) ordenados, no tempo, que são interpretados em função de linhas horizontais, chamadas de LSC (limite superior de controle) e LIC (limite inferior de controle). A figura abaixo apresenta um exemplo típico. CEP Controle Estatístico de Processos
- 32. Se apenas as causas comuns de variação estão presentes, a saída de um processo forma uma distribuição que é estável e previsível ao decorrer do tempo. Se existem causas especiais de variação, a saída do processo não é estável e não previsível ao decorrer do tempo. Não temos como saber o que acontecerá: - Amanhã - Entre amostras CEP Controle Estatístico de Processos TEMPO TEMPO ?
- 33. MEDIDAS MÉDIA AMPLITUDE 65 70 75 80 0 10 20 30 LSC=77,3 LIC= 64,5 LIC= 0 LSC= 19,9 • • • • • • MÉDIA GERAL= 70,9 AMPLITUDE MÉDIA= 8,7 60 85 CEP Controle Estatístico de Processos
- 34. LIE E LSE = ESPECIFICAÇÕES DO CLIENTE – INDEPENDEM DO PROCESSO – SÃO REQUERIMENTOS EXTERNOS E PORTANTO DEVEM SER ATENDIDOS LIC E LSC = LIMITES DO PROCESSO – DEPENDEM DO PROCESSO – SÃO CONDIÇÕES ASSOCIADAS AO FUNCIONAMENTO DO PROCESSO Controle Estatístico de Processos
- 35. Six Sigma MSc. Luiz Barboza [email_address]